現代の組立ラインは、圧入作業の一貫性と正確性を保つという、ひとつの大きな課題にしばしば直面します。製品が小型化し、公差が厳しくなるにつれて、組立中に加えられる力を制御することが難しくなります。そこでサーボプレスが威力を発揮します。サーボプレスは、精密で再現性のある動きを提供し、すべての部品がサイクルごとに同じようにフィットすることを保証します。
圧入工程で安定した力、制御された速度、ライブ品質フィードバックが必要な場合、サーボプレスを検討する価値があります。サーボプレスは、プレスパラメータをデジタルで設定し、ミクロン以内の再現性を実現します。コネクター、センサー、ハウジングのようなデリケートな部品の場合、サーボプレスは、再加工や材料の無駄を削減しながら、一貫した結果を提供します。
サーボプレスは単にパーツを接合するだけではありません。この精度が生産フローをどのように改善するのか知りたいと思いませんか?サーボシステムが、圧入組立の品質と効率をどのように向上させるかを見てみましょう。

プレス・フィット・アセンブリとは?
プレスフィット・アセンブリは、ネジや接着剤、溶接を使わずに2つの部品をしっかりと接合する。プレスフィットは、一方の部品が他方の部品よりわずかに大きい干渉嵌合によって機能する。強固な接触が摩擦と圧縮を生み出し、部品をしっかりと固定します。
においてである。 プレスフィット制御された力によって、ある部品が別の部品に押し付けられます。表面はわずかに変形し、信頼性の高い摩擦接合が形成されます。多くの場合、0.01~0.05mmの干渉量によって、必要な力が決まります。アルミニウムやプラスチックのような柔らかい素材はより小さな力で、スチールのような硬い素材はより大きな力が必要です。
力の範囲の例:
| 申し込み | 典型的な干渉 | 必要な力 |
|---|---|---|
| PCBピン挿入 | 0.01 mm | 100-300 N |
| アルミハウジング圧入 | 0.02 mm | 1-3 kN |
| ベアリングの取り付け | 0.05 mm | 10-30 kN |
とは異なり 溶接 プレスフィットは、正確なアライメントを提供し、余分な部品を排除します。また、油、ガス、硬化時間がないため、電子機器、EV部品、医療用アセンブリに最適です。
重要なポイントだ: 圧入の成功とは、最も大きな力を加えることではありません。制御された再現性のある力を加え、毎回同じ着座深さに到達させることです。サーボプレスが真に有利なのはこの点です。
機械的要件
質の高い圧入は、挿入力、変位、アライメントという3つの測定可能な要素に左右される。
- 挿入力
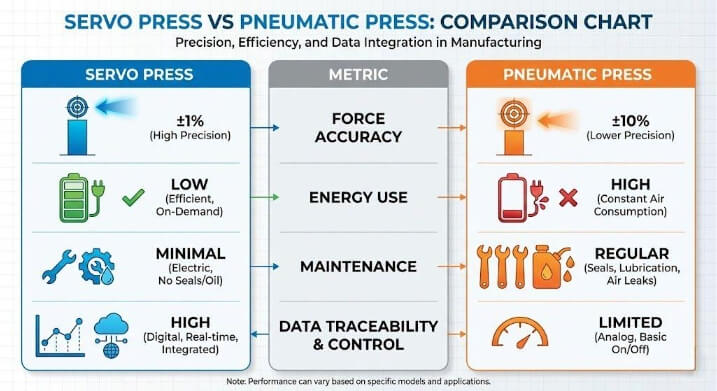
加える力は、部品を損傷させることなく干渉を克服しなければならない。力が強すぎると亀裂や変形の原因となり、弱すぎるとはめ合いが緩くなります。サーボプレスは±1%以内の力を維持しますが、空圧プレスは±10%程度です。 - 変位
プレスは正確な動作プロファイルに従わなければなりません。変位を追跡することで、部品が正しい深さに達したことを確認し、障害物を検出するのに役立ちます。多くの工場では、力-変位曲線を各サイクルの「デジタル指紋」として記録しています。 - アライメント
0.05°の傾きでも、ジャムや不均一な加圧につながります。サーボプレスは、移動中に自動的にアライメントを修正し、部品が垂直に保たれ、均等に着座することを保証します。
サーボプレスの基礎
サーボプレスは新しいタイプの精密組立機械です。エアーや油圧の動力を電気モーター制御に置き換え、高い精度、クリーン度、再現性をもたらします。
サーボプレスの仕組み
サーボプレスは、ボールスクリューまたはギアドライブに接続されたサーボモーターを使用して、回転を直進運動に変えます。このプロセスは、機械的なストップやバルブではなく、ソフトウェアによって完全に制御されます。各サイクルの間、内蔵センサーが力(NまたはkN)と変位(mm)を同時に追跡します。
各プレス・サイクルは、デジタル指紋として機能する力-変位曲線を作成します。制御システムは、この曲線をプリセットの限界値と比較し、アセンブリが基準を満たしているかどうかを確認します。部品の着座が早すぎたり、深すぎたり、制限を外れたりした場合、プレスは直ちに停止するか、問題を警告します。
典型的なパフォーマンス指標:
| パラメータ | サーボプレス | 空気圧式 | 油圧式 |
|---|---|---|---|
| 力の精度 | ±1% | ±10% | ±5-8% |
| 位置再現性 | ±0.005-0.01 mm | ±0.1 mm | ±0.05 mm |
