丸い部品をしっかりつかむのが難しい、あるいは製品をよりプロフェッショナルに見せたいとお考えですか?ローレット加工がお役に立ちます。この機械加工は、丸い部品に模様のようなテクスチャーを加えることで、持ちやすくし、外観を向上させます。多くの産業が、機能とスタイルの両方のためにローレット加工を採用しています。
ローレット加工は、便利さと見た目の美しさをワンステップで兼ね備えており、多くの産業で実用的な選択肢となっている。次に、ローレット加工を可能にする工具とパターンについて説明する。

ローレットとは?
ローレット加工は、金属表面に盛り上がった模様をつける機械加工です。グリップを向上させ、装飾的なタッチを加え、以下のような効果がある。 プレスフィット.この方法では、特殊な工具を使用して、素材に直接パターンを巻き込んだり、カットしたりする。
ローレット工具には硬化鋼のローラーがあり、回転しながら被加工物に押し付けられる。この圧力によって表面が再形成され、繰り返しパターンが形成される。一般的なパターンには、直線、斜め、菱形などがある。各パターンにはそれぞれ目的と外観がある。
通常の切削加工とは異なり、ローレット加工は材料を除去しません。その代わり、表面を再形成するので、大量ロットで一貫したテクスチャーを作るのに効果的です。ローレット加工は、用途に応じてスチール、アルミニウム、真鍮、ステンレス鋼などの金属に対応します。
ローレットの核心メカニズム
工具と部品の接触点で何が起こるかを見てみましょう。これらの原則を理解することは、より良い結果をもたらします。
ローレット工具はどのように加工面を変形させるのか?
ローレット工具は、あらかじめカットされたパターンを持つ硬化ローラーまたはホイールを使用します。工具が回転する被加工物に押し付けられると、ローラーは表面の金属を強制的に隆起と溝に流れ込ませます。この変形により、繰り返しパターンが形成される。
このプロセスには、工具が材料を変位させる成形と、工具が少量の金属を除去する切削がある。成形はより速く、よりきれいに仕上がるが、柔らかく延性のある金属に最適である。切削加工は、より硬い材料に適しており、よりシャープなエッジが得られる。
フィードとスピードの役割を理解する
送りと速度は、きれいで均一なローレットを作るための重要な要素です。送りは工具が表面に沿って移動する速度で、速度はワークピースの回転です。
速すぎる送りはパターンを歪ませ、畝の重なりを引き起こす。遅すぎる送りは、ナールを平らにし、深さを減少させます。ワークピースの速度もバランスが必要です。速すぎるとローラーが滑り、遅すぎるとマークが不均一になります。工具のピッチとワークの直径に合わせて送りや速度を調整することで、最良の結果が得られます。
ローレット加工における材料の延性の重要性
材料の延性は、ローレットの品質に大きく影響する。アルミニウム、黄銅、軟鋼などの延性金属は、圧力下で滑らかに変形するため、ローレットの形成に理想的です。
変形すると、脆い金属は割れたり欠けたりして、パターンの不良や部品の破損につながることがある。より硬い材料を扱う場合、ローレット工具の切断や工程設定の調整が必要になることが多い。ローレット加工方法を材料に適合させることで、強力なパターンと耐久性のある部品の両方が得られます。
ローレット加工の仕組み
ローレット加工は、パターンがきれいで均一に形成されるよう、正確な一連の工程を経て行われます。工具の選択から最後のパスまで、すべての段階が正確な仕上げに貢献します。
ツールの選択
最初のステップは、適切なツールを選ぶことだ。ローレット工具には、直線、斜め、または菱形のパターンを持つローラーがあります。その選択は部品の目的によって異なる。連続模様は圧入によく使われ、菱形や斜めの模様はグリップが良くなります。ローラーのピッチは、マークが重なったり不均一になったりしないよう、ワークピースの直径に合わせる必要があります。
旋盤のセットアップ
