機械エンジニアや製品設計者なら誰もが直面するシナリオだ。あなたはCADでコンパクトなシートメタル・エンクロージャーを設計します。モデルは正確に見え、干渉検出はパスし、フラットパターンはエラーなしで生成されます。短納期を期待して、DXFを工場に送ります。
それどころか、「見積もりなし」あるいは設計変更の依頼(ECN)を受け取ることになる。フィードバックは単純だが、いらだたしい:「このエッジのフランジは短すぎて成形できない」。
SolidWorksやInventorのデジタルの世界では、シートメタルは無限の剛性とゼロの製造制約を持つ材料として扱われます。しかし、物理的な世界では、金属の成形は摩擦、てこ、工具の形状に支配される激しいプロセスです。
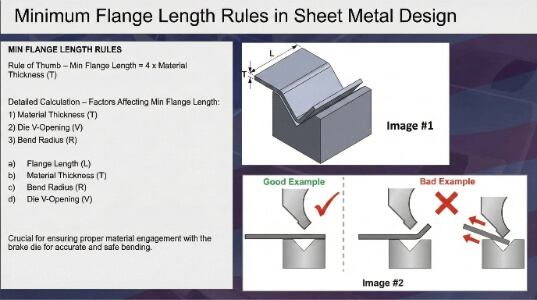
このガイドは、そのギャップを埋めることを目的としています。積極的な1.5倍の厚さから保守的な4倍の厚さまで、相反する「経験則」を解体し、信頼性の高い生産に必要な最小フランジ長を正確に決定するお手伝いをします。
最小フランジ長」の定義
メカニックの話に入る前に、高価なコミュニケーション・エラーを避けるために、定義を一致させなければならない。
加工業者が最小フランジ長さ(Lm_2098)について話すとき、それはフランジの外形寸法(曲げ部の外側から部品の端までの寸法)を指しています。この寸法には 曲げ半径 (R) と材料の厚さ(T)。
この距離が不十分な場合、プレスブレーキは物理的に形状を作ることができず、スクラップ部品が発生します。
物理学限界はなぜ存在するのか?
なぜ最小長さが存在するのかを理解するためには、精密加工の90%で使用される標準的な製造工程を見なければならない:エア曲げ。
エア曲げでは、シートメタルは、通常V字型の開口部を持つボトムダイの上に置かれる。上部のパンチが下降し、金属をV字型の開口部に押し込む。重要なのは、金属がダイの底まで押し込まれないことだ。その代わり、金属は3つの異なる接触点で「浮く」:
- トップパンチの先端。
- Vダイの左肩。
- Vダイの右肩。
橋」の例え
シートメタルを峡谷(V字開口部)に架かる橋と考えてほしい。橋を支えるには、峡谷の両側の堅固な地盤にしっかりと固定されていなければならない。
フランジを短く設計しすぎると、片側の材料がVダイの「ショルダー」に届かなくなります。シートは曲がるどころか、単にダイのキャビティに滑り込んでしまう。これは、3つの異なる失敗につながる:
- スリップと歪み: プレスサイクル中に部品が横にスライドし、曲がった、あるいは「ドッグレッグ」と呼ばれる曲げ線ができる。
- ガウジング: スリップしたシートは、高価なダイショルダーの硬化鋼に食い込み、金型にダメージを与える。
- バックゲージの故障 これが設計者が見落としがちなポイントです。プレスブレーキのオペレーターは、バックゲージ(機械の後ろにあるロボットの指)を使って部品を正確に位置決めします。フランジが短すぎると、バックゲージの指に届きません。この物理的なストップがなければ、オペレーターは目視でパーツを位置決めしなければならず、一貫した大量生産は不可能です。
重要な変数ダイ幅
Vダイの開口部の幅は任意ではなく、材料の厚さ(T)に基づいて選択される。
標準的な業界慣行では、Vダイの開口部は通常、材料厚の6~8倍とされている。
- 厚さ2.0mmのシートでは、ショップはおそらく12mm幅か16mm幅のVダイを使うだろう。
