ねじ穴は、多くの金属加工工程で重要な機能です。部品を組み立て、確実にフィットさせるために必要とされることが多い。しかし、多くのエンジニアや製造業者は、これらの穴を適切に作成することはまだ困難であると感じています。しかし、タップ穴とは一体何なのでしょうか?また、どのようにすれば効果的にタップ穴を開けることができるのでしょうか?
穴のタッピングは単純に見えるかもしれないが、正確さが要求される。間違った方法で行うと、不適切なフィットや弱い接続などの問題につながる可能性がある。このプロセスを詳しく説明します。
ねじ穴とは、ボルトやねじのようなねじ付きファスナーを受けるように設計された、内ねじが切られた穴のことである。穴の表面は、ファスナーのねじ山に合わせて切られており、ファスナーをしっかりと挿入して固定することができる。
タップ工具を使用して穴をタップすることで、ねじ山が形成され、ファスナーが穴をしっかりとつかむことができます。ねじ山がファスナーのサイズに合うようにするには、穴の深さと直径も重要です。
ナットやワッシャーのような余分な金具なしで部品を固定する信頼性の高い方法を提供します。ネジ穴は強力で安定した接続を提供し、組み立ても簡単です。ねじ切りは、組立時に部品を固定する際の加工工程をより効率的にします。
ねじ穴にはいくつかの種類があり、それぞれ特定の用途に適している。最も一般的なタイプは以下の通りである:
穴をタップする前に、精度と性能を確保するためにいくつかの要素を考慮する必要があります:
穴のタップ加工は、機械加工に欠かせない技術です。ここでは、タップ穴が正確で機能的であることを保証する正しい方法を、シンプルなステップ・バイ・ステップで説明します。
ドリル・ビットはタップ・サイズより小さくし、タップがねじ山を切るのに十分な材料を確保する。使用するタップを基にしたドリル・ビット・サイズ表をオンラインで見つけることができ、ドリル・ビットとタップのサイズを最適な結果に合わせるのに役立ちます。
タップは、ねじの形式や材質によって種類が異なります。例えば、メートルネジとインペリアル・ネジでは、専用のタップが必要になります。より複雑な素材には、高速度鋼(HSS)タップなど、より厳しい作業に対応するよう設計されたタップを使用します。
下穴は、ねじ山の出発点です。少しでもずれるとねじ切り工程に影響するため、正確でなければなりません。正しい深さと位置で穴をあけることで、タップが適切にねじ切りできるようになります。
タッピングを始める前に、穴とその周辺を清掃する。ゴミや バリ ドリルで穴をあけたときに残った油は、ネジ山の品質に影響することがあります。穴に切削油を塗るのも良いアイデアだ。
タップを下穴に挿入し、一定の圧力をかけながらゆっくりと回し始める。手でタッピングする場合は、タップ・レンチを使ってタップを回し、穴とタップの位置が合っていることを確認する。機械を使用する場合は、材料に適した速度と送り速度を設定する。
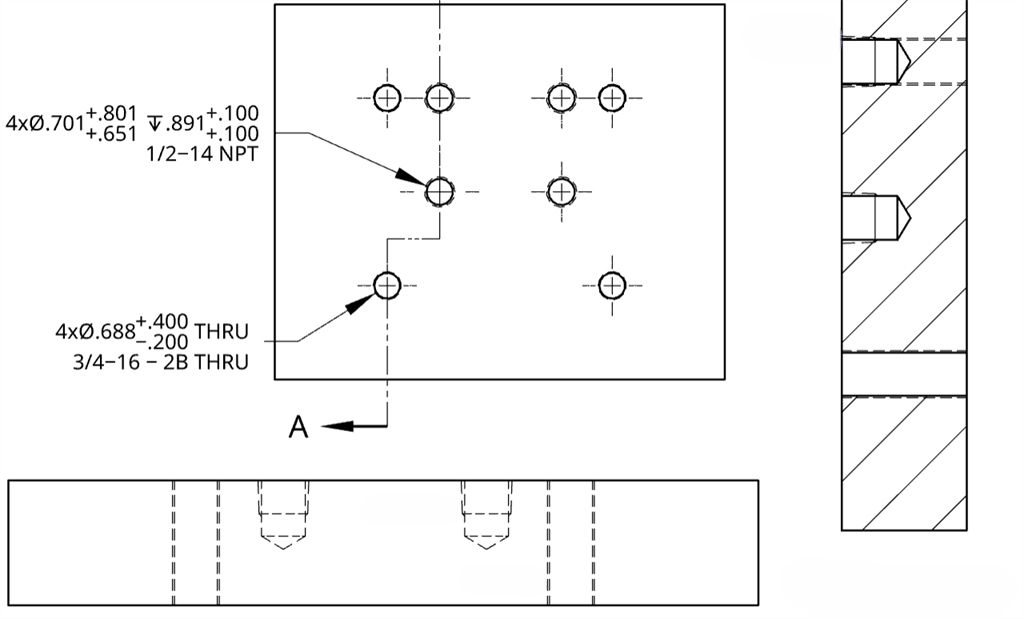
エンジニアリングの図面や設計図では、ねじ穴の吹き出し記号は、穴のサイズ、タイプ、ねじ切り仕様に関する重要な情報を提供します。これらの記号は、製造工程に関わるすべての人が要件を理解し、正確にねじ穴を作成することを保証します。
タップ穴の典型的なコールアウトには、以下の構成要素が含まれる:
タップ穴のコールアウトの例は次のようになる:
タップ穴は、機械加工や組立工程でいくつかの重要な利点を提供します。以下は、タップ穴を使用する主な利点の一部です:
タップ穴は、ネジ、ボルト、または その他のファスナー を使用して部品にしっかりと固定します。これにより、部品は所定の位置に保持され、緩むことなく組み立てや分解が可能になる。
ねじ穴にファスナーを入れると、強力な接続が形成される。内ねじは、通常の穴とファスナーよりも優れたグリップを提供します。
タップ穴は、ナットやワッシャーのような余分な金具の必要性をなくし、全体的な製造コストを下げる。また アセンブリ というのも、別個の締め付け部品が必要ないからだ。
タップ穴は高精度で加工できるため、部品間の一貫性が保たれます。これは、大量生産や厳しい公差が要求される場合に重要です。
タップ穴は、部品やコンポーネントを固定する信頼性の高さから、さまざまな業界で広く使用されています。ここでは、タップ穴が重要な役割を果たす主な業界をいくつかご紹介します。
これらの穴は、一般的にエンジンマウント、ボディパネル、およびサスペンションコンポーネントを取り付けます。ねじ穴にファスナーを使用することで、部品が確実に接続されると同時に、メンテナンスや修理のための分解が容易になります。
航空機や宇宙船では、高い応力、圧力、温度変化などの過酷な条件に耐えるため、部品を確実に固定する必要がある。タップ穴は、エンジン・アセンブリ、着陸装置、胴体、内装品に使用されます。
テープ穴は、電子機器や電気アセンブリにおいて、部品の取り付け、回路基板の固定、コネクターや配線の取り付けに使用される。また 電気機器のエンクロージャー内部パーツを所定の位置に固定できる。
ねじ穴とテーパー穴は、どちらも機械加工や製造に使われる穴の一種ですが、その目的は大きく異なり、それぞれ異なる特徴を持っています。ここでは、両者の主な違いを説明する。
あ タップ穴 とは、タップと呼ばれる工具を使用して作られた内部ねじ山を持つ穴のことである。このねじ山は、ねじやボルトに適合するように設計されており、ファスナーを確実に挿入して締め付けることができる。タップ穴は通常、2つ以上の部品を取り付ける際に使用される。
主な特徴
あ テーパーホール 一方の端から他方の端に向かって徐々に細くなり、多くの場合、特定の角度になります。主に、テーパーピンやある種のベアリングの取り付けなど、円錐形の穴に部品をはめ込む必要がある用途に使用される。穴の形状が細くなっているため、挿入された部品が希望のサイズまで細くなるにつれて、ぴったりと正確にフィットするようになります。
ねじ穴は、機械加工や製造に不可欠であり、部品を固定するための信頼性の高い確実な方法を提供します。ねじ穴は、ねじ、ボルト、その他のファスナーがしっかりとはまるように内ねじで設計されており、強力で耐久性のある接続を保証します。ねじ穴の加工工程や要因を理解することで、より高品質で効率的な生産が可能になります。
次のプロジェクトで高品質のタップ穴ソリューションをお探しでしたら、ご遠慮なくお問い合わせください! お問い合わせ お客様の製造ニーズにどのようにお応えできるか、今すぐお問い合わせください。
その他のリソース
蛇口の種類 – 出典:サンドビック
タッピングに適した材料の選択 – 出典: リーガル
過去10年間、私はさまざまな形態の板金加工に没頭し、さまざまなワークショップでの経験から得たクールな洞察をここで共有してきた。
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。
1営業日以内にご連絡いたします。接尾辞が"@goodsheetmetal.com "のメールにご注意ください。