適切なトン数を選択することは、サーボプレスを選択する際に最も重要な決定の一つです。プレス能力が低すぎると、必要な成形力に達しないことがあります。これは部品の精度を低下させ、工具の早期摩耗につながります。トン数が高すぎると、システムが高価になります。また、より多くのエネルギーを消費し、力制御に対する応答性が低下します。
現代の製造業は、競争力を維持するために精度と効率に依存しています。このため、エンジニアはプレス力を実際のプロセスのニーズに合わせなければなりません。適切なマッチングは、部品の品質を向上させ、運用コストを抑制するのに役立ちます。
この記事では、エンジニアとバイヤーがどのように必要な力を見積もるかを説明する。また、安全マージンの設定方法についても説明する。最後に、実際の生産において印刷機の性能に影響を与えるその他の技術的要因についても説明します。

サーボプレスのトン数を理解する
機械を選ぶ前に、トンネージが実際にどのように機能するかを理解する必要があります。このセクションでは、トネージが何を表し、サーボプレスがどのようにトネージを適用するのかについて説明します。
トン数とは?
トン数は、キロニュートン(kN)またはメトリックトンで測定され、サーボプレスが提供できる最大成形力またはプレス力を定義します。これは、部品を成形、接合、または変形させる際に、プレスが克服できる抵抗の量を示します。
しかし、多くのバイヤーはこの仕様を誤解しています。ほとんどの印刷機は公称トン数を記載していますが、これは特定のストローク位置(多くの場合下死点(BDC)付近)での機械の最大力を表しています。対照的に、作業力は、プレス機が使用可能なストローク範囲全体で維持できる力です。
例えば、公称トン数20 kNのサーボプレスでは、そのピークを維持できるのはストロークの最後の5パーセントだけです。成形工程がストロークの早い段階で全圧を必要とする場合、有効な力が20~30パーセント低下する可能性があります。そのため、エンジニアは、定格力がストロークのどの部分に適用されるかを常に確認する必要があります。

簡単に言えば、トン数とはプレスの「強さ」だけでなく、その強さが動作中にどのように発揮されるかということだ。
ピーク負荷と連続負荷の比較
もう一つのよくある誤解は、定格トン数が機械の持続可能な能力と等しいと思い込んでいることである。実際には、どのサーボプレスにも2つの限界がある:
- ピーク負荷 - ほんの一瞬に最大限の力を発揮すること。
- 連続負荷 - オーバーヒートや機械疲労を起こすことなくシステムが保持できる定常状態の力。
例えば、10 kNのサーボプレスは、0.5秒間は10 kNを維持するかもしれませんが、連続的には6 kNしか維持できません。長時間の滞留や成形アプリケーションに使用する場合、その連続定格を超えると、モータの発熱、トルクの低下、時間の経過による精度の低下を招く可能性があります。
サーボプレスは、プログラマブルな制御を可能にすることで、この課題を克服している。 フォースストロークコントロール.コントローラーは、必要なときだけフルパワーを印加し、接触前に速度を下げ、応力緩和のために底部で緩やかに滞留させることができます。この正確な動作は、部品の一貫性を向上させるだけでなく、金型の寿命を延ばし、エネルギー消費を削減します。
公称性能と実用性能
モデルを比較する際、エンジニアは各メーカーが「トン数クラス」をどのように定義しているかも考慮する必要がある。50kNの定格を持つ2つの機械が、スクリューの直径、駆動効率、トルクから力への変換の違いにより、実際の結果が異なる場合があります。
実用的なヒント: 印刷機の連続デューティ曲線または力対速度チャートを常に要求してください。これらのグラフは、様々なストローク位置と速度で機械が提供できるトン数を示しており、実際の能力を確認する最も信頼できる方法です。

必要トン数を推定するステップ・バイ・ステップ法
正確なトン数の選択は、適切な計算と検証から始まります。以下のステップに従って、お客様のプロセスに本当に必要な力を見積もってください。
1.プロセスと材料のパラメータを定義する
作業によって、必要とされる力のレベルは大きく異なります。軽い圧入であれば数キロニュートンで済むかもしれませんが、小さな成形やコイニング加工では数百キロニュートンを超えることもあります。ですから、基本的なことから始めましょう:
- プロセスタイプ: 操作は圧入か、 形にする, コイニング, リベットそれともシーリング?
