多くのメーカーは、金属部品を成形する際にボトルネックに直面しています。従来の方法では時間を浪費し、設計の柔軟性を制限してしまいます。そこで、パンチプレスがゲームチェンジャーとなるのです。生産をスピードアップし、精度を確保し、1台の機械で多くの作業をこなします。
各パンチプレスがどのように機能し、どのような場所で使用されているのか気になりませんか?パンチプレスがどのように産業をより速く、よりスマートに動かしているのかをご覧ください。
パンチプレスとは?
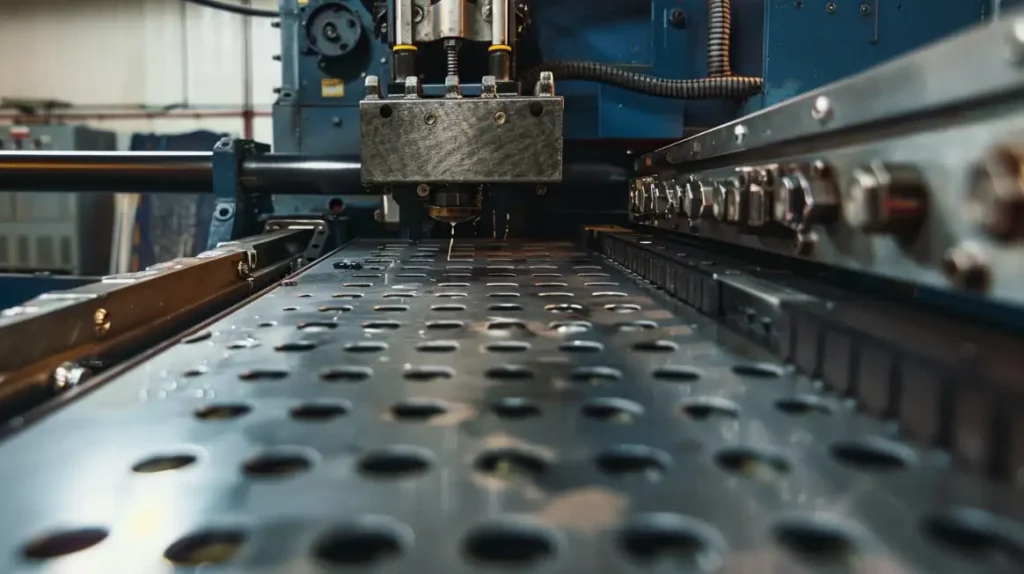
パンチプレスは、シートメタルの切断、曲げ、成形に使用される機械である。パンチと呼ばれる工具を使い、金属を金型に押し込む。金属は、パンチで打たれた後、金型の形になる。この機械は、穴や切り抜きを作ることができる、 フランジまたは曲げ。特定の形状の金属部品を必要とする産業で広く使用されている。
基本的な動作原理は単純だ。機械は、ダイの上に置かれた金属シートにパンチを強い力で押し込む。パンチは金属をダイに押し付け、切断または成形する。
この力は、機械式、油圧式、サーボ式から得ることができる。パンチは直線的に下降し、シートに当たり、スタート位置に戻る。各サイクルは速い。1サイクルを1秒以内で完了するプレス機もある。そのため、大量生産に便利です。
パンチプレス機の主要コンポーネント
パンチプレスにはいくつかの主要部品がある:
- フレーム:マシンを支える構造。大きな力に耐えられる強度が必要。
- ラム:パンチを金属に打ち込む可動部分。
- パンチ:金属を成形または切断する工具。
- 死ぬ:メタルの下に位置し、反対側から形を整える部分。
- ボルスタープレート:金型を固定する平板。
- クラッチとフライホイール (機械式):ラムを動かすためのエネルギーを蓄え、放出する。
- 油圧シリンダー (油圧タイプ):液圧を利用してラムを駆動する。
パンチプレスはどのように機能しますか?
