レーザー溶接とTIG溶接:主な違い
レーザー溶接とTIG溶接は、どちらも金属を接合するものですが、その仕組みは大きく異なります。ここでは、主な分野における両者の比較について説明する。
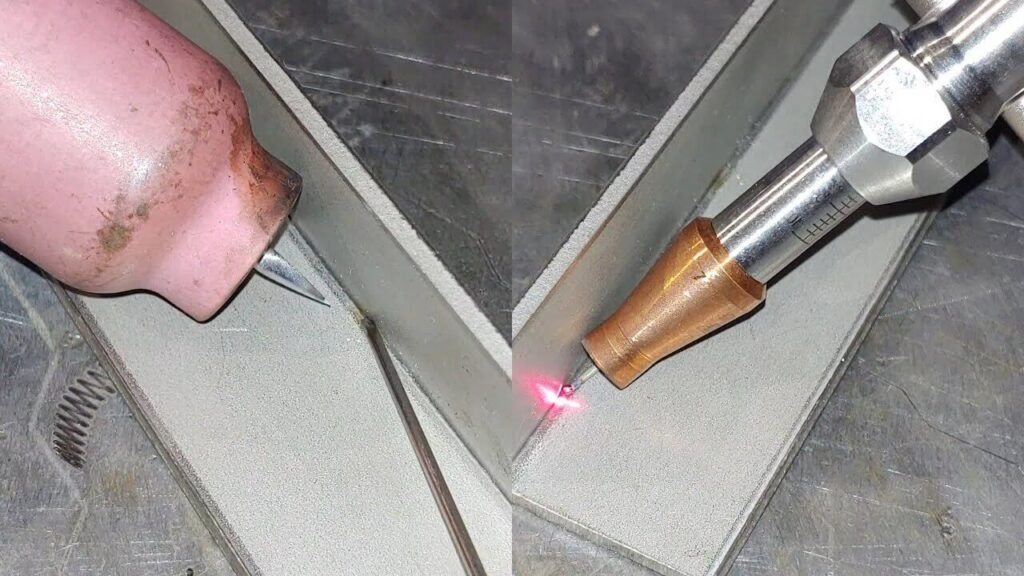
熱源
レーザー溶接は、集束した光線を使用して金属を加熱する。このビームは小さなスポットを狙い、強い熱を与えます。材料を素早く溶かし、深くて狭い溶接部を形成します。
TIG溶接は、タングステン電極からの電気アークを使用する。熱はより広い範囲に広がり、作業者はしばしば溶加材を手で加える。
精度と制御
レーザー溶接は正確です。通常、光学系またはCNCマシンがガイドするため、自動化システムや公差の厳しい部品に最適です。
TIG溶接は、溶接士が完全に制御できる。熱、速度、フィラーはすべて手動で調整するため、慎重な作業が必要な部品には最適である。
溶接速度
レーザー溶接ははるかに速い。数秒で溶接を完了でき、大量生産に適している。
TIG溶接は時間がかかる。溶接機は、アークとフィラーを適切に導くた めに、よりゆっくりと動く。TIG溶接は、小ロットや一点物の部品に適している。
溶接の品質と外観
レーザー溶接は、スパッタがほとんどない、細くてきれいな溶接部を形成する。熱が集中するため、歪みは最小限です。多くの場合、余分な後片付けは必要ありません。溶接部は、特に自動化された場合、整然と一貫しています。
TIG溶接も、特に熟練した溶接工が行なえば、 優れた結果をもたらす。仕上がりは滑らかできれいで、融 着も強力である。TIG溶接は、溶接部が人目に触れ、完璧な外観が必要な場合によく使用される。
素材適合性
レーザー溶接は、レーザーの熱を吸収しやすい金属に最適です。ステンレス鋼、軟鋼、チタン、ある種のアルミニウムなどである。レーザーを反射する銅のような光沢のある金属は苦手です。
TIG溶接はより柔軟である。ステンレス鋼、アルミニウム、銅、マグネシウム、特殊合金など、多くの金属に対応する。薄い部品や繊細な部品に最適です。
最良の使用例
レーザー溶接は、高速で大量の作業に最適です。自動車、電子機器、医療などの業界で広く使用されている。薄い部品、小さな接合部、精密なパターンに最適です。
TIG溶接は、小ロット、特注品、修理に使用される。TIG溶接は、航空宇宙、パイプライン、細部 の加工にも使用される。TIG溶接は、困難な溶接を処理し、より実践的な制御を可能にする。
コスト要因
レーザー溶接機は初期費用が高い。高度な設備と訓練を受けたスタッフが必要です。しかし、一度セットアップすれば、高速で稼動し、人件費を削減することができる。
TIG溶接機はコストが安く、セットアップも簡単で ある。しかし、工程が遅く、手作業が多くなるため、大ロットの場合はコストが高くなる可能性がある。
レーザー溶接とTIG溶接:正しい溶接方法の選択
レーザー溶接とTIG溶接のどちらを選ぶかは、プロジェクトの目的によって異なります。それぞれの方法には明確な利点がありますが、通常はニーズに応じてどちらかを選ぶことになります。
レーザー溶接は次のような場合に適しています:
- 安定した品質で迅速な生産が必要
- 部品は薄く、よく準備されている
- 自動化されたジョブや大量のジョブを実行している。
- 最小限の熱歪みとクリーンアップが鍵
TIG溶接がより理にかなっているのは、次のような場合だ:
- 溶接を高度に制御する必要がある
- 見た目と精度が重要
- 薄い素材、複雑な素材、混合素材を扱う。
- 少量生産や特注品に取り組む場合
結論
レーザー溶接とTIG溶接は、それぞれ異なるニーズに対応している。レーザー溶接は、高速かつクリーンで、自動化に最適である。公差の厳しい大量生産に適している。TIG溶接は時間がかかるが、完全な制御が可能である。細かい作業、カスタム・パーツ、デリケートな素材に最適である。
金属部品に適した溶接プロセスの選択にお困りですか? チームへのお問い合わせ 専門家によるサポートと、お客様のプロジェクトに合わせた迅速で信頼性の高い溶接ソリューションのために。