- 材料特性: 降伏強さ、硬度、延性は、抵抗の大きさを直接決定する。
- ジオメトリ: 表面積が大きく、カーブが鋭く、半径が狭いため、局所的な荷重がかかる。
例えば、アルミニウム6061(降伏強度≈150 MPa)は、同じ形状でステンレス鋼304(≈300 MPa)の半分のトン数を必要とする場合がある。
簡単に言えば、材料がより強く、より厚ければ厚いほど、サーボプレスはより高いトン数を出さなければなりません。
2.基本的な必要力の計算
材料と動作が分かれば、この簡略化した関係を使って必要な力を見積もることができる:
F=k×A×σy
どこでだ:
- F =推定力(N)
- あ = 接触面積または成形面積 (mm²)
- σy =材料の降伏強さ(MPa)
- k = プロセス係数 (摩擦と部品の形状により、通常0.7~1.2)
例
50mm×50mm(面積2,500mm²)、降伏強度350MPa、加工係数1.0のステンレス鋼板を成形します。
F=1.0×2,500×350=875,000N=875kN
従って、理想的なラボ条件下で少なくとも875kNの公称力を発揮できるプレスが必要になる。
しかし、実際の加工が理想的であることは稀です。特に高速で成形する場合、摩擦、部品のアライメント、工具表面の仕上げによって、抵抗が10~20%増加することがあります。この値は、最終的な選択ポイントではなく、最小のしきい値として捉えるのが常に最善です。
3.現実的な安全マージンを適用する
工具の摩耗、ミスアライメント、温度変動により、予期せず力の要求が増加することがあります。そのため、ほとんどのエンジニアは、トン数の見積もりに20~30%の安全マージンを加えます。
上記の例(875kN)では、調整範囲は1,050~1,150kNとなる。
このバッファーは、次のことを保証する:
- サーボモーターは過負荷限界付近で動作することはない。
- ボールねじとフレームは、ストレス下でも精度を維持する。
- 熱の蓄積は、連続デューティ定格内にとどまる。
経験則だ:
重要な成形や連続生産では、バランスの取れた性能と寿命を得るために、サーボプレスのサイズを理論トン数の1.25倍にしてください。
4.テストプレスまたはデジタルシミュレーションによる検証
最新のサーボプレス選定は、計算だけで終わってはいけない。実データは最良の検証です。可能であれば、ロードセルやトルクセンサーを使用してトライアルプレスを行い、実際のフォースプロファイルを記録してください。測定されたフォースカーブと計算値を比較し、成形中にスパイクや異常が発生しないかどうかを確認します。
あるいは、シミュレーション・ソフトウェア(DEFORMやSimufact Formingなど)を使用して、力-変位曲線を分析することもできます。シミュレーションでは、ピーク荷重だけでなく、力が上昇し、安定し、解放されるカーブの形状も特定します。これを理解することで、最適なエネルギー使用と金型寿命のためにサーボプレスの動作プロファイルを調整することができます。
なぜこれが重要なのか:
単純な数値(例えば900kN)では、すべてを語ることはできません。ストロークに沿ってどのように力が発生するかを知ることが、プレスのセットアップを成功させるか、コストのかかる試行錯誤から切り離すことなのです。
5.将来のプロセスの柔軟性を考慮する
生産に複数の部品や進化する設計が含まれる場合は、余分なヘッドルームを残しておくのが賢明です。プログラマブルモーションを備えたサーボプレスは、新しい材料や形状に対応することができます。
小型サーボプレス(1~5トン)の場合、20~30%の予備力を持つことで、再投資を必要とすることなく、新しいアプリケーション用に再構成することができます。このアプローチにより、製品サイクルや研究開発の変更にかかわらず、資本資産を有用な状態に保つことができます。