- ベンドを成功させるためには、フランジはそのV字開口部の少なくとも半分(V/2)に安全マージンを加えた長さが必要である。
この幾何学的な関係は、材料の厚みとそれを曲げるために必要な金型の幅の間にあり、すべての最小フランジ公式の基礎となっています。3mmのフランジが薄いゲージで完璧に機能する理由を説明しています。

公式の衝突保守的対理論的
エンジニアリング・ハンドブックと製造ガイドラインの最小フランジ・ルールを比較すると、紛らわしい矛盾が見つかるだろう。材料厚の1.5倍(1.5T)までならフランジを短くできるとする情報もある。一方、加工業者は厚さの4倍(4T)を要求しているようです。
なぜこのような大きな隔たりがあるのか?その答えは、具体的な曲げ方にある: エアベンディングとボトミング.この違いを理解することが、単に可能なだけでなく、経済的な部品を設計する鍵である。
1.安全なメーカー」アプローチ(4Tルール)
一般的な生産を目的とした設計を行い、部品が迅速に見積もりされ、欠陥なく製造されることを保証したいのであれば、このルールに従うべきである。
フォーミュラ:
lm_2098ᵢₙ≈ 4 × t + r
(ここで、T = 素材の厚さ、R = 曲げ半径)
製造業の現実:
この式は、現代の精密板金の業界標準であるエアベンディングに由来している。
- Vダイ幅: 定評のあるように、エアベンディングはおよそ6Tから8TのVダイ幅を使用する。
- ジオメトリー: そのV字型の開口部の半分を確実に埋めるには、素材は中心からおよそ3Tから4T伸びる必要がある。
- セーフティ・ファクター 曲げ半径(R)を計算式に加えることで、メタルがカールして長さを消費しても、ダイスショルダーにしっかりと固定されます。
賢いエンジニアが使う理由
4Tルールで設計すれば、現場は柔軟に対応できる。どの機械でも使用可能な標準的なVダイを使用することができる。
- シナリオ 絶対的な限界(1.5T)まで設計し、その工場の特定のタイトV工具が破損していたり、別の仕事を現在行っていたりすると、生産が止まってしまう。
- シナリオ 4Tに設計した場合、オペレーターは、生産を継続するために必要であれば、わずかに幅の広いダイに切り替えることができ、リードタイムを守ることができる。
2.理論的」アプローチ(1.5Tルール)
のようなエンジニアリングの参考書を参照する。 機械ハンドブック あるいは特定の工具カタログを見れば、もっと短い値を目にすることができる。
フォーミュラ:
Lm_2098 ≈ 1.5 × T ~ 2.0 × T
隠されたコスト
このルールが適用されるのは、一般的なエア曲げ加工ではなく、ボトム加工(またはコイニング加工)です。ボトム加工では、パンチがシートをVダイの底まで押し付け、材料の構造を挟みます。シートはパンチとダイの間で物理的にクランプされるため、安定した状態を保つためにV字型開口部の幅全体に広がる必要はありません。
しかし、このルールに頼ることは大きなリスクとコストをもたらす:
- トン数の急増: ボトム加工には、エア曲げの最大5倍のトン数が必要です。多くの精密電動プレスブレーキやハイブリッドプレスブレーキは、この持続的な高荷重には対応していません。
- 工具の摩耗: 高い圧力はパンチとダイの摩耗を早め、時間の経過とともに角度が一定しなくなる。
- プロセスの非互換性: 1.5Tの設計を、トン数が足りないからという理由でエアベンドしようとすると、部品は失敗します。部品が金型にはまり込み、その結果、ロットが廃棄されることになります。
