ステンレススチールは、様々な産業で広く使用されている汎用性の高い素材です。しかし、多くの選択肢があるため、適切な仕上げを選択するのは容易ではありません。異なる仕上げはステンレス鋼の外観に影響を与え、その性能と特定の用途への適合性に影響を与えます。
ステンレス鋼仕上げの世界は豊かで多様性に富み、それぞれのタイプに独自の特性と利点があります。ここでは、最も一般的な仕上げとその用途を紹介し、お客様のニーズに最適なオプションを選択できるようにします。
ステンレス鋼仕上げとは、ステンレス鋼の外観と性能を向上させるために施される様々な表面処理を指す。これらの仕上げは、鈍いものから高反射率のものまであり、様々な用途に対する材料の適性を決定する上で極めて重要である。
仕上げ工程では、圧延によってステンレス鋼の最外層を変化させる、 研磨そして ブラスト法.それぞれの方法が表面の質感と外観に影響を与え、その結果、特定のニーズに対応する独特の仕上げが生まれる。
ステンレススチールの仕上げは、材料の外観と機能性に大きく影響します。利用可能な仕上げの異なるタイプを理解することは、プロジェクトに適したオプションを選択するために不可欠です。
ミル仕上げは、ステンレス鋼製品の初期表面状態として機能し、一般的に3つの主要なタイプに分類される:
No.1仕上げは、ステンレス鋼の熱間圧延によって行われ、次の工程に進む。 アニール そして 漬物.その結果、外観が均一でない、くすんだ粗い表面となる。高温環境など、美観が重視されない用途でよく使用される。
No.2Dフィニッシュは 冷間圧延仕上げ 均一な鈍い外観を持つ。冷間圧延、焼鈍、酸洗によって達成され、No.1仕上げよりも滑らかな表面となる。この仕上げは、中程度の耐食性を必要とする用途に適しており、さらなる研磨の下地として使用されることが多い。
No.2B仕上げはNo.2D仕上げに似ていますが、研磨ロールにさらに光を通すことで、より明るく、半反射性の表面を与えます。この仕上げは、その優れた耐食性と美観から、さまざまな工業用途で広く使用されています。
機械的仕上げには、ステンレス鋼の表面 特性を向上させる研磨または砥粒加工が含 まれる:
No.3仕上げは、120グリットの研磨ブラシを使用した粗い木目が特徴で、No.4仕上げは、より細かい150グリットのブラシを使用し、方向性のある木目ラインにより洗練された外観を作り出します。どちらの仕上げも、建築や食品加工の用途で一般的に使用されています。
No.6仕上げは、くすんだ銀白色の外観で、短い線状の研磨線があり、No.4仕上げシートの上からタンピコ刷毛で磨くことで得られる。現在ではあまり見かけなくなったが、歴史的には建築用途に使われていた。
No.7仕上げは、表面を研磨しバフ掛けすることで、トリムや壁パネルなどの装飾要素に適した反射品質を実現します。
鏡面仕上げとしても知られるNo.8仕上げは、すべての欠点が取り除かれるまで微細な研磨材で徹底的に磨き上げることによって得られる、極めて反射率の高い表面が特徴です。この仕上げは、鏡や彫刻の美的目的によく使用されます。
その先 標準仕上げ専門的なオプションもいくつかある:
カスタム仕上げは、特定の審美的または機能的な要件を満たすように調整することができ、ユニークなデザインと外観を可能にします。
陽極酸化やコーティングなど、さまざまな 方法で着色ステンレス鋼仕上げが可能で、建築 や装飾用途に視覚的なオプションを追加でき る。