適切なトン数選択を左右する要因
正しい計算であっても、現実世界の変数を見逃すことがあります。ここでは、材料、形状、生産要因がトン数需要にどのような影響を与えるかを説明します。
材料特性
材料の強度と延性は、まず最も明白な要因である。硬い金属や延性の低い金属は、より大きな成形圧力を必要としますが、銅やアルミニウムのような柔らかい金属は、より低い荷重で変形を達成することができます。
例えば、ステンレス鋼304(降伏強度は約215MPa)を成形する場合、同じ厚さでアルミニウム5052(降伏強度は約100MPa)の約2倍の力を必要とします。高強度鋼、チタン、ニッケル合金の場合、同じ形状の部品で軟鋼の4倍のトン数が必要になることもあります。
降伏強さだけでなく、加工硬化も成形時の負荷を増加させます。材料が変形するにつれて、抵抗はストロークの後半で急激に上昇します。サーボプレスが優れているのはこの点で、速度やトルクをリアルタイムで調整し、圧力を一定に保つことができます。
要するにだ: より硬い合金や精密な用途に使用する場合は、公称強度だけでなく、材料の応力-ひずみ曲線を常にチェックしてください。
部品形状と工具設計
形状は荷重分布を劇的に変化させます。深い絞り、リブ、エンボス、またはタイトなコーナー半径は、小さな領域に応力を集中させ、局所的な圧力を増加させ、ひいては必要な総トン数を増加させます。穴の配置やフランジの高さなどの小さな設計の詳細でさえ、成形抵抗を10-20%増加させる可能性があります。
例えば、平らな100mmパネルでは、単純なロゴをエンボス加工するのに5kNしか必要ないかもしれないが、同じパネルに深さ3mmの溝をつけると、摩擦や曲げひずみのために25kN以上必要になるかもしれない。
金型設計も一役買っている:
- 硬質金型 力を均等に分散させ、エネルギーの無駄を省く。
- フレキシブルまたは薄いダイ は加えられた力の一部を吸収し、成形効率を効果的に低下させる。
- ダイ・アライメント 2023年の精密成形ラボの調査によると、ミスアライメントによって必要トン数は最大15%増加する。
サーボプレスは、プログラム可能なドエル制御により、これらのばらつきを補正します。接触前にストロークを遅くし、下死点で一時停止することで、エンジニアは衝撃荷重を防ぎ、金型の寿命を延ばし、部品の品質を維持することができます。
ストローク長とプレス速度
ストロークプロファイルとプレス速度の関係は、トン数需要に直接影響します。ストロークが長いということは、サーボモーターがより長い移動距離にわたってトルクを維持しなければならないということであり、一方、より速い動作はイナーシャと過渡負荷を増加させます。
伝統的な機械式プレスは簡単に適応できませんが、サーボプレスなら可能です。ソフトウェア定義のモーションプロファイルにより、以下のことが可能になります:
- 材料が接触する直前に減速し、衝撃荷重を軽減する。
- 一貫性を形成するためにプログラムされたドウェルを保持する。
- サイクル時間と熱負荷のバランスが取れるように、戻り速度を調整する。
これは、プレスのモーションコントロールが未加工のトン数容量と同じくらい重要である理由を示している。
重要な収穫だ:
プレスのサイズを最大荷重だけで決めないでください。意図したストローク速度と滞留時間を通して、その荷重を維持できるかどうかを検証してください。
生産量とデューティ・サイクル
どんなに強力なプレス機でも、連続運転に適した定格でなければ、性能を発揮できないことがあります。すべてのサーボモーターにはデューティサイクルがあり、これはプレス動作時間と冷却またはアイドル時間の比率です。このサイクルを超えると、熱がこもり、トルクが低下し、ベアリングやネジが長期的に摩耗します。