工具を選んだら、旋盤に固定しなければならない。適切なアライメントが重要である。工具がワークピースに対して垂直でなければならず、ローレットが斜めになったり歪んだりするのを防ぐためである。この段階で、作業者は速度と送り速度も設定する。正しい設定は、工具の磨耗を減らし、鋭くきれいなパターンを作るのに役立つ。
初期コンタクト
ローレット加工は、工具が回転する被加工物に最初に触れたときから始まる。圧力はしっかりと均等にかけなければならない。圧力が高すぎると工具や表面を損傷する可能性があり、低すぎるとローラーが滑る可能性がある。目標は、パターンがきれいかつ完全に開始されるように、ローラーをかみ合わせることである。
ナール圧延
工具がワークピースに沿って移動すると、ローラーが材料を押し込んでナールを形成します。パターンは安定した送りと回転で形成されます。熱の蓄積を防ぎ、工具の寿命を延ばすために、しばしばクーラントが使用されます。力、速度、送りの適切なバランスは、歪みなく一貫した隆起を生成するために必要です。
最終パス
最後のパスでパターンをシャープにし、滑らかにする。作業者は、工具がローレット面上を1~2回余分に走行する間、安定した圧力を加える。これらの仕上げステップにより、深さ、アライメント、外観が改善されます。最終パスが適切に実行されると、ローレットがしっかりとグリップされ、きれいでプロフェッショナルな外観になり、使用できるようになります。
ローレット模様とその機能
ローレット模様は単なる装飾ではない。それぞれのタイプは、グリップを向上させるという特定の目的を果たす、 アセンブリまたは全体的なデザイン。正しいパターンは、その部品がどのように使用されるかによって決まります。
ストレート・ローレット
ストレート・ローレット加工は、ワークピースの長さに沿って平行な隆起を作ります。このパターンは、リッジが表面接触を増加させ、緊密な機械的結合を形成するのに役立つため、圧入用途によく使用されます。ストレートローレットはまた、一方向の動きをガイドするため、ハンドルやスライド部品に便利です。
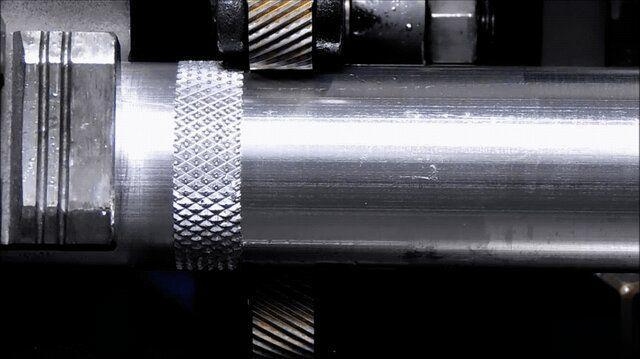
ダイヤモンド・ローレット
ダイヤモンド・ナーリングは最も一般的なパターンである。稜線が十字に交差し、小さな菱形の山ができる。このデザインは、油性の表面や濡れた表面でも優れたグリップ力を発揮します。工具、ノブ、機械のハンドルにダイヤモンド・ローレットがよく使われるのは、機能とクリーンでプロフェッショナルな外観のバランスがとれているからです。
クロス・ローレット
クロス・ローレット加工はダイヤモンド・ローレット加工に似ていますが、より深く、より顕著な交差があります。重なり合う稜線は、ユーザーのグリップまたは別の表面としっかりとロックするテクスチャーを作成します。このパターンは、スリップが安全上の懸念となるような重作業用途に最適です。また、強い触感を必要とする部品にも適しています。
ヘリカル・ローレット
ヘリカル・ローレット加工は、ワークピースの周囲に螺旋状に角度のついた隆起を生じさせる。ストレートパターンやダイヤモンドパターンとは異なり、表面に連続的なひねりを与える。このパターンは、装飾部品や方向性を必要とする部品によく使用されます。また、回転部品やねじ込み部品に制御された摩擦を与えることもできる。
ローレット加工に使用する工具
ローレット加工には、ワークピースにパターンを押し込んだり切ったりするための特定の工具が必要です。それぞれのタイプは異なる目的を果たします。適切な工具を選択することで、きれいで一貫した結果を得ることができます。
ローレット・ホイール
ローレット・ホイールは、パターンが刻まれた硬化鋼ローラーです。ストレート、ダイヤモンド、ヘリカルなどのデザインが可能です。ホイールにはさまざまなピッチと直径があるため、作業者はツールをワークピースに合わせることができます。適切なホイールは、二重トラッキングを防ぎ、シャープで均一な稜線を作り出します。
ローレット工具ホルダー
