
PPAP、FAI、CPK - 技術者が知っておくべき品質管理用語
図面を完璧に満たした新しい金属部品を立ち上げたものの、後でアセンブリが合わないことに気づいたことはないだろうか。あるいは
図面を完璧に満たした新しい金属部品を立ち上げたものの、後でアセンブリが合わないことに気づいたことはないだろうか。あるいは


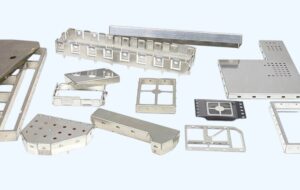
板金生産のアウトソーシングは、コスト削減のための近道ではなく、戦略的な意思決定となっている。2024年のデロイトの製造業調査によると、世界全体の板金生産量は65%を超える。

板金設計では、穴のような小さなディテールでも、製品がプロフェッショナルに見えるか、組み立てに失敗するかを左右する。多くのエンジニアは


医療機器のエンクロージャーは、単なる保護シェルではありません。安全性、無菌性、寿命、洗浄のしやすさ、法規制への準拠に直接影響するインターフェースなのです。A


リードタイムは板金作業のあらゆる段階に影響する。リードタイムは、計画、テストスケジュール、そして製品が市場に届くまでの時間を形作ります。チームが

安定したマシンフレームは、初日から精度を守ります。負荷がかかってもベースがずれないことで、マシン全体がよりスムーズな動きで動作し、精度が向上します。

多くの工場では、ロボットはパーツの組み立てよりも、ずれたパーツの修正に多くの時間を費やしている。オートメーションは、扱う部品と同じだけの性能しか発揮できない。よく設計された

再生可能エネルギーの増加に伴い、エネルギー貯蔵システムは、現代の送電網の構造的かつ安全なバックボーンになりつつあります。各バッテリーキャビネットやインバーターハウジングは、正確な

すべての製品には、設計データやサービス記録と結びつけるシリアル番号、バーコード、ロゴといった固有のアイデンティティが必要です。以下のような業界では、製品に固有のIDが必要である。

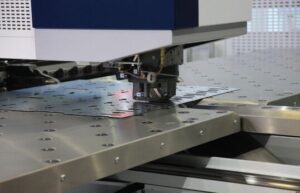
現代の板金加工は、レーザー切断と金属プレスという2つの中心的な方法に依存している。どちらも精密な金属部品を作りますが、次のような点で全く異なる目的を果たします。

穴ひとつは些細なことに思えるかもしれないが、板金加工では生産ペース全体を左右しかねない。たった一つの穴の位置や大きさの間違いが、製造工程全体を歪めてしまうこともあるのだ。
すべての回路は電磁エネルギーを放出し、受信します。制御されていない場合、これらの信号は筐体を通して漏れ、近くの部品に結合します。これが電磁干渉(EMI)であり、より高い周波数では無線周波干渉(RFI)になります。