

より多くの産業がチタンを使用するようになり、バイヤーの価格に対する見方が変わってきています。ポンドあたりのチタンのコストは常に明確ではありません。それは

アノダイズド・ブルーとは、アルミニウムやその他の金属に陽極酸化処理を施し、青く染めたものを指す。アルマイト処理は電気化学的プロセスである。金属表面の自然酸化層を厚くする。この層は硬く、耐摩耗性があり、多孔質である。

亜鉛メッキ鋼板は、純粋な亜鉛メッキを施したもので、強力な防錆力と光沢のある外観が特徴です。一方、亜鉛メッキ鋼板は亜鉛メッキの後に熱処理が施され、つや消しで硬く、塗装しやすくなっています。亜鉛メッキは、濡れた場所や見た目が重要な場所で効果を発揮します。溶融亜鉛メッキは、塗装を保持する表面や傷に強い表面が必要な場合に最適です。

粉体塗装の厚みは、表面に塗布されたコーティングの深さです。塗膜の上面から下面の部品表面までの深さを表します。理想的な粉体塗装の厚さは2~5ミル(50~125ミクロン)です。これにより、強力な保護、滑らかな外観、性能上の問題がなくなります。

316という数字は、300シリーズのステンレス鋼の等級を指す。オーステナイト系、つまり面心立方晶の結晶構造を持つ。鉄、クロム、ニッケル、モリブデンを含み、強度と耐錆性を持つ。

アロジン処理と陽極酸化処理は、アルミニウム表面のための2つの一般的な処理です。どちらも耐食性を向上させますが、その方法は異なります。陽極酸化は電気化学的処理で、金属上に厚く硬い非導電性の酸化皮膜を形成します。アロジンは、より薄く、導電性の層を形成する化学プロセスである。保護効果は高いが、金属の導電性は維持される。
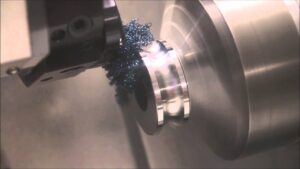
ハードターニングは、一般的に45HRC以上の高硬度の金属を成形する精密旋削加工である。このプロセスでは、CBN(立方晶窒化ホウ素)、セラミック、または超硬合金製の1点切削工具を使用する。その目的は、1回の加工で滑らかな表面を作り出し、厳しい公差を満たすことである。熱処理後の鋼部品に使用されることが多く、二次研削の必要がない。

リニッシングは、金属部品を平滑に磨き上げる表面仕上げ方法です。ベルトやディスクのような研磨工具を使ってバリや傷、溶接痕を取り除き、表面をよりきれいに、より均一に仕上げます。切断、溶接、成形の後に行われることが多く、塗装、コーティング、組み立てに備える。

スズは磁性金属ではない。標準的なスズは磁石に反応せず、磁石で引きつけることはできない。錫は「反磁性」物質として知られており、磁場に対して弱い反発力を生み出す。

201ステンレス鋼は、オーステナイト系ステンレス鋼の200シリーズの一部である。304よりもニッケル含有量が少ないが、それを補うためにマンガンと窒素が多く添加されている。この変更は、必要な強度と延性の多くを維持しながら、コストを下げるのに役立ちます。標準組成は、約16-18%のクロム、3.5-5.5%のマンガン、4-6%のニッケル、および少量の窒素と炭素を含む。

5754アルミニウムはアルミニウムとマグネシウムの合金です。約3%のマグネシウムを含み、強度と耐食性を高めます。この合金は熱処理ができないため、加熱ではなく冷間加工によって強度が増します。

黒鉛の密度は一定ではありません。種類、純度、製造方法によって変化する。これらの違いを理解することで、用途に合った黒鉛を選ぶことができます。
黒鉛の密度は通常、1立方センチメートル当たり1.5グラムから2.26グラムの間である。

ワイヤーフォーミングは、金属ワイヤーを曲げたり、ねじったり、切断したりして、特定の形状に成形するプロセスである。ワイヤーは、金型、プレス機、CNCマシンなどのツールを使って成形することができる。単純な部品にはフックやリングがある。複雑な形状には、スプリングクリップ、フレーム、医療用部品などがある。形状は、工具、方法、材料によって異なります。

室温(20℃前後)では、タングステンの標準密度は 19.25グラム/立方センチメートル(g/cm³)である。
これにより、タングステンの密度は鉛の約2倍、アルミニウムの約4倍となる。タングステンはほとんどの使用温度で安定しており、一般的な環境では密度が大きく変化することはありません。

いや、金は錆びない。金は貴金属です。つまり、空気や水、ほとんどの化学物質と反応しにくいのです。ですから、純金は通常の環境では錆びたり、腐食したり、変色したりしません。しかし、金の合金は、混ぜ合わせる金属によって異なる振る舞いをします。