パンチプレスは、パンチとダイを使ってシートメタルを成形します。ここでは、その工程を順を追ってご紹介します:
- 金属板は、成形または切断が必要な形状を保持するダイの上に置かれる。
- パンチは金属の上にある可動ラムに取り付けられている。
- 作動すると、機械はパンチを力強く押し下げる。
- パンチは金属をダイに押し込む。これにより、穴を開けたり、フランジを曲げたり、特定の形状を形成することができる。
- ストロークの後、ラムがパンチを引き上げ、部品は取り除かれるか、次のステップのために前進する。

パンチプレス機の主な種類
パンチプレスは、パンチへの力の与え方によってグループ分けされる。それぞれのタイプには強みがあります。お客様の生産ニーズ、部品の形状、材料の種類によって、適切なものをお選びください。
メカニカル・パンチ・プレス
アン 電動機 機械式パンチプレスに動力を与え、回転運動を直線運動に変換する。この変換がパンチ動作の動力となる。機械式パンチプレスは高速で、大量生産に非常に効率的です。
フライホイール駆動システム
フライホイールは電気モーターからのエネルギーを蓄えます。クラッチがつながると、このエネルギーを放出してクランクシャフトを動かす。これによりラムとパンチが駆動される。
フライホイールが回転し続けるので、機械は素早くストロークを繰り返すことができます。このため、機械式プレスは単純な部品を大量にプレスするのに理想的です。
クランクシャフト機構
クランクシャフトはフライホイールの回転運動を垂直運動に変換する。クランクシャフトはラムを一定の経路で動かします。この動きは高速で一貫性があります。
クランクシステムは耐久性に優れているが、限界がある。ストローク速度や力をサイクルの途中で簡単に変えることができないのだ。そのため、複雑な形状や厚い素材には適していない。
油圧パンチプレス
油圧プレスは、フライホイールの代わりに流体動力を使用します。全ストロークを通してスムーズで安定した力が得られます。そのため、厚い材料や複雑な成形に適しています。
圧力制御と流体力学
油圧ポンプはシリンダーに油を押し込む。その圧力がピストンを動かし、ラムとパンチを押し下げる。
圧力は調整できる。これにより、オペレーターは力を正確にコントロールできる。このシステムは機械式に比べ動作速度は遅いが、より柔軟性がある。
油圧作動の利点
油圧プレスは、全ストロークを通じて全トンを適用します。これは、深い形状を成形したり、厚い材料を曲げたりする際に役立ちます。
より静かで、調整が容易です。また、振動が少ないため、部品の品質と機械の寿命を向上させることができます。
油圧システムは定期的なメンテナンスが必要です。漏れや圧力損失を避けるため、フルードレベルとシールをチェックしなければならない。
サーボ電動パンチプレス
電動モーターはサーボ電動プレスの動力源である。ベルトやボールねじを使ってラムを動かします。これらの機械は最新のタイプであり、多くの現代的な利点を提供する。
エネルギー効率の高い機能
サーボ・システムは、ラムが動くときだけエネルギーを使用する。そのため、油圧式や機械式よりも効率的である。
熱の発生が少なく、液体を必要とせず、エネルギーコストも低い。持続可能性と低オーバーヘッドを重視するショップには良い選択だ。
精度と制御の利点
サーボプレスは、速度、ストローク、圧力を非常に細かく制御できる。モーターは任意の位置で停止し、反転することができます。これにより、精度が向上し、カスタムパンチサイクルが可能になります。
複雑な作業やデリケートな素材を扱う場合に最適です。静かな動作音とすっきりとしたデザインは、作業場の騒音や混乱を軽減します。
一般的なパンチプレス作業
パンチプレスは多くの金属成形作業を行います。各作業には特定の目的があります。適切なものを選ぶには、部品の形状、サイズ、機能によって異なります。
ブランキング
ブランキング は金属板から平らな形を切り出す。カットされた部分が完成品で、残りはスクラップである。
ワッシャー、ブラケット、カバーなどの部品の製造に使用される。ブランキングには、きれいなエッジと厳しい公差を確保するための精密な金型が必要です。
ピアス
ピアッシングは、形状を完全に除去することなく金属に穴を開ける。穴は最終的な特徴であり、スラグはスクラップになる。
一般的には、ネジ穴、溝、通気孔を開けるのに使われます。適切なダイ・クリアランスは、荒いエッジや破れを避けるための鍵です。
ノッチング
ノッチング 金属板の端や角から小さな部分を取り除く。曲げの準備、部品のはめ込み、応力点の軽減などに使用される。