ツールホルダーは、砥石を固定し、ワークピースとの位置関係を保ちます。安定したホルダーは振動を減らし、パターン精度を維持します。シングルホイールからマルチホイールデザインまで、様々な旋盤セットアップに適合します。正確なローレット加工には、ホルダーの正しいアライメントが不可欠です。
調整可能なクイックチェンジ・ローレット工具
調整可能なローレット工具により、作業者は圧力とアライメントを微調整できるため、不良品の発生を防ぐことができる。クイックチェンジツールにより、パターンやピッチの切り替えが迅速になり、セットアップ時間が短縮されます。これらのツールは、特に複数のローレットタイプを必要とする生産環境において、効率を向上させます。
専用ローレット・アタッチメント
作業によっては、標準的な工具以上のものが必要になる。専用のアタッチメントは、以下のような用途に作られている。 CNCマシン または特殊な部品形状に対応します。複雑なパターン、より深いカット、大量生産にも正確に対応します。これらのアタッチメントは、機能的な圧入テクスチャーから詳細な装飾仕上げまで、可能性を広げます。

正しいローレット加工パラメータの選択
正しいパラメータは、シャープで均一なナールと歪んだナールの違いを生み出します。ピッチ、速度、送り、材料特性はすべて最終結果に影響します。
ピッチ選択
ピッチとは、ローレット・ホイールの稜線の間隔のこと。パターンが重なって不均一な稜線ができるダブルトラッキングを避けるため、ワークピースの直径に合わせる必要があります。目安としては、20mm以下の小径シャフトでは0.5~1mmピッチを使用することが多く、50mmを超える大径シャフトでは1.5~2mmピッチを使用することができる。
速度と送り速度
旋盤の速度と送りは、パターンがどのように形成されるかを制御します。スチールやステンレスのシャフトの場合、一般的な主軸回転数は50~150RPMですが、アルミニウムのような柔らかい金属では200~400RPMに達することもあります。送り速度は、材料の硬さにもよりますが、通常1回転あたり0.05~0.2mmです。
素材に関する考察
金属によって、圧力に対する反応は異なります。真鍮やアルミニウムのような軟質で延性のある素材は、より小さな力で明確なローレットを形成する。ステンレス鋼のような硬い材料は、明確なパターンを得るために、より高い圧力または切削スタイルのローレット加工を必要とする。
ローレット加工の利点
ローレット加工は、部品に機能とスタイルの両方を付加するため、広く使用されています。このプロセスは、大きなコストをかけずに性能、使いやすさ、外観を向上させる明確な利点を提供します。
強化されたグリップと機能性
ローレット加工の主な利点は、グリップの向上である。滑らかな表面では、特に工具やハンドル、機械のノブなどで滑ってしまうことがある。ローレット加工を施すことで、隆起が生まれ、油性の手や濡れた手でも、よりコントロールしやすくなります。また、シャフトの直径をわずかに大きくすることで、圧入組立にも役立ち、接着剤なしで確実な機械的結合を実現します。
美観の向上
ローレット加工は機能的なだけでなく、外観も向上させます。ダイヤモンドやヘリカルのようなパターンは、部品に磨き上げられた詳細な質感を与えます。多くの産業でローレット仕上げが採用され、実用性を保ちながら部品を高品質に見せています。
費用対効果の高い表面改質
ローレット加工は、他の表面処理に比べ迅速かつ手頃な価格です。コーティングや化学薬品、複雑な工程を必要としません。適切なツールとセットアップがあれば、大量ロットでも安定した結果を迅速に得ることができます。
ローレットの欠点
ローレット加工には多くの利点がありますが、いくつかの制限もあります。これらを理解することで、エンジニアやメーカーはより良い計画を立てることができます。
工具の摩耗とメンテナンス