エッチング仕上げは、化学薬品を塗布してステンレ ス鋼の表面に模様やテクスチャーを作り出し、独特の 視覚効果をもたらす。
TR仕上げでは、ステンレス鋼を常温で圧延し、平滑な表面を維持しながら機械的特性を向上させる。
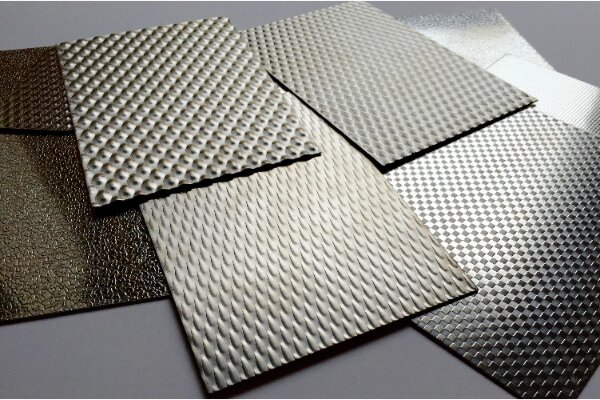
エンボス仕上げは、ステンレス鋼の表面に浮き上がった模様が特徴で、質感と視覚的な面白さを加えるとともに、特定の用途ではグリップ力や耐滑性を高める。
板金の厚さを指定する際、まず考慮しなければならないのがゲージである。ゲージの数値は板金の厚さに反比例します。
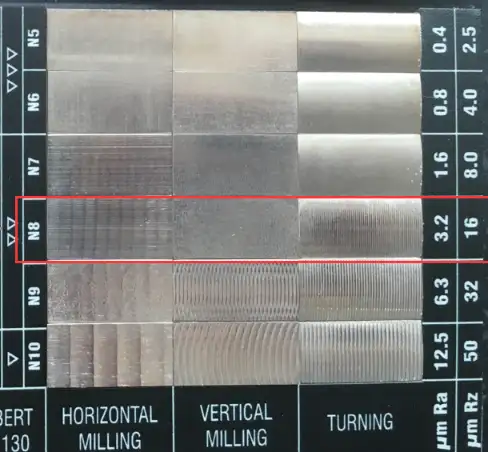
RAまたは粗さとしても知られる粗さ平均は、金属表面の質感を評価するための重要な指標である。この統計は、中央線からの特性の山と谷の平均偏差を測定します。これをマイクロインチまたはマイクロメートルで表すことが多い。RAが低いほど、より滑らかな仕上がりであることを示す。
RMSはRAと同様の方法である。平均を使用して表面のテクスチャを計算するRAとは異なり、RMSはすべてのプロファイルポイントの二乗平均の平方根を使用します。RMS値は同じサーフェスに対してRA値よりも高くなるが、これは高いピークと深い谷をより重視するためである。
ステンレス鋼の仕上げは、材料の外観と性能を向上させる様々なプロセスを通じて作成されます。これらの工程は、手動仕上げと自動仕上げに大別されます。
手作業による仕上げには、望ましい表面品質を達成するために熟練したオペレーターを必要とする実地技術が含まれる。
サンディング そして 研削 は、ステンレス鋼の表面を整え、仕 上げるための基本的な手作業である。作業者は通常、粗い砥粒のサンドペー パーや砥石を使い、材料の欠陥を取り除き、 形状を整えることから始める。
バフと研磨は、ステンレス鋼の光沢仕上げを実現するために非常に重要です。
自動仕上げ技術は、技術を活用してステンレス鋼仕上げ工程の効率と一貫性を高める。
自動研削システムは、専用の研削工具を備えたロボットアームを利用して、ステンレス鋼部品の精密な仕上げを実現します。
レーザー仕上げ技術は、ステンレス鋼の表面処理にレーザーを使用する革新的なアプローチです。
ステンレス・スチール仕上げを選ぶ際は、以下の点を考慮すること:
ステンレス・スティール仕上げを維持することは、その外観と機能性を長期にわたって維持するために不可欠です。ここでは、ステンレススチールの仕上げを効果的に保護するためのガイドラインをご紹介します。
ステンレス鋼の仕上げは、ステンレス鋼製品の外観と性能を決定する上で重要な役割を果たします。ミル仕上げからポリッシュ仕上げ、特殊なオプションまで、様々な仕上げの種類があり、異なる美的嗜好や機能的要件に対応しています。
ステンレス鋼の仕上げについてご不明な点がある場合、または製造のニーズについてサポートが必要な場合は、お気軽にお問い合わせください、 お問い合わせ 今日から私たちのチームは、お客様のプロジェクトに合わせた専門的なガイダンスを提供する準備ができています。
過去10年間、私はさまざまな形態の板金加工に没頭し、さまざまなワークショップでの経験から得たクールな洞察をここで共有してきた。
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。
1営業日以内にご連絡いたします。接尾辞が"@goodsheetmetal.com "のメールにご注意ください。