円形振れ取りと総振れ取りのコアの違い
円形振れ取りと総振れ取りは似ているように見えますが、部品の異なる特徴を制御します。これらの違いを理解することで、設計や検査に適した制御を選択することができます。
測定範囲と測定面
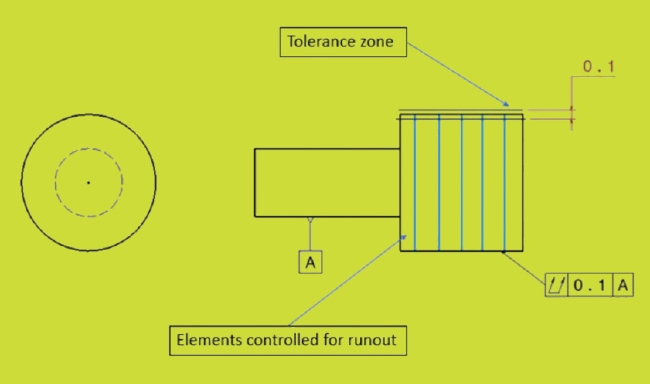
円形振れは一度に一つの断面を測定する。断面間の表面形状は考慮しない。測定は特定の点でのみ行われます。
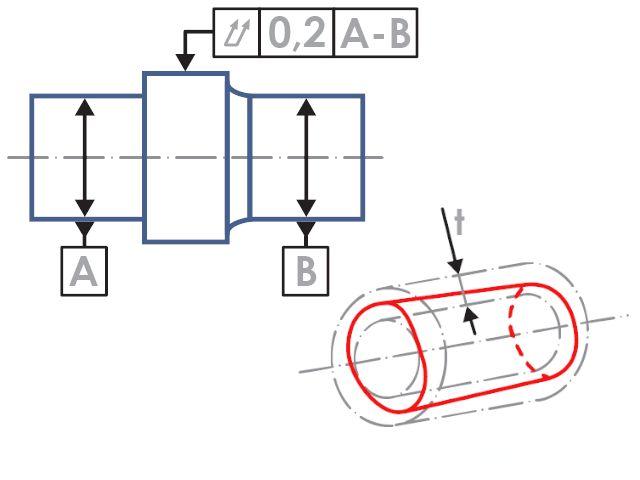
全振れ:部品の長さに沿って表面全体を測定する。これには真円度、真直度、テーパー、うねりが含まれます。これにより、孤立した箇所をチェックするのではなく、完全な表面制御が可能になります。
部品機能への影響
円形振れ(Circular runout)とは、所定の位置で部品の真円度を保つこと。ぐらつきは抑えられるが、テーパーや反りを抑えることはできない。
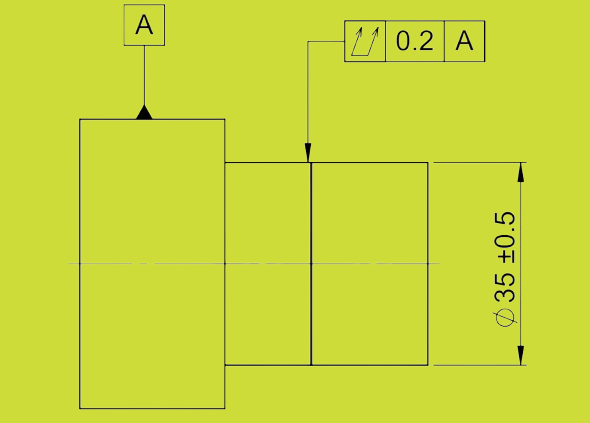
全振れは、回転中、部品が全長にわたって真直であることを保証します。表面全体にわたる振れの問題を防止し、騒音、摩耗、漏れのリスクを低減します。サーフェス上のすべてのポイントが基準面に密着している必要がある場合は、総振れを使用してください。
検査方法とツール
どちらのコントロールも、ダイヤルインジケーターと回転治具を使用します。円形振れ取りでは、部品が回転している間、インジケータは一箇所に固定されます。インジケータは、部品が回転するにつれて表面に沿って移動し、全長にわたるばらつきを記録します。
どちらの方法も安定した フィクスチャリング.部品は基準軸を中心に正確に回転しなければならない。Vブロック、センター、または旋盤は、それを安定させるのに役立ちます。
許容範囲の違い
トレランスゾーンは、円形振れの各測定断面における2Dの円である。回転中、サーフェスはこの円内に留まらなければならない。
公差ゾーンは、全振れ長さをカバーする3次元円筒形バンドである。サーフェスはすべての点でこの範囲内に収まっていなければなりません。
トータル・ランアウト・ゾーンは、長さに沿ったすべてのばらつきを含むため、より制限的である。このため、総振れ幅はより厳しく、より包括的な管理となっている。
振れ精度に影響する要因
振れの測定値は、部品の持ち方、使用する機械、環境によって変化します。正確な結果を得るためには、検査中にこれらの要因をコントロールする必要があります。
ワークの取り付けとクランプのエラー
パーツの中心がずれていたり、クランプが均等でない場合、振れ値がずれてしまいます。柔らかいジョー、不均一な圧力、または汚れた接触面は、パーツをわずかにずらすことがあります。
わずかなズレでも、大きな読み取り値の変化を引き起こします。常に正確な治具を使用して部品を取り付けてください。誤測定を減らすために、取り付け面をきれいにし、繰り返し可能なセットアップを使用してください。
工作機械の主軸精度
機械のスピンドルはスムーズに回転しなければならない。スピンドルがぐらついたり摩耗したりすると、余計な振れが生じます。これでは、誤差が部品に起因するものなのか、機械に起因するものなのかを見分けることが難しくなります。