評決
1.5Tルール」は理論的には可能だが、運用コストが高く、リスクが高い。4Tルール」は保守的で、信頼性が高く、安価である。
DFMの黄金律:
可能な限り、常に保守的(4T)ルールで設計してください。理論値(1.5T)制限に頼るのは、設計上どうしても必要な場合のみとし、ベンダーからの反発や金型コストの上昇を覚悟してください。
曲げられないものを曲げる:変数と回避策
短いフランジにこだわる前に、材料の選択と曲げ角度が、物理的に可能なことのゴールポストをどのようにずらすかを理解する必要がある。
マテリアル・ファクターなぜグレードが重要なのか
すべての金属がプレス下で同じ挙動を示すわけではありません。フランジの最小長さは、必要な曲げ半径(R)と直接結びついており、半径は材料の延性によって決まります。
- アルミニウム6061-T6(脆性への挑戦): この一般的な航空宇宙グレードは、もろいことで有名だ。鋭く曲げようとすると亀裂が入る。これを防ぐには、曲げ半径を大きくする必要があります(多くの場合、1.5T以上)。Lm_2098=4T+Rの式が成り立つため、半径を大きくすると、自動的にフランジが長くなります。
- アルミニウム5052-H32(ダクタイル代替品): タイトなフランジが必要な設計の場合は、5052への変更をご検討ください。5052は柔らかく、よりきつい半径でも割れることなく対応できるため、フランジの最小長さを短くすることができます。
- ステンレススチール: 高い降伏強度と大きな「スプリングバック」 のため、ステンレス鋼は最終角度を達成するた めに、しばしば過度の曲げを必要とする。この深いストロークは、金型 のトン数制限を超えないようにするため に、より幅の広いVダイを必要とすること があり、その結果、必要なフランジ長も長くな る。
アングル・ファクター
ほとんどの設計ガイドは、標準的な90°の曲げを想定しています。しかし、曲げ角度はVダイの接触点の物理的性質を大きく変えます。
- 鋭角(90°未満): 金属を30°や45°に曲げるには、パンチはVダイの中をより深く進まなければなりません。この深いストロークにより、シートはダイショルダーからさらに引き離されます。その結果、鋭角曲げ加工では、材料がストローク全体を通してダイに確実に接触するよう、90°曲げ加工よりも長いフランジが必要になることがよくあります。
- 鈍角(>90°): これらは一般に安全である。パンチの移動距離が短いため、フランジがダイの中で滑る危険性が低くなります。
チートコード」:不可能を可能にする方法
厚さ2.0mmのシャーシを使用する場合、何が起こるか。 マスト 3.0mmのフランジで部品をクリアする?標準的なエア曲げ加工では "不可能 "です。
しかし、熟練した製造パートナーであれば、この形状を実現することができる。以下は、最も一般的な3つの回避策である。
1.曲げて切る」方法
これは、試作品や少量生産の精密部品のための総当たりソリューションである。
- プロセス: ショップは、安全な長さ(例えば10mm)のフランジを持つ平坦なパターンをレーザー切断する。そして、標準的な工具を使って普通に曲げます。その後、部品はCNCミルに移され、余分な材料が希望の3.0mmの長さに加工される。
- コスト: 高い。 二次加工セットアップ、手作業、バリ取り工程を追加することになります。あなたは自問しなければなりません:その短いフランジは、200%から300%の単価アップに値するか?