| エネルギー使用量(対水力) | 30-70%ロア | 20-40%ロア | - |
| メンテナンス間隔 | 6~12カ月ごと | 2~3ヶ月 | 毎月のオイルチェック |
例
センサーハウジングを組み立てる5kNのサーボプレスは、プログラムされた2.4kN±0.02kNで正確に停止することができます。この微細な制御により、デリケートなハウジングのマイクロクラックを防ぐと同時に、完全な取り付け深さを確保します。
従来のプレス機に対する主な利点
サーボプレスは、機械的精度とデジタル制御を兼ね備えています:
- プログラマブル・モーション: オペレーターは、壊れやすい部品や層状の部品を保護するために、ソフトタッチスタート、可変速度、保持力などの多段階サイクルを設定できます。
- 再現可能な精度: 各ストロークは同じモーション・カーブを描き、±0.01mmの変位一貫性を保つ。
- クリーンで静かな動作: オイル漏れ、排気、ポンプの騒音がないため、クリーンルームや静かな作業場に最適です。
- エネルギー効率: モーターは動いている間だけ電力を消費し、減速しながらエネルギーを戻すこともできる。
- 完全なデータのトレーサビリティ: すべてのサイクルには、力、距離、カーブのデータが保存され、品質追跡のためにエクスポートしたり、MESシステムにリンクすることができます。
制御とフィードバック・システム
サーボプレスの強みは、クローズドループ・フィードバックシステムにある。力センサーとエンコーダーがリアルタイムでデータをコントローラに送り、コントローラはプログラムされた値に合うようにミリ秒単位で動きを調整します。これにより、材料特性が変化しても、すべてのプレスサイクルが正確に保たれます。
力の検出にロードセルを使用するプレス機もあれば、フレームに組み込まれたひずみゲージを使用するプレス機もある。高解像度のエンコーダーと組み合わせることで、これらのシステムは長時間の生産でも安定性を維持します。
統合に対応した設計:
最新のサーボプレスは、EtherCAT、PROFINET、またはOPC UAを使用して工場ネットワークに簡単に接続できます。これらは、ロボットアーム、PLC、または検査システムと連携することができ、印刷機をスマート製造およびインダストリー4.0オペレーションをサポートする、接続されたデータ駆動ツールに変えます。
サーボプレスの必要性の評価
すべての圧入工程にサーボシステムが必要なわけではありません。しかし、精度、文書化、工程管理が最も重要な場合、その差は大きくなります。
力と許容差の要件
空圧プレスや手動プレスが提供できる以上の制御が必要な場合、サーボプレスがより良い選択肢となります。空圧システムは、±10%程度の圧力変動を示すことがよくありますが、サーボプレスは±1%以上を維持します。
センサーハウジング、ブッシング、PCBコネクターなどの小さな部品をプレス加工する場合、0.05mmでも余分に動くと、部品に亀裂が入ったり、位置がずれたりすることがあります。サーボ制御は、フィードバック監視によりリアルタイムで動きを調整することで、これを防ぎます。
クイックガイド
| 必要条件 | 推奨ソリューション |
|---|---|
| 公差 > ±0.05 mm | 空気圧プレス |
| 公差 ≤ ±0.02 mm | サーボプレス |
| 20kN以上の力 | 油圧またはサーボプレス |
| クリーンまたはトレーサブルな環境 | サーボプレス |
品質とトレーサビリティの目標
自動車エレクトロニクス、医療機器、航空宇宙などの業界では、すべての生産工程で完全な文書化が必要です。サーボプレスは、各サイクルの力、変位、カーブデータを自動的に記録するため、エンジニアは部品の品質を確認し、監査時にデジタル証明を提供することができます。
すべてのプレス曲線はデジタル指紋として機能し、部品が制限内で正しくプレスされたことを確認します。このレベルのトレーサビリティは、厳しい品質基準を満たし、コンプライアンスチェックを簡素化するのに役立ちます。
生産規模と自動化
サーボプレスは、最新の自動化された生産ライン用に設計されています。PLC、ロボット、ビジョンシステムと簡単に接続でき、同期化された工程を作り出します。力、速度、変位の設定は、異なる製品タイプに対して自動的に切り替えることができるため、セットアップや段取り替えの時間を節約できます。
自動化環境では、サーボプレスはタクトタイムのバランスをとるのに役立ちます。サーボプレスは、接近時には素早く動き、着座時には正確に減速することができるため、スピードと精度を1つの動作で両立させることができます。
コストとROIの検討
サーボプレスは通常、空圧システムよりも初期費用が30~50%かかります。しかし、長期的な節約はしばしば初期投資を上回ります:
- 省エネ: 30-70%は油圧プレスに比べエネルギー使用量が少ない。
- メンテナンス: オイル、フィルター、フルードの整備は不要。
- リワークの削減: スクラップ率やリワーク率は60-80%低下することが多い。
- 労働力の節約: より迅速なセットアップと手作業による検査の削減。
重要な収穫だ:
0.02mmより厳しい精度、トレーサブルな品質データ、低メンテナンスでの連続稼動が必要な場合、サーボプレスは単なるアップグレードではなく、生産性と信頼性を高める賢い投資です。
サーボプレスに最適なアプリケーション
サーボプレスは、精密さ、清潔さ、一貫した品質が譲れない業界で最高の性能を発揮します。サーボプレスは、制御された挿入力、正確な位置決め、完全なデータトラッキングを必要とする作業用に設計されています。
エレクトロニクスとPCBアセンブリ
電子機器の製造では、ピン、端子、コネクターなどの壊れやすい部品をプリント基板(PCB)やハウジングに挿入することがよくあります。これらのアセンブリは、信頼性の高い電気的接触と長期的な安定性を確保するためにミクロンレベルの精度を必要とします。
サーボプレスは、プログラム可能な多段モーションが可能なので、ここでは理想的である。サイクルは ソフト・タッチ・アプローチ アライメントを調整し、正確な挿入力を加え、最後に短いホールドで挿入深さを確認する。
自動車およびEV製造
自動車やEVの生産では、サーボプレスはベアリング、ブッシュ、シャフト、バッテリー端子などの中~高荷重の圧入を扱います。これらのジョイントは、振動、温度変化、高荷重に耐える必要があり、安定した力と着座深さが不可欠です。
クローズドループのサーボ制御により、各サイクルで同一の力を確実に加えることができます。また、エンジニアはプレスカーブを確認することで、部品のミスアライメントや金型の摩耗が生産に影響を及ぼす前に検出することができます。
医療機器と精密機器
医療や精密用途では、クリーンな操作と安定した出力は、生の速度よりも重要です。サーボプレスは、オイルフリー、静音、低パーティクルであり、ISOクラス7-8のクリーンルーム基準を満たすため、完璧に適合します。
インプラントのハウジング、ステンレス製手術器具、小型バルブ、精密測定機器の組み立てによく使用される。プログラム可能なパラメーターにより、デリケートな素材を保護しながら、均一な圧縮やはめ合いを実現します。
サーボプレスが不要な場合とは?
サーボプレスは優れた精度と制御を提供しますが、すべての工程にそのレベルの精度が必要なわけではありません。重要なのは、サーボプレスが明確で測定可能な利益をもたらす場合に使用することです。
少量または手作業
のために プロトタイプメンテナンス作業や小ロット生産には、通常、手動または空気圧プレスが適している。コストが安く、メンテナンスもほとんど必要なく、セットアップも早い。
生産量が月産数百個以下で、デジタルトレーサビリティーを必要としない場合、サーボプレスは投資を正当化するのに十分なリターンをもたらさないかもしれない。
| 申し込み | 音量 | 寛容さの必要性 | 推奨プレス |
|---|---|---|---|
| 研究開発/プロトタイプ | <200個/月 | ±0.1 mm | 手動/空気圧 |
| 小規模生産 | 200~1,000個/月 | ±0.05 mm | 空気圧/トグル |
| 自動化された生産 | > 1,000個/月 | ≤ ±0.02 mm | サーボプレス |
緩い公差または非重要な適合
部品が厳しい公差を必要としない場合、または小さなばらつきが性能に影響しない場合、サーボプレスは不要かもしれません。プラスチックのキャップ、装飾パネル、またはその他の重要でない部品をプレスする場合、デジタルフォースコントロールを必要とすることはほとんどありません。
このような場合だ、 空圧プレスまたはトグルプレス は、より速く、より低いコストでタスクを完了することができる。サーボシステムは、品質を向上させることなく経費を増加させるだろう。
実践的なヒント
サーボシステムへの投資を迷っているのであれば、まずは1台のテストステーションから始めてみてください。それを3ヶ月間稼動させ、エネルギー使用量、リワーク率、セットアップ時間を既存の印刷機と比較してください。ほとんどのメーカーは、データが得られれば、サーボ制御の利点が明らかになることに気づきます。
選択と統合のヒント
適切なサーボ印刷機の選択と統合は、投資の回収の早さに直接影響します。目標は、お客様の実際の生産ニーズに印刷機を合わせることです。
用途に合わせたプレス能力