例えば、こうだ:
- 5kNの小型プレスなら、1秒間は全荷重を扱えるかもしれないが、3~4秒の休息が必要だ。
- 生産グレードの100kNサーボプレスは、適切な熱管理によって80%の能力を連続的に維持できる。
大量生産環境では、定格連続負荷がピーク負荷よりもさらに重要になります。定格トン数の70~80%で運転することで、安定した精度を確保し、メンテナンスの頻度を減らすことができます。
マシンの稼働率を見積もる際には、次のことを考慮する:
- サイクルタイム: プロセスを1分間に何回動かすか。
- 滞留時間: ストロークの間、どれだけ力を維持できるか。
- シフトパターン 1日の総連続運転時間。
これらの点を軽視すると、モータの早期摩耗や力のドリフトにつながることが多く、いずれも経時的な寸法安定性を損なう可能性がある。
トン数制御におけるサーボプレスの利点
サーボテクノロジーは力制御を精密工学に変えます。プログラマブルなモーションとフィードバックが、一貫した効率的なプレス加工を実現します。
プログラム可能なフォース・ストローク・カーブ
従来の機械式プレスでは、トン数曲線はクランク角に従います。最大限の力が発揮されるのは下死点付近のみであり、つまり、プロセスはメディアに適応しなければならないのであって、その逆ではないのである。
サーボプレスはその論理を逆転させます。ダイレクトドライブサーボモーターを使用することで、エンジニアは各作業にマッチしたカスタムフォースストロークプロファイルを設計することができます。材料と接触する前に減速し、スムーズにトルクを上昇させ、内部応力を緩和するために下端で正確に滞留させることができます。
この柔軟性により、1台のサーボプレスが、異なる材料や深さ用にセットアップされた複数の機械式プレスに取って代わることができる。
リアルタイムフィードバックとプロセスデータ
サーボシステムは、力、変位、モータートルクを高いサンプリングレートで継続的に監視します。これにより、材料の厚みやダイのアライメントの変化など、あらゆる偏差を即座に修正するライブフィードバックループが形成されます。
データロギングとカーブ比較により、エンジニアは次のことができる:
- 欠陥が発生する前に異常を検出する。
- 緩やかな力のドリフトに基づき、ダイの摩耗を追跡する。
- ISO 9001またはIATF 16949に準拠するためのトレーサビリティを維持する。
実際には、これは不合格品の削減と品質承認の迅速化を意味します。エレクトロニクス、EVモジュール、精密センサーなどの業界にとって、このデータ機能はサーボプレスを機械的なツールからデジタル生産資産に変えるものです。
エネルギー効率とスマート・インテグレーション
サーボプレスは、圧力を継続的に維持する油圧システムとは異なり、力を発生させるときにのみ電力を消費する。そのため、本質的にエネルギー効率が高い。
さらに、プログラマブル制御により、MES、SCADA、またはインダストリー4.0データレイヤーに簡単に接続できるため、スマート製造環境と互換性があります。これにより、予知保全、サイクル監視、負荷分析が可能になり、設備の稼働時間を最適化し、設備の寿命を延ばすことができます。
見過ごされがちなその他の技術的要因
小さなエンジニアリングの細部が、プレスの性能を左右することがあります。これらの見落とされた要因が、長期的な精度と機械の安定性を決定することがよくあります。
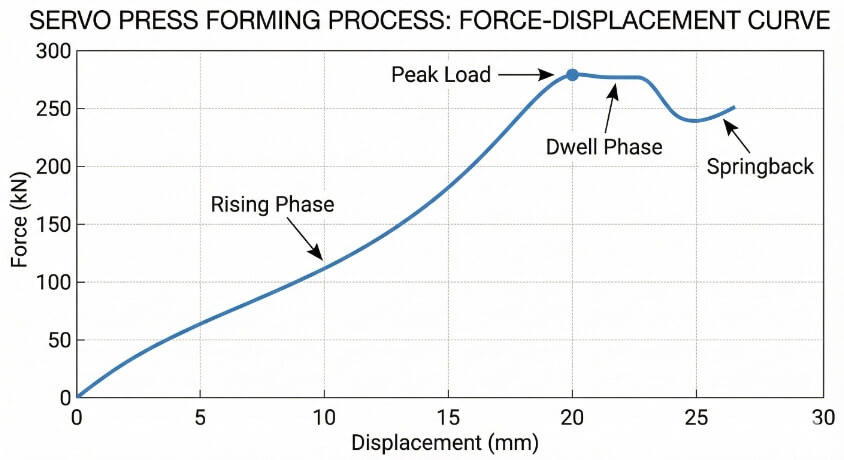
力-変位曲線解析
実際のプレス力は一定ではなく、ストロークを通してダイナミックに変化します。力-変位曲線は、力がどのように高まり、ピークに達し、そして解放されるかを示します。この曲線を調べることで、エンジニアは以下のような非効率や隠れたリスクを特定することができます:
- 急激なスパイクは、潤滑不良またはダイのミスアライメントを示す。
- 不規則なプラトーは、材料が硬化しているか、ドウェルコントロールが不十分であることを示唆している。
- スプリングバック・ゾーンは残留応力または弾性回復を示す。

このデータを分析することで、プレスモーションプロファイルの最適化が可能になり、選択したサーボモーターのトルク曲線が、理論上のトン数だけでなく、実際のプロセス要件に合致しているかどうかを確認することができます。
金型と治具の剛性
金型の剛性はトン数効率に大きな役割を果たします。金型や治具が荷重でたわむと、加えられた力の一部が弾性変形として吸収され、成形精度が低下します。
これを最小限に抑える:
- 均等な圧力を維持するため、バランスの取れたクランプとサポートプレートを使用する。
- より弾性率の高い工具鋼を選択する。
- 金型設計時に有限要素解析(FEA)を組み込み、たわみゾーンを予測する。
この改善により、トン数精度が向上するだけでなく、金型の寿命と再現性も延びる。
熱・疲労性能
すべてのサーボプレスには連続デューティ定格があり、オーバーヒートすることなく無期限に扱える負荷が指定されています。ピークトルク付近で長時間運転すると、モーターとボールねじの熱が上昇し、寸法ドリフトと摩耗の加速を引き起こします。
連続成形または高速運転の場合、エンジニアは定格トン数の70~80%で連続運転するプレスを選択すべきである。これにより
- 安定したトルク出力。
- より低い温度上昇。
- 長時間の走行でも安定した精度。
熱モニタリングと強制空冷システムも、多シフト環境で稼働する印刷機にとっては貴重なアップグレードです。
結論
サーボプレスの適切なトン数を選択することは、単にスペックシートに記載されている数字以上のものです。それは、品質、コスト、そして装置の長期的な寿命に影響するエンジニアリング上の決定事項です。サーボ技術は、プログラマブル制御、エネルギー効率、デジタルフィードバックを追加することで、これをさらに推し進め、メーカーに、より高い精度と無駄の少ない成形、接合、プレス能力を提供します。
プレス選定を最適化する準備はできていますか?当社のエンジニアリングチームは、精密組立、成形、金属接合用に設計された小型および中型トン数のサーボプレス(1~5トン)を専門としています。 お問い合わせ お客様のプロジェクトについてご相談いただくか、当社のアプリケーション・エンジニアに無料トン数評価をご依頼ください。
よくあるご質問
トンをキロニュートン(kN)に換算するには?
1トン=9.81kN。例えば、10トンのプレス機はおよそ98kNに相当する。
トン数が多ければ多いほど良いのか?
大型のプレス機は、より多くのエネルギーを消費し、力の感度を低下させます。お客様のプロセス・ニーズを満たす最小の機械と、安全マージンをお選びください。
1台のサーボプレスで複数のアプリケーションに対応できますか?
はい。プログラム可能なモーションコントロールにより、1台のサーボプレスで、圧入、成形、コイニングなど、さまざまな作業を定格容量内で行うことができます。
ピークトン数と連続トン数の違いは何ですか?
ピークトン数とは、短期的な最大負荷のことで、連続トン数とは、印刷機が無期限に維持できる負荷のことです。購入前に必ず両方を確認してください。
トン数の選択が正しいかどうかを確認するには?
ロードセル試験またはデジタルシミュレーションを使用して、実際の成形力を測定します。ピーク荷重が定格の80%以下、平均荷重が60%以下であれば、バランスの取れた選定といえます。

ケビン・リー
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。



