電気自動車(EV)とエネルギー貯蔵システム(ESS)の急速な台頭は、産業界が熱管理についてどのように考えているかを再構築している。バッテリーのエネルギー密度が上昇を続ける中、温度を正確に制御する能力は、バッテリーの信頼性と寿命を決定する要素となっています。
様々な冷却方法の中で、シートメタル・バッテリー・クーリング・プレートは高性能パックの主要なソリューションとして浮上してきた。優れた熱伝導性、軽量構造、費用対効果の高い拡張性を兼ね備えている。
この記事では、シートメタル・バッテリー・クーリング・プレートがどのように設計され、製造され、一体化されているのか、そしてなぜそれが次世代のバッテリー革新に不可欠なのかを探る。
バッテリー冷却プレートとは?
バッテリー冷却プレートは、バッテリーセルから熱を奪い、流れる冷却液(通常は水とグリコールの混合液)に熱を移動させるように設計された精密工学に基づく金属部品です。バッテリーパック内で熱橋と機械的支持の両方の役割を果たします。
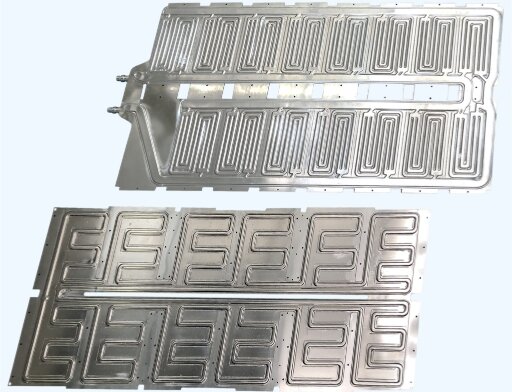
ほとんどの設計は、通常1~3mm厚の2枚の薄いアルミニウムまたは銅板を溶接またはろう付けし、密閉された流路を形成するものです。冷却水はこの流路を循環し、バッテリーセルから均等に熱を吸収し、パック全体を最適な温度範囲(通常は20℃~40℃)に維持します。
冷却プレートには4つの重要な役割がある:
- 均一な温度を保つ バランスが崩れるのを防ぐために、すべての細胞にわたって。
- サイクル寿命の延長 熱応力とホットスポットを避けることによって。
- 出力向上 急速充電中または高負荷状態。
- 安全性の向上熱暴走のリスクを低減する。
1mmのアルミニウム・プレートは空気よりも20倍速く熱を伝え、急速充電中でも即座に安定した冷却を提供する。
バッテリーの熱管理における冷却板の役割
効率的な設計は、適切な材料と内部構造を選択することから始まります。金属の種類、表面処理、流路形状の組み合わせによって、冷却プレートの性能と耐久性が決まります。
バッテリー発熱のメカニズム
運転中、リチウムイオン電池はオーミック抵抗と電気化学反応によって電気エネルギーを熱に変換する。典型的な50kWhのEVパックを2Cの放電レートで作動させると、1.5~2kWの熱が連続的に発生する。この熱が放散されない場合、局所的な温度は60℃を超え、電解液の劣化、リチウムめっき、不可逆的な容量損失を引き起こす可能性がある。
板金冷却プレートは、持続的な負荷がかかっても温度上昇を5℃以下に抑えるように設計されています。この狭い温度ウィンドウを維持することで、エンジニアはパック寿命を最大30 %延長し、故障率を低減し、数千サイクルにわたって安定したエネルギー出力を確保することができます。
なぜ熱均一性が重要なのか?