この操作は、より複雑な形状や接続を作成するのに役立ちます。コーナーノッチングは、キャビネットやシャーシの設計では一般的です。
曲げと成形
曲げ加工は、金属を切断することなく、新しい角度に押し出します。フランジやヘム、浅いカーブを作ります。
形にする 金属を3Dプロファイルに成形する。これにはリブ、チャンネル、ルーバーなどが含まれる。
コイニングとエンボス加工
コイニングは金属の表面にパターンを押し込む。高い圧力を使って細かいディテールを刻印する。
エンボス加工は、表面積を上げたり下げたりして、テクスチャーやラベルを作ります。どちらも装飾パネルや識別タグによく使われる。
主要パフォーマンス・パラメーター
パンチプレスの性能は、いくつかの核となる要素によって決まります。これらの値は、機械が何ができるか、どのくらい速く動作するか、どのような部品を作ることができるかに影響します。
トン数 容量
トン数とは、機械が加えることのできる力の量です。プレス機が限界に達する前に、材料がどれくらいの厚さや硬さにできるかを示します。
軽いプレス(20~50トン)は薄い板材に適しています。重いプレス(100トン以上)は、厚い材料や複雑な形状に適しています。トン数が多すぎると工具を損傷することがある。少なすぎると、きれいに切断できないことがある。
ストローク長と速度
ストロークの長さとは、パンチが上下に動く距離のこと。ストロークが長いと、深絞りや高さのある部品の成形に役立ちます。短いストロークはより速く、平らなパンチ作業に適しています。
ストローク速度はサイクルタイムに影響する。速度が高いほど、1時間当たりの部品点数は多くなる。しかし、速度が速すぎると、熱の蓄積や工具の摩耗につながる可能性があります。多くのプレス機は、より良いコントロールのために調整可能なストローク速度を提供しています。
シャットハイト
シャットハイトとは、ラムが完全に下がっているときのラムとベッドの間の距離のこと。ダイセットの厚みも含まれる。
この値は、金型を選択する際に重要です。金型がシャットハイトに対して高すぎると、フィットしません。シャットハイトは金型と部品形状に合わせる必要があります。
ベッドサイズ
ベッドとは、金型が載る平らな面のことです。ベッドが大きいと、大きな部品や複雑な金型でも作業スペースが広くなります。また、ベッドの大きさは、自動供給中の部品の動きやすさにも影響します。
ツーリング・セットアップとダイ・クリアランス
金型のセットアップには、金型の交換や位置合わせのしやすさも含まれます。高速交換システムは、作業間のダウンタイムを削減します。
ダイクリアランスとは、パンチとダイのエッジ間のスペースのこと。材料の厚みや種類に合わせる必要がある。クリアランスが狭いと、切り口はきれいになりますが、工具の摩耗が早くなります。クリアランスが大きすぎると、エッジが荒れたり歪んだりします。
パンチプレスに適合する材料
パンチプレスは幅広い材料に適しています。
- 鋼: ステンレス鋼、軟鋼、その他の種類が含まれます。
- アルミニウム
- 真鍮
- 銅
パンチプレスの利点
パンチプレスは、多くの加工工場にとって実用的なツールです。生産性を高め、品質を安定させ、さまざまなサイズの加工を簡単に行うことができます。
高い生産性
パンチプレスは仕事が速い。1分間に数百ストロークをこなすことができます。そのため、大量生産に最適です。
一貫した精度
一度セットアップすれば、パンチプレスは同じ動作を厳しい公差で何度も繰り返すことができる。すべての部品が一致しなければならない場合、この再現性が鍵となります。
汎用性と拡張性
パンチプレスは、切断、曲げ、成形など、さまざまな作業に対応します。適切な工具を使用することで、1台の機械で様々な加工を行うことができます。
中容量から大容量までのコスト効率
パンチプレスと金型の初期費用は、時間の経過とともに回収できます。一度セットアップが完了すれば、部品あたりのコストはすぐに下がります。
課題と限界
パンチプレスには多くの利点がありますが、欠点もあります。これらを知ることは、プランニングや設備選びに役立ちます。
金型費用とメンテナンス
パンチプレス用の金型は、特にカスタム形状の場合、高価になることがある。複雑な金型はコストもかかり、製作にも時間がかかる。また、金型は時間とともに摩耗します。高い品質を保つためには、定期的な研ぎと検査が必要です。
騒音と振動
メカニカル・パンチ・プレスは、作動中に大きな音を立てる。パンチとダイの間の衝撃により、大きく鋭い音が発生します。そのため、オペレーターには防音設備や安全バリア、聴覚保護具が必要になる場合があります。