ローレット工具は高い圧力にさらされるため、時間の経過とともに摩耗する。摩耗したローラーは、浅いパターンや不均一なパターンを作り出す可能性がある。品質を一定に保つためには、定期的な点検、研ぎ、交換が必要です。これには多少のコストと生産停止時間がかかる。
材料の変形
ローレット加工は、材料を変位させることで機能するが、これは薄い部品や脆い部品にとっては問題となる。圧力が高すぎると、曲げ、ひび割れ、歪みの原因になることがあります。デリケートな部品には、損傷を避けるために慎重なセットアップか別の方法が必要です。
表面仕上げが悪い
ローレット加工された表面はもともと粗い。これは機能的ではあるが、あらゆる用途において美観や公差の要件を満たさない場合がある。製品によっては、次のような特別な仕上げが必要です。 研磨 またはコーティング。
限定精度
ローレット加工は、グリップや装飾には優れていますが、正確な寸法を出すには適していません。この加工は、ワークピースの直径をわずかに変化させるため、追加工なしで厳しい公差や正確なフィットを必要とする部品には不向きです。
最高のローレット仕上げを実現するためのヒント
きれいで一貫性のあるナールを作るには、細部にまで注意を払う必要があります。これらのヒントは、強く、正確で、視覚的に魅力的なパターンを作るのに役立ちます。
適切な工具の選択
まず、正しいローレット工具を選択する。パターン-ストレート、ダイヤモンド、クロス、またはヘリカル-は、部品の機能に一致する必要があります。工具の直径とピッチは、重複や不均一な隆起を避けるために、ワークピースに適合する必要があります。硬い金属の場合は、歪みを防ぐために切削スタイルの工具を使用する。適切な工具を使用することで、1パス目から鮮明で均一なナールが得られます。
適切な速度と送り速度を調整する
旋盤の速度と送りは、材料と工具に合わせて設定する。速すぎると、ローラーが滑って、浅い畝や不均一な畝が残ることがある。遅すぎると、材料が裂けることがある。送り速度は、深さと間隔の両方に影響する。安定した、バランスの取れた速度と送りは、部品全体に沿って、きれいで明確なパターンを作り出します。
徐々に圧力を加える
良いナールを形成するには圧力が重要です。ゆっくりと力を加え、材料が適切にリッジに流れ込むようにします。圧力が強すぎると、表面が変形したり、ひび割れたりすることがあります。徐々に一定の圧力をかけることで、しっかりとした均一なテクスチャーが得られます。
適切なアライメントの維持
工具をワークに対して垂直に保ってください。アライメントがずれていると、パターンが斜めになったり歪んだりします。加工を開始する前に、ツール・ホルダーをチェックし、調整してください。適切なアライメントが不良を防ぎ、再現性のある結果を保証します。
ローレットの深さ
深さはグリップと見た目の両方に影響する。浅すぎるとグリップが弱くなり、深すぎると素材が歪んだり弱くなったりする。進行状況を注意深く観察し、必要に応じて圧力を調整し、送りを行う。試作品を使うことで、本生産前に正しい深さを設定することができます。
潤滑
潤滑剤は熱と摩擦を減らし、ワークと工具を保護し、工具の寿命を延ばし、表面の破れを防ぐ。アルミニウムや真鍮のような柔らかい金属には、軽油や切削油剤が効果的です。より硬い金属には、高性能の切削油剤が滑らかな材料の流れとシャープなパターンエッジを維持するのに役立ちます。
結論
ローレット加工は、金属表面に盛り上がったパターンを作り、グリップ、組み立て、外観を向上させる加工です。ローレット・ホイールやホルダーのような特殊工具を使用し、ストレート、ダイヤモンド、クロス、またはヘリカル・パターンを形成します。ローレットの品質は、工具の選択、送り、速度、材料の種類、アライメントなどの要因によって異なります。
パーツのグリップと仕上げを強化したい場合、 お問い合わせ をクリックし、ローレット加工のニーズについてご相談ください。

ケビン・リー
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。