2.リリーフノッチ
フランジが短すぎるように見えるのは、カットアウトや面取りされたコーナーに隣接しているからにほかならない。
- 修正 移行点にリリーフノッチ(曲げ線に垂直な小さな切れ目)を追加する。これにより、曲げようとするフランジと、その近くにある問題のある形状が物理的に分離されます。これにより、材料が破れたり、作業者が複雑で直線的でないエッジをバックゲージに合わせたりすることなく、フランジを独立して変形させることができます。
3.特殊工具戦略
ベンド&カット」が大量生産には高価すぎる場合、加工業者と特殊工具のオプションについて話し合うことができます:
- ロータリーベンダー / ワイピングダイ: 標準的なVダイとは異なり、この工具は部品を平らに保持し、回転するカムを使用してフランジを「拭き上げる」。スリップすることなく、厚さ1×の短いフランジを形成することができる。
- オフセット金型: これらは、1回の打撃で2つのベンド(「Z」字形状)を作るように設計された特殊工具である。短いオフセットには最適だが、特定の高さごとに専用の工具が必要。
カンニングペーパーと最終チェックリスト
では、これらの理論をすぐに使えるものに煮詰めてみよう。図面をリリースする前に実行する、クイックリファレンス・チートシートと最終的なDFM(製造のための設計)チェックリストだ。
クイック・リファレンス・データ表
下表は、"Safe" (Air Bending)値と "Aggressive" (Bottoming/Special Tooling)値の対比です。
- スタンダード: 最低コスト、最短リードタイム、マルチソース能力を確保するため、標準設計にはこれらの値を使用します。
- リスクだ: スペースが重要な場合のみ、これらの値を使用する。 警告だ: これらの加工には通常、特定の工具、より高いトン数、または二次加工が必要である。
| 材料の厚さ (T) | コンサバティブ・ミニマム(4T+R) | アグレッシブ・ミニマム(1.5T-2T) |
|---|---|---|
| 0.5 mm(24-26 ga) | ~ 2.5 mm | ~ 1.0 mm |
| 1.0 mm(20 ga) | ~ 5.0 mm | ~ 2.0 mm |
| 1.5 mm(16 ga) | ~ 7.0 mm | ~ 3.0 mm |
| 2.0 mm(14 ga) | ~ 9.0 mm | ~ 4.0 mm |
| 3.0 mm(11 ga) | ~ 13.0 mm | ~ 5.0 mm |
> エンジニアリング・ノート 保守的 "値は、材料の厚さにほぼ等しい標準曲げ半径(R)を想定しています。より大きな半径を指定する場合(例えば、1mmの材料でR=3mm)、その余分な長さを最小フランジに追加する必要があります。
DFM最終チェックリスト
CADの最終修正で「リリース」を押す前に、以下の5つの質問を実行してください。この5つの質問によって、加工業者とのメールのやり取りを何時間も省くことができ、何千ドルものスクラップになる可能性もあります。
1.私はどのルールに従ったのか?
- フランジが4×T以上であれば安全です。自信を持って進んでください。
- フランジが<2.5×Tの場合、危険領域です。この機能にフラグを立ててください。
2.ショートフランジ」は必要か?
- 自問してみよう:このフランジは、厳密に3mmの長さが必要だろうか?多くの場合、設計者は美観や "コンパクトさ "のためだけにフランジを短くしています。他の部品に干渉することなく、4Tルールを満たすために延長できるのであれば、そうしてください。設計上のコストはかかりませんが、製造コストは節約できます。
3.より緩い公差を受け入れることはできますか?
- 寛容の罠 短いフランジは、金型との接触面積が少ないため、曲げ加工中に「浮く」ことが多くなります。1.5Tのフランジを無理に曲げる場合、標準的な角度公差±1を期待しないでください。不安定さを考慮し、公差を±3に開く必要があるかもしれません。
4.半径は考慮したか?
- フランジの有効長には曲げ半径が含まれることを忘れないでください。フランジが10mmで半径が5mmの場合、グリップできる「平らな」材料は5mmしか残りません。計算には半径が含まれていることを確認してください。
5.修理にお金を払う気があるか?
- 規則を破るフランジがどうしても必要な場合、「ベンド&カット」のコストを覚悟していますか?この二次加工は、部品の単価を2倍にする可能性があります。予算が厳しい場合は、今すぐその機能を再設計してください。
結論
板金設計の世界では、「理論的に可能なこと」と「経済的に実行可能なこと」の隔たりは、しばしばミリメートル単位で測られる。エンジニアリング・ハンドブックには、最小フランジ長は材料厚の1.5倍で可能だと書かれているかもしれないが、工場現場の現実は通常、より安全な4倍の厚さを要求する。
あなたのデザインは生産可能ですか?推測は禁物です。きついフランジがプレスブレーキで問題を起こすかもしれないと心配していませんか?推測をやめて検証を始めましょう。 CADファイルをお送りください をクリックしてください。

ケビン・リー
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。