真の課題は、単に熱を除去することではなく、熱を均一に除去することである。セル間の不均一な温度は性能ドリフトを生み、経年劣化を加速させる。研究によると、モジュールの温度変化が±5 °Cから±2 °Cに低下すると、パックの使用可能寿命は25~30 %近く延びる。
均一な熱除去はまた、充電の安定性と充電状態(SOC)の精度を向上させます。BMSは、セルのバランスを正しくとるために一貫した熱データに依存しているからです。このように、冷却プレートは単なる部品ではなく、エネルギーバランスのための精密ツールなのです。
空冷と液冷:効率の差
空冷はシンプルだが限界がある。空気は熱伝導率が低い(≒0.026W/m・K)ため、熱伝導が制限され、高密度または高出力のパックには適さない。対照的に、水とグリコールの混合液(≒0.6 W/m・K)による液冷は、20倍以上の効率を提供し、急速充電や連続高負荷条件下でも安定した温度制御を実現する。
| 冷却方法 | 熱伝導率 (W/m-K) | 典型的な温度勾配 (°C) | 理想的なアプリケーション |
|---|---|---|---|
| 空冷 | 0.026 | 10-20 | 低消費電力またはハイブリッド・システム |
| 液体冷却 | 0.6 | 2-5 | EV、ESS、高密度モジュール |
最新のEVでは、液冷式シートメタル・プレートが標準となっている。これは、高い均一性、耐久性、モジュール式の拡張性をリーズナブルなコストで実現できるからだ。
シートメタルクーリングプレートの技術的優位性
シートメタルには、構造上および製造上の利点がいくつかある:
- 軽量構造 剛性を維持したまま車両重量を減らす。
- 高い表面積/体積比 熱伝達を改善する。
- 柔軟な設計オプション サーペンタイン、パラレル、ピンフィンチャンネルレイアウトが可能。
- スケーラブルな生産 は、プロトタイプと大量生産の両方のニーズに適合します。
板金冷却板の材料と構造設計
効率的な設計は、適切な材料と内部構造を選択することから始まります。金属の種類、表面処理、流路形状の組み合わせによって、冷却プレートの性能と耐久性が決まります。
一般的な使用金属
金属の選択は、冷却プレートがいかに効率よく熱を伝え、長期的なストレスに耐えるかを直接決定します。アルミニウムと銅は、導電性、重量、コストの間で独自のトレードオフを提供し、依然として2つの支配的な材料です。
| 素材 | 熱伝導率 (W/m-K) | 密度 (g/cm³) | コスト指数 | 耐腐食性 | 代表的なアプリケーション |
|---|---|---|---|---|---|
| アルミニウム(3003、6061) | 180-210 | 2.7 | ★★☆ | 高い | EVバッテリープレート、エネルギー貯蔵システム |
| 銅 | 385-400 | 8.9 | ★★★ | ミディアム | 高性能またはコンパクトなモジュール |
| ステンレススチール(304) | 15-25 | 7.9 | ★☆☆ | 素晴らしい | 海洋または腐食性環境 |
アルミニウムがEV冷却システムの主流を占めているのは、軽量で耐食性に優れ、費用対効果の高い成形が可能だからです。銅は熱伝導率がほぼ2倍になる一方で、より重く、より高価であるため、主に高熱流束やスペースの制約から極端な性能が要求される場合に使用されます。
表面処理と腐食保護
冷却プレートはグリコール系クーラントと絶えず接触するため、内部漏れや粒子汚染を防ぐには腐食保護が重要です。最も効果的な表面処理は、化学的安定性とサーマルインターフェイス材料(TIM)の接着適合性を兼ね備えています。
一般的な治療には以下のようなものがある:
- 陽極酸化処理: アルミニウム上に硬い酸化皮膜を形成し、耐食性と熱拡散性を高める。
- ニッケルまたはクロメートめっき: 異種金属と組み合わせた場合に、電解腐食から保護するバリア層を追加する。
- エポキシまたは不動態化コーティング: 極端な湿度や海洋用途で使用され、さらに保護される。
アルマイト板は、塩水噴霧に1,000時間さらされた後でも95%以上の熱伝導率を維持し、未処理の板をはるかに上回ることが試験で示されています。コーティングは耐用年数を延ばすだけでなく、クーラントの純度を向上させ、長期的なメンテナンスコストを削減します。
流路とプレート構造の設計
内部流路形状は、クーラントがプレート全体の熱をいかに効果的に吸収・分散させるかを決定します。設計者は、数値流体力学(CFD)シミュレーションを使用して、温度均一性、圧力損失、冷却水速度のバランスを最適化します。
蛇行流路
- 表面を完全にカバーする単一の連続パス。
- 優れた熱均一性が得られるが、圧力損失が高くなる。
- 急速充電サイクルの小型EVモジュールやバッテリーパックに最適。
平行流路
- 複数の流路があるため、圧力損失が低く、流量が速い。
- よりシンプルな製造と拡張性。
- 流量分布が不均一にならないよう、慎重にバランスを取る必要がある。
ピンフィンまたはディンプル構造
- 流路内の小さな3D突起が乱流を増加させ、熱伝達を促進する。 10-15%.
