ステンレス鋼のプラズマ切断の主な利点
プラズマ切断には、ステンレス鋼加工に理想的な独自の利点があります。これらの利点は、品質を維持しながら生産性を向上させるのに役立ちます。
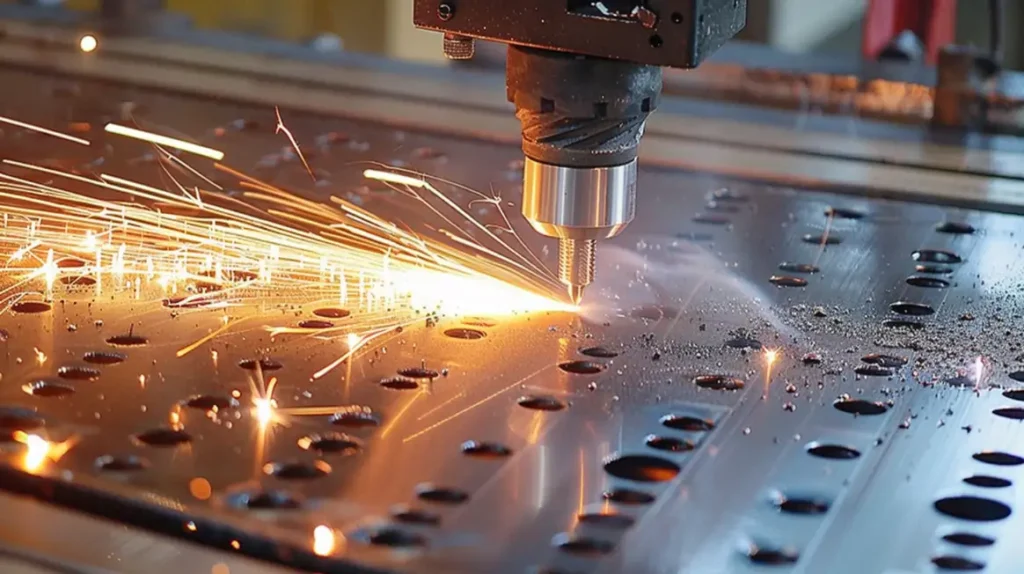
高い切削速度と効率
プラズマ切断は、他の多くの方法よりもはるかに高速でステンレス鋼をスライスします。このスピードアップは、プラズマアークの強烈な熱によるもので、材料を素早く溶かします。
精密できれいなカット
プラズマ切断は、ドロス(切り口の底に付着する再凝固した金属)を最小限に抑え、ステンレス鋼にきれいなエッジを作ります。適切な設定により、カットの後始末はほとんど必要ありません。
素材厚の多様性
プラズマ切断は、幅広いステンレス鋼の厚さに対応します。1台のシステムで、薄いゲージ材から厚さ2インチまでの切断が可能です。
費用対効果
プラズマ切断は、特に厚い材料の場合、レーザー切断よりも手頃な価格です。また、セットアップ時間やメンテナンスも少なくて済むため、小規模から大規模のプロジェクトまで、費用対効果の高い選択肢となります。
ステンレス鋼切断のための設備設定
プラズマ切断機をステンレス鋼用に正しく設定することは、高品質の結果を得るために非常に重要です。パワー、消耗品、ガスの適切な組み合わせが大きな違いを生みます。
電源要件
同じ厚さのステンレス鋼を切断する場合、炭素鋼よりも大きな力を必要とする。これは、ステンレス鋼の方が熱伝導率が低く、融点が高いためです。
薄いステンレス鋼(1/8″まで)であれば、30アンペアのプラズマ・カッターで十分です。中程度の厚さ(1/8″~3/8″)をきれいに切断するには、50~80アンペアが必要である。
厚いステンレス鋼(3/8″~3/4″)の場合、少なくとも80~100アンペアが必要。3/4″を超える厚さの素材には、100+アンペア定格のシステムを探してください。
トーチと消耗品の選択
ステンレス鋼の加工では、トーチの設計が切断品質に大きく影響する。高熱に対応するため、健全な冷却システムを備えたトーチを探すこと。
入手可能な場合は、ステンレス鋼専用の消耗 品を使用する。メーカーによっては、異なる金属用に最適化された特別な消耗品セットを提供している。
ノズルのオリフィス・サイズは、使用するアンペア数 と材料の厚さに合わせる必要があります。小さいオリフィス(0.8~1.2mm)は薄いステンレスに、大きいオリフィス(1.3~1.8mm)は厚い材料に適しています。
シールド・カップは、切断品質に大きな違いを もたらします。ステンレス鋼の下端にドロスが発生するのを防ぐため、より通気性の高いシールドを使用する。
最適な結果を得るためのガス選択
ガスの選択は、ステンレス鋼の切断品質に大 きく影響する。各オプションには、さまざまな状況に特有の利点がある。
窒素は、ステンレス鋼の窒化物の形成を 最小限に抑え、きれいな切断を行う。多くの場合、これが最良の選択であり、1インチまでの厚さに有効である。
窒素/水素混合物(通常、N₂/H₅)は、厚いステンレ ス鋼をさらにきれいに切断する。水素は、切断端での酸化物の形成を 抑えるのに役立つ。
アルゴン/水素混合ガス(65% Ar/35% H₂)は、厚いステンレス鋼に可能な限りきれいな切断を提供する。しかし、この混合ガスはコストが高く、切断速度も遅い。
ステンレス鋼の切断には、一般的に酸素の使用を推奨し ない。酸素は過度の酸化を引き起こし、材 料の耐食性を低下させる可能性がある。
ステンレス鋼のプラズマ切断:よくある問題と解決策
経験豊富なオペレーターでも、ステンレス鋼をプラズマ切断する際には困難に直面する。
ドロスとスラグの防止
ドロスは、炭素鋼よりもステンレス鋼に形成されやすい。切断速度の調整 - 速すぎても遅 すぎてもドロスの問題が発生する。
シールドガスの流量はドロス形成に影響する。カットの底に過剰なドロスが見られる場合は、流量を少し増やしてください。
トーチシールドを定期的にクリーニングすることで、ガスフローパターンを一定に保ち、ドロスの発生を抑えることができます。
ゆがみと歪みの軽減
切断前にワークを適切に固定してください。適切なクランプを行うことで、切断中に内部応力が解放される際に発生する動きを抑えることができます。
被加工物全体の入熱のバランスが取れるように、切断順序を計画する。外側をカットする前に、内側をカットすることから始める。
熱影響ゾーンの最小化
熱影響部(HAZ)は、熱にさらされることで材料 の特性が変化する部分である。ステンレス鋼の場合、これは耐食性に影響する。
低アンペアで低速の移動速度よりも)高アンペアで高速の移動速度を使用することで、切断品質を維持しながらHAZを減らすことができる。
適切なガスの選択は、HAZに劇的な影響を与える。窒素/H⁰混合ガスは通常、空気や純粋な窒素よりも小さなHAZを生成する。