部品をテストする前にスピンドルの精度を確認してください。機械の安定性を確認するには、基準ゲージまたはマスター部品を使用してください。
表面仕上げと欠陥
粗い表面または バリ ダイヤル・インジケータの接触に影響を与えます。バンプやディップがあると、読み取り値に誤ったピークが生じることがあります。
測定前に表面をきれいにする。バリ、サビ、欠けを取り除く。細かい傷を平均化するため、粗い部品には接触先端の大きいプローブを使用する。
温度や振動などの環境要因
室温の変化は部品を膨張させたり収縮させたりする。数度の変化でも表面は変化する。
近くの機械からの振動が試験装置を揺らすことがある。これは測定値にノイズを加えます。安定したテーブルを使用し、静かな場所で試験を行ってください。試験前に部品を室温に戻してください。
図面上で振れを指定するためのベストプラクティス
明確で実用的な振れ取りは、部品の不良を減らし、コストを下げ、生産効率を向上させます。以下のヒントは、より良い結果を達成するのに役立ちます。
アプリケーションに適した公差の選択
特定の部分の真円度だけで十分な場合は、円形振れをお選びください。単純なシャフト、ベアリングシート、ブレーキディスクなどに有効です。
面全体を平滑に保つ必要がある場合は、全振れを使用します。長いシャフト、スピンドル、タイトなシールフィットの部品に適しています。
公差の種類を部品の機能に合わせる。円形振れで十分な場合は、総振れを使用しない。そうすることで、余分な作業とコストを省くことができます。
過度に厳しい公差を避ける
公差が厳しすぎると製造コストが上昇し、生産が遅れる可能性がある。極端な要求を満たすためには、より高精度の設備や、より長いセットアップ時間が必要になることもあります。
現実的な値から始める。類似部品やテストサンプルを見て、必要な公差を確認する。0.05mmで問題がなければ、0.01mmを指定する必要はありません。
サプライヤーおよび検査官とのコミュニケーション
図面に注記を加え、検査方法や測定場所を説明する。測定結果に影響する場合は、ゲージポイント、表面仕上げの要件、部品の向きを含める。
図面を確定する前に、サプライヤーと公差について話し合う。サプライヤが要件を満たし、測定するためのツールとプロセスを持っていることを確認してください。
2Dと3Dの両方のCADファイルを共有し、早期にフィードバックを求めましょう。こうすることで、遅れを防ぎ、誤解を減らし、部品が図面と実際の性能のニーズを満たすようにします。
結論
円形振れは、単一断面での真円度をチェックします。総振れは、長さ方向の表面全体を管理します。円形振れ取りはより簡単で、特定の箇所のぐらつきをチェックするのに適している。総合振れ取りはより厳しく、高精度の回転部品に適しています。GD&Tでは、部品の機能や検査の必要性に応じて、それぞれに適した方法があります。
厳しい振れ公差の専門家によるサポートや、お客様の仕様を正確に満たす部品をお探しですか? 今すぐご連絡ください。 私たちのチームは、お客様のプロジェクトに最適なソリューションを見つけるお手伝いをいたします。