- 通常、ハイドロフォーミングまたはCNCエンボスによって成形される。
- 表面積が重要な高電力密度用途に最適。
EVアプリケーションでは、目標流量は通常モジュールあたり2~4L/minで、入口と出口間の温度上昇は3℃未満です。また、CFD解析により、圧力損失が20 kPa以下に保たれ、均一な冷却を実現しながらポンプのエネルギー消費を最小限に抑えることができます。
設計パラメータと厚さの最適化
冷却プレートは通常、厚さ1.0~3.0mmの2枚のシートから作られている。薄いプレートは熱伝導に優れるが圧力で変形する危険性があり、厚いプレートは剛性を高めるが重量が増す。
エンジニアは有限要素解析(FEA)を使用して、多くの場合0.3 MPaまでの内圧荷重をシミュレーションし、補強リブや溶接間隔の調整が必要な箇所を特定します。
最適化されたプレートで達成される:
- 平坦度公差: 0.05mm以内
- 破裂圧力: 1MPa以上
- 熱抵抗: 0.20℃/W以下
この精度により、10,000回以上の圧力サイクル後でもプレートが平らで漏れのない状態が保たれ、シーリングの完全性が譲れない高電圧バッテリー・モジュールにとって非常に重要です。
製造公差と表面平坦度
効果的な熱伝導は、表面の平坦度と流路形状の厳密な制御に依存しています。小さな凹凸でさえ、熱抵抗を増大させ、効率を低下させます。
ベストプラクティスには以下が含まれる:
- 溶接時に精密クランプを使用し、平坦度を±0.05mm以内に制御。
- 入熱と冷却速度の制御により、溶接ビードの歪みを最小化。
- 微細なエアギャップを埋めるために、ギャップフィラーやパッドのようなサーマルインターフェイス材料(TIM)を適用する。
表面の平坦度を0.10mmから0.05mmに改善することで、界面抵抗を25%近く低減し、全体的な温度均一性を高めることができる。
板金冷却板の製造工程
デジタル設計を、耐久性、漏れ防止、熱効率の高い冷却プレートに変換するには、あらゆる段階で精度が要求されます。シート成形から溶接まで、各工程で形状を維持し、歪みを防ぎ、何千ものユニットで一貫した性能を確保する必要があります。
成形とチャンネル作成
この工程は、通常厚さ1~3mmのアルミニウムまたは銅の2枚の板から始まる。生産量やデザインの複雑さに応じて、メーカーはいくつかの成形方法を使用します:
精密スタンピング
- 大量生産に最適です。
- 水深と水路の曲率を一定に保つ ±0.1 mm 許容範囲だ。
- シンプルなサーペンタインやパラレルフローのレイアウトに最適。
CNC加工
- プロトタイピングや少量生産に適しています。
- 最大深さのチャンネルで設計の柔軟性が広がります。 3 mm と複雑な形状を持つ。
- 初期段階での検証や設計のカスタマイズのための高い再現性を確保します。
ハイドロフォーミング
- 高圧流体を使用して、シート全体に等間隔に溝を形成する。
- 残留応力を低減し、クーラントの流れを良くするために滑らかな内面を実現。
- コンパクトで高密度のプレートを必要とするEV用途に適している。
接合とシーリング工程
チャネル層が形成されると、2枚のシートが接合され、密閉された内部ネットワークが形成される。接合工程の選択は、熱効率、重量、製造コストに影響する。
| プロセス | 特徴 | メリット | 典型的な使用例 |
|---|---|---|---|
| レーザー溶接 | 集束ビームを使用して、あらかじめ定義された継ぎ目に沿ってシートを溶融・融着する。 | 高精度、最小限の歪み、きれいな継ぎ目。 | 薄いアルミニウムまたは銅板。 |
| 摩擦攪拌接合 (FSW) | 融点以下で機械的攪拌によりシートを接合する。 | 強力なジョイント、フィラーなし、最小限のポロシティ。 | 高圧システムと構造用プレート。 |
| 真空ろう付け | 真空炉で溶加材を使ってシートを溶断する。 | 優れたシール性と導電性、酸化なし。 | 複雑なマルチチャンネル・プレート。 |
| TIG/MIG溶接 | 手動または半自動アーク溶接。 | プロトタイプや修理にも柔軟に対応。 | 少量生産。 |
そのうちのひとつだ、 レーザー溶接 は、その精度と速度の組み合わせにより、圧倒的な強さを誇っている。0.4~0.8mmのレーザーシーム幅は、高い平坦度を維持し、1MPa以上の内部圧力に耐えることができる。
FSWは、従来の溶接に比べ、溶加材を使用せず、疲労寿命が30%高い継手を作ることができるため、構造用途でも人気が高まっている。
リークテストと品質検証
接合後、各冷却プレートは厳格なリークテストと強度テストを受け、実運用での信頼性を確保する。
ヘリウム漏れ検知
- 質量分析を用いて1×10-⁶ mbar-L/sの微小リークを検出します。
- 100%の密閉性を必要とするEVグレードのプレートに使用。
空気圧と水没テスト
- プレートを空気で満たし、0.3~0.5MPaの水中に沈め、目に見える気泡の有無を確認する。
- 本番レベルのチェックにはシンプルで効果的。
圧力サイクルと破裂試験
- 作動圧力下での連続的な加熱と冷却をシミュレートします。
- 標準的な試験では、10,000回の圧力サイクルと1.2MPa以上の破裂圧力がかかる。
すべてのテストに合格したプレートは、洗浄、乾燥され、完全なトレーサビリティのためにシリアル番号が付けられ、ISO 9001および自動車PPAP文書化規格への準拠が保証されます。
結論
板金冷却プレートは、単純な熱交換器から統合型熱管理モジュールへと進化した。その軽量構造、製造可能性、温度均一性を維持する能力は、最新のEVおよびESSシステムに不可欠なものとなっている。
バッテリー冷却システムの最適化Shengenのエンジニアリングチームは、プロトタイプの検証から大量生産まで、カスタム板金バッテリー冷却プレートの製造を専門としています。 CADファイルをアップロードするか、当社のエンジニアにお問い合わせください。 EVまたはエネルギー貯蔵プロジェクトについてご相談ください。

ケビン・リー
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。



