限界と工学的課題
連続鋳造には多くの長所があるが、いくつかの課題もある。エンジニアは、プロセスを円滑に進めるために、これらを注意深く管理する必要がある。
設備費用とメンテナンス
連続鋳造設備は大型で複雑。システムのセットアップには多くのコストがかかる。取鍋、タンディッシュ、移動鋳型、ローラー、スプレー装置、切断機など多くの部品が含まれる。
これらの部品は定期的な手入れが必要だ。金型、ローラー、冷却システムはしばしば摩耗し、交換しなければならない。何かが壊れれば、生産が止まることもある。修理に対応し、すべてを最高の状態に保つためには、熟練工が必要です。
合金の互換性と柔軟性の問題
すべての金属が連続鋳造に適しているわけではありません。合金によっては冷却にムラができたり、急速に冷却しすぎると亀裂が入ったりするものもあれば、安定した状態を保つために厳密な温度管理が必要なものもある。
工場が多くの種類の合金を扱っている場合、多くの合金間の切り替えに時間がかかることがある。システムの清掃や設定の変更が必要になることも多い。このため、連続鋳造は他の鋳造法に比べて柔軟性に欠ける。
欠陥管理と工程管理
工程がダッシュするので、問題を修正する時間はほとんどない。表面のひび割れ、エアポケット、シェルの破断はすぐに起こります。注湯、冷却、引き抜き速度の小さなミスが重大な欠陥につながることもある。
最新のシステムは、センサーとソフトウェアを使ってすべてのステップを監視する。しかし、このような支援を受けてもなお、プロセスには綿密な制御が必要である。エンジニアは、流量、温度、ローラーのアライメントの変化に素早く対応しなければならない。
業界を超えたアプリケーション
連続鋳造は、強度、信頼性、コスト効率の高い金属部品を必要とする多くの産業で使用されています。大量に扱い、高い精度が要求される分野で有益です。
鉄鋼業
鉄鋼業は連続鋳造の最大のユーザーである。スラブ、ビレット、ブルームを生産し、後に板、コイル、棒、梁に加工される。
製鋼所がこの方法を好むのは、均一なサイズと品質が得られるからである。これにより、圧延や切断のような後の工程での欠陥が減少し、製品の強度と仕上げの向上に役立つ。
自動車製造
自動車メーカーは、鋳鋼やアルミニウムを次のような部品に使用している。 フレームエンジン、ホイール 括弧.連続鋳造により、強度と安全基準を満たす安定した信頼性の高い原料が得られる。
自動車メーカーは競争力を維持することができる。自動車の軽量化にもつながり、燃費も向上する。
建設
建設プロジェクトでは、梁、鉄筋、パネルに強靭で安定した金属が必要です。連続鋳造は、大量の金属を短納期で提供します。
この工程を経ることで、金属の形状が均一となり、重い荷重にも耐えられるようになる。そのため、建設業者にとっては作業がしやすく、信頼できる材料となる。
電気工学
連続鋳造は、電気分野で銅やアルミニウムの棒を作るのに使われる。これらは後にワイヤー、コネクター、バスバーとなる。
滑らかな表面と清潔な内部構造は、電気の流れを改善するのに役立つ。これは、電力ケーブル、電気自動車、電子機器、モーターにとって重要である。また、変圧器のコアや電気機械の巻線の製造にも役立つ。
直接鋳造と連続鋳造の違いは?
直接鋳造と連続鋳造は、どちらも溶けた金属を固い形にする。しかし、両者は全く異なる方法を用い、異なるニーズに応えている。
直接鋳造(インゴット鋳造)は、固定された鋳型に溶けた金属を流し込む。金属は鋳型の中で冷えて固まる。固まったら、作業員がインゴットを取り出す。その後、再加熱し、最終的な形状に圧延または鍛造する。この方法は柔軟で簡単だ。小ロットや、連続鋳造では扱いにくい金属に適している。
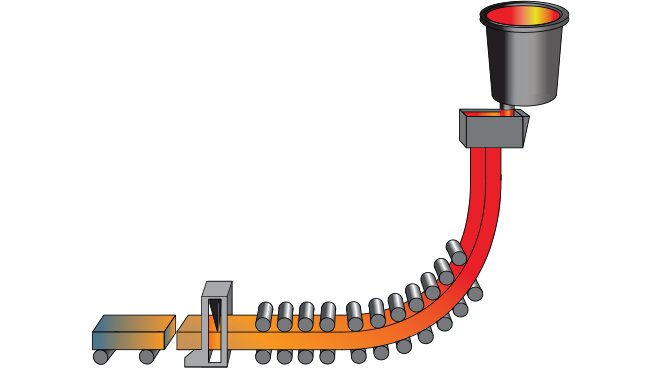
連続鋳造は、動き続ける鋳型に溶けた金属を流し込む。金属が流れると、すぐに冷えて固まり始める。ストランドは固まりながら前進し、最後にサイズに合わせて切断される。この方法はノンストップで行われる。より速く、より少ないエネルギーで、より少ない廃棄物を生み出します。
主な違い
- スピード:連続鋳造の方がはるかに速い。
- 廃棄物:連続鋳造のため、スクラップやトリミングが少ない。
- エネルギー使用:連続鋳造は再加熱の必要がないので、燃料の節約になる。
- 製品サイズ:直接鋳造は特殊な形状や小ロット生産に適しています。連続鋳造は大量生産に適しています。
- 表面品質:連続鋳造により、より滑らかできれいな表面が得られる。
結論
連続鋳造は、溶融金属を停止することなく固体形状に変える最新の方法です。従来の鋳造法に比べ、材料の歩留まりが良く、生産速度が速く、品質が安定しています。連続鋳造は、鉄鋼、アルミニウム、銅産業で広く使用されており、自動車、建築、電気工学のアプリケーションをサポートしています。
連続鋳造やその他の精密な方法で作られた高品質の金属部品をお探しですか? チームへのお問い合わせ 迅速で確実なお見積もりをご提供いたします。