主なレーザー切断パラメータ
正確なカットを行うには、いくつかの設定のバランスを取る必要があります。これらのパラメーターが連動して、カットの品質とスピードを決定します。
レーザーパワー
レーザー出力は機械のエネルギー出力で、ワットで測定される。レーザーが材料を溶かしたり蒸発させたりする速度を制御します。出力が低すぎると、切断が不完全なままとなり、ドロスが蓄積されます。出力が高すぎると、エッジが焼け、切り口が広がり、薄いシートが過熱します。
パワーは素材と厚みに合わせる。例えば、1 mmのステンレス鋼は、窒素を使用した場合、約800~1000 Wできれいに切断できます。一方、6 mmの炭素鋼では、酸素を使用した場合、約3000 Wが必要です。実績のあるベースライン設定から始めて、エッジの品質と速度を微調整します。
切断速度
切断速度とは、プログラムされた経路に沿ってレーザーヘッドが進む速度のことです。速度が速すぎると、ビームが切断されないことがあります。速度が遅すぎると、エッジがオーバーヒートし、きれいな仕上げが失われる可能性があります。
厚い材料は完全な貫通のために遅い速度が必要であり、薄いシートは熱の蓄積を抑えるために速く運転できる。速度とパワーは連動させる必要があり、一方を調整することは、他方を変更することを意味することが多い。溶融プールとドロスラインを見て、適切な速度を決定します。
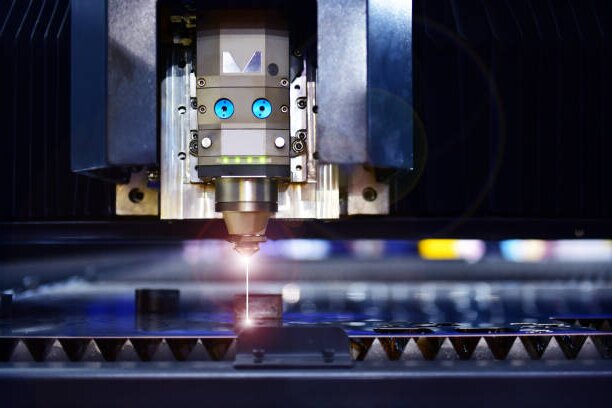
フォーカスポジション
フォーカス位置とは、ビームの最も小さな点が加工物に当たる位置です。適切な焦点位置により、カーフは狭く、エッジは滑らかに保たれます。
精度と速度を向上させるため、薄板の場合は焦点位置を表面かそれより少し上に設定します。厚板の場合は、ビームがより深く届くよう、上面よりわずかに下に設定します。フォーカスを間違えると、テーパー、バリ、不完全なカットの原因となります。レンズ、材料、ノズルを交換した後は、必ずフォーカスを確認してください。
アシストガスの種類と圧力
アシストガスは、切り口から溶融金属を取り除き、切断領域を遮蔽するのに役立ちます。また、レーザーと材料との相互作用も変化させます。
酸素は炭素鋼と反応し、余分な熱を加える。これによって切削速度は向上するが、刃先には酸化被膜が残る。窒素は不活性シールドで、ステンレスやアルミニウムに酸化物のない明るいエッジを作ります。空気は、一般的な切断には最も費用対効果の高い選択肢ですが、わずかな酸化や小さなバリが残ることがあります。
ガス圧は、溶けた金属を吹き出すのに十分なほど高くなければならないが、切り口を冷やしたり、切り口を広げたりするほど高くはならない。厚い板は通常、高い圧力と大きなノズルが必要です。薄い板は、エッジを滑らかに保つため、低圧の方がうまくいく。
パルス周波数(パルスレーザー用)
パルス周波数は、パルスモードでレーザーが1秒間に発射される回数です。周波数が低いほどパルスあたりのエネルギーが高くなり、厚い金属や反射しやすい金属の切断に役立ちます。周波数が高いほど、薄い素材のエッジが滑らかになります。
周波数は、パルスの持続時間と一緒に調整する必要がある。適切なバランスは、オーバーヒートを防ぎつつ、カットの連続性を保つ。周波数が高すぎるとエッジが焼けます。低すぎると、目に見える筋が残ったり、カットが不完全になったりします。
スポットサイズ
スポットサイズとは、レーザービームが被加工物に当たる部分の直径のことです。スポットが小さいほどエネルギー密度が高くなり、微細な形状や薄い材料に最適です。スポットが大きいと、エネルギーが広い範囲に広がるため、厚い切断や高速ピアシングに役立ちます。
スポットの大きさは、レンズの選択と焦点距離によってコントロールされる。焦点距離が短いと、精密な作業のために小さなスポットを作ることができ、焦点距離が長いと焦点深度を大きく保つことができるので、厚い板を切断するときに役立ちます。
ビームモードと品質(M²値)
ビーム・モードとビーム品質は、ビームの集束の強さを表します。M²の値が低く、1に近いほど、ビームがシャープに集束し、狭くきれいなカットができます。M²の値が高いと、焦点の合う範囲が広くなり、エッジの品質と切断速度が低下します。
ファイバーレーザは、一般的にCO₂レーザよりもビーム品質が良く、より高速な切断とより微細なディテールを可能にします。ビーム品質のチェックは、切断性能が突然変化した場合のトラブルシューティングの一部であるべきです。
高度なパラメータ最適化
基本設定以外の微調整を行うことで、切断品質を向上させ、より安定した生産を行うことができます。これらの調整は、エッジの仕上がり、部品の精度、安定した長期性能に重点を置いています。
カーフ幅とその意味
カーフ幅とは、切断後に材料に残る隙間のことです。カーフ幅が狭いと、パーツの入れ子が密になり、材料を節約できる。カーフ幅が広いと、パーツのフィット感に影響し、スクラップが多くなります。
カーフの大きさは、パワー、スピード、焦点、ガス圧によって変化する。パワーが高いほど、あるいはスピードが遅いほど、カーフは広くなる。スポットサイズを小さくし、適切な焦点を合わせることで、カーフを狭く保つことができます。素材や板厚を変更する際は、常にカーフをチェックし、プログラムが正確な状態に保たれるようにしてください。
ノズルの選択とスタンドオフ距離
ノズルのサイズは、切断時のガスの流量と圧力を制御します。大きなノズルは厚い材料に有効ですが、切り口が広がります。ノズルが小さいと、薄いシートの精度が向上します。
スタンドオフ距離とは、ノズルの先端とワークの間の空間。大きすぎるとガス流の効率が悪くなり、ドロスの原因になります。小さすぎるとノズルが破損したり、ガスの流れが不安定になったりします。0.8~1.2mm程度の隙間がほとんどの作業に適しています。
熱影響部(HAZ)の最小化
熱影響部は、熱によって材料の構造が変化する部分である。HAZが小さいと、材料の強度が維持され、余分な仕上げの必要性が減ります。
HAZを減らすには、切り抜ける最低出力を使用し、オーバーヒートを防ぐために速度を設定し、高純度のアシストガスを使用する。焦点をシャープに保ち、光学系をクリーンに保つことで、エネルギーが必要な場所にのみ適用される。