必要なプレス力を見積もることから始めましょう。これは材料の種類、干渉量、接触面積によって異なります。力(F)の基本式は以下の通りです:
F = π × D × L × p
どこでだ:
- D = 部品の直径
- L = 干渉長
- p = 接触圧力(材料ペアに基づく)
力を計算したら、バリエーションを安全に扱うために、20-30%の余裕のあるプレスを選びます。
典型的な選択ガイド:
| 申し込み | プレス力 | 推奨サーボ容量 | ストローク範囲 |
|---|---|---|---|
| PCBコネクター | 100-500 N | 1-2 kN | 50-100 mm |
| センサーハウジング | 1-3 kN | 4-5 kN | 100-150 mm |
| ベアリング / ブッシング | 10-30 kN | 40-50 kN | 200-300 mm |
| バッテリーモジュール | 20~60 kN | 70-80 kN | 300-400 mm |
オーバーサイズを避ける。 強力すぎるプレスは、低荷重の分解能と制御感度を失います。理想的な作業負荷は、プレスの定格容量の60~80%です。この範囲であれば、精度が高く保たれ、部品への機械的ストレスが軽減されます。
センサーやオートメーションとの統合
最新のサーボプレスは、スマートファクトリーコネクティビティのために構築されています。EtherCAT、PROFINET、OPC UAを介してロボット、PLC、検査システムと通信できます。
これにより、例えばシームレスな自動化が可能になる:
- ロボットが部品を積み込む。
- をモニターしながら挿入を行う。 力と位置 リアルタイムで
- ビジョンセンサーがシートの高さやアライメントをチェック。
- MESは各パーツの荷重-変位データを自動的に記録します。
統合の利点:
- 30-40%高速チェンジオーバー デジタル・ジョブ・プリセット付き
- 設定ミスの減少 - プレス設定は、保存されたプロファイルから呼び出されます。
- 予知保全 - システムは小さな力の偏差を追跡し、工具の摩耗を警告する。
結論
サーボプレスは、メーカーの精密組立に対する考え方を変えました。サーボプレスは、制御された動き、検証された力、そしてデジタルトレーサビリティを1つのインテリジェントなシステムに統合しています。これにより、エンジニアはすべてのプレスフィットサイクルを完全に可視化することができ、最初の部品から最後の部品まで一貫した品質を維持することができます。
精度、再現性、清潔さが重視される作業において、サーボプレスは長期的に明確なメリットを提供します。部品の品質を向上させるだけでなく、廃棄物、ダウンタイム、メンテナンスを削減し、生産をより安定的かつ効率的にします。
圧入工程を改善する準備はできていますか?
現在の圧入セットアップが、一貫性のない力、高いリワーク率、またはデータ記録の欠落に苦労している場合、サーボプレスは、あなたのラインに必要なアップグレードかもしれません。サーボプレスは、再現可能な精度、デジタル品質文書化、ROIの向上を実現します。
お問い合わせ 無料技術相談をご予約ください。
よくあるご質問
何が「圧入」プロセスを定義するのか?
プレスフィットは、一方の部品が入る穴よりわずかに大きい干渉フィットを使って2つの部品を接続します。きつい接触が摩擦と圧縮を生み、ネジや接着剤、溶接を使わずに部品をしっかりと固定します。
サーボプレスはどのように圧入精度を向上させるのか?
サーボプレスは、精密モーターとセンサーを使用し、各サイクルを通して力と位置の両方を制御します。力-変位曲線を記録し、正しい着座を確認し、ミスアライメントや材料のばらつきを即座に検出します。
空気圧プレスで同じ仕事ができますか?
空気圧プレスは、基本的なはめあいや公差の広いはめあいに適している。しかし、サーボシステムのリアルタイム制御やデータトラッキングには及ばないため、高精度やトレーサブルな生産ラインには不向きです。
サーボプレスの導入で最も恩恵を受ける業界は?
エレクトロニクス、EV製造、医療機器、精密工学などの業界が最も利益を得ています。これらの分野では、正確な力制御、クリーンな操作、生産されるすべての部品に対するデジタル品質文書化が要求されます。
サーボプレスへの投資からROIを得るには、どれくらいの時間がかかりますか?
ほとんどの企業は、12~24ヶ月以内に投資を回収しています。スクラップの削減、ファーストパス歩留まりの向上、メンテナンスコストの削減、欠陥やリコールの防止に役立つ自動化された品質データなどが節約につながる。

ケビン・リー
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。