廃棄物
穴や形を作るために材料を取り除くパンチング。特に複雑なデザインの場合、削り残しはあっという間に増えてしまう。ネスティングがうまくいかなかったり、レイアウトが非効率的だったりすると、材料はさらに無駄になる。
シート・ベースの仕事に限る
パンチプレスで加工できるのは、平らな板金だけです。丸棒、チューブ、成形済み部品は扱えません。プロジェクトで3D形状が必要な場合 深絞りまたは構造部品の場合は、CNC機械加工やプレスブレーキのような他の方法が必要になる場合がある。

業界を超えたアプリケーション
パンチプレスは、高速で再現性のある結果を提供するため、多くの産業で使用されています。カスタム形状を大規模に生産する能力により、多くの製造業者にとって頼りになる機械となっています。
自動車部品製造
自動車メーカーは、ボディパネル、ブラケット、補強材の切断と成形にパンチプレスを使用しています。これらの機械は、小さな部品から大きな部品まで、厳しい公差で扱います。
家電・消費財
パンチプレスは、洗濯機や冷蔵庫の部品を成形するのに役立つ、 オーブンおよびHVACユニット。代表的な部品 コントロールパネル, フレームバックプレート、構造サポート。
電気エンクロージャとパネル
電源システム、ルーター、スイッチギアなどのエンクロージャーには、精密な穴や切り欠きが必要です。パンチプレスは、ベント、ノックアウト、取り付けスロットを1サイクルで作成できます。
航空宇宙・防衛部品
航空宇宙・防衛部品には、厳しい公差と高い材料強度が要求されます。パンチプレスは、航空機パネル用のアルミニウムやステンレス鋼板の加工に使用されます、 括弧そして カバー.
ニーズに合ったパンチプレスの選択
適切なパンチプレスを選ぶには、お店の目標、予算、作る予定の部品によります。うまくマッチすれば、効率が向上し、長期的なコストを削減することができます。
生産量に関する考察
大量生産の場合、メカニカルパンチプレスはスピードと信頼性を提供します。シンプルな形状やリピート生産に最適です。
少量から中量の部品や複雑な部品には、油圧プレスやサーボ電動プレスを使用すると、より優れた制御性と柔軟性が得られます。これらのタイプはまた、工具の摩耗を減らし、セットアップ時間を短縮します。
ツールチェンジャーやフィーダーのような自動化機能は、必要に応じてスケールアップするのに役立つ。
材質と厚さ
厚い材料や硬い材料には、より高いトン数が必要です。ステンレス鋼や高強度合金は、より大きな力と強力な工具を必要とします。
アルミニウムや真鍮を扱う場合は、トン数の少ない軽いプレスを使うことができます。パンチの種類とダイのクリアランスは、不具合を避けるために、やはり材料に合わせる必要があります。
プレス機の中には、さまざまな素材に合わせて力や速度を簡単に調整できるものもある。
予算と必要スペース
機械式プレスは通常、初期コストは低いが、運転音やメンテナンスの必要性が高くなることがある。
油圧プレスはコストが高いが、柔軟性が高く、騒音が低い。サーボ・エレクトリック式は、初期費用は最も高いが、エネルギー効率とメンテナンスの軽減により、長期的に費用を節約できる。
サイズも重要だ。コンパクトなサーボプレスは小規模な店舗に適しています。大型ベッドプレスは、より広い床面積と基礎サポートが必要です。
メンテナンスとサポート
パンチプレスの中には、定期的なオイル交換、工具の研ぎ、クラッチの調整が必要なものもある。また、メンテナンスは簡単だが、特別なトレーニングやソフトウェアが必要なものもある。
現地でのサポート、入手可能な部品、わかりやすいマニュアルのあるマシンを選ぶ。ベンダーのサポートが充実していれば、長時間のダウンタイムを避けることができる。
長期的な視点に立った簡単なメンテナンスは、時間を節約し、ミスを減らし、機械の寿命を延ばします。
結論
パンチプレスは、パンチとダイで板金をプレスして成形する機械です。ブランキング、ピアス、曲げ、成形など幅広い加工に対応します。機械式、油圧式、サーボ電気式などがあり、単純な部品から複雑な部品まで、さまざまな生産ニーズに対応します。
パンチングや金属成形のニーズに対する信頼性の高いソリューションをお探しですか? お問い合わせ 今すぐ専門家のアドバイスとカスタム金属部品の迅速な見積もりを入手してください。

ケビン・リー
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。



