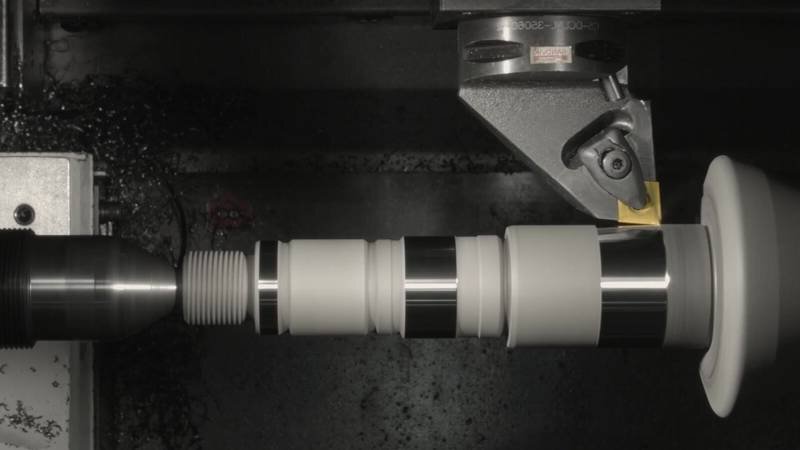
ハードターンの利点
ハードターニングは、特定の部品や生産目標に対して真の利点を提供します。ここでは、より多くのメーカーがこの方法に切り替えている理由を説明します。
研磨の必要性をなくす
ハードターニングは、多くの部品、特に丸い形状の部品において、研削に取って代わることができる。これにより、2台目の機械やセットアップの必要性がなくなり、店舗は旋盤上で直接、1回の作業で部品を仕上げることができます。
コスト効率
ハードターニングは、いくつかの方法で生産コストを削減します。工具は砥石より安いことが多く、機械は汎用性が高く、研削には特別なオペレーターやクーラントシステムは必要ありません。
セットアップの迅速化とリードタイムの短縮
CNC旋盤での工具やプログラムの変更は素早く行われるため、短納期や頻繁な部品交換に適した旋盤加工を行うことは難しい。ハードターニング工場では、1つの部品から別の部品への切り替えを、長時間遅れることなく行うことができる。
強化された寸法管理
CNC旋盤は、位置、速度、送りを精密に制御し、より厳しい公差と優れた繰返し精度を実現します。工具の摩耗は、プログラミングによって追跡または補正することができ、バッチ全体で一貫した部品サイズを維持するのに役立ちます。
ハードターニングの用途
ハードターニングは、高精度、厳しい公差、丈夫な材料を必要とする多くの産業で使用されています。滑らかな仕上げを必要とする熱処理部品に最適です。
航空宇宙部品
ハードターニングは、シャフト、ベアリング表面、ランディングギアピンなどの高強度鋼部品の仕上げに使用されます。これらの部品は、応力や摩耗に対応する必要があるため、ハードターニングに適しています。
自動車産業
自動車メーカーは、ギア、シャフト、トランスミッション部品、ベアリングレースを製造するためにハードターニングを使用しています。これらの部品はしばしば焼き入れされ、厳しい寸法と表面仕上げの仕様を満たさなければならない。
金型産業
金型ベース、中子、インサートは、硬化工具鋼から作られることが多い。ハードターニングは、熱処理後にこれらの部品を成形します。これにより、加工後のヒートサイクルによる歪みを避けることができます。
一般エンジニアリング
硬質旋盤加工は、焼入れ部品の小ロットから中ロットまでを扱うあらゆるショップに適しています。油圧部品、ツールホルダー、スピンドルなどに使用される。
課題と限界
ハードターニングは決定的だが、完璧ではない。それでも研削が必要な仕事もあるし、この方法には難易度が高すぎたり、繊細すぎたりする部品もある。
表面の完全性とマイクロクラック
ハードターニングは、工具とワークの接触点に熱を発生させる。この熱を制御しないと、表面近くに小さな亀裂が生じることがある。この微小クラックは目には見えないが、部品の早期破損につながる可能性がある。
一部の材料、特に工具鋼はこのような問題が発生しやすい。お店は切削条件を監視し、表面を清潔に保ち、ストレスを与えないようにしなければなりません。
工具摩耗とプロセスモニタリング
CBN工具やセラミック工具は丈夫だが、使い方を誤ると摩耗が早い。切りくずのコントロールが悪かったり、熱を持ちすぎたり、機械が不安定だったりすると、工具の寿命が短くなります。
研削砥石とは異なり、複雑な旋削工具は摩耗しても視覚的な兆候を示さない。工場は工具の使用状況を注意深く追跡する必要があります。健全な監視システムがなければ、オペレーターが気づく前に部品の品質が低下する可能性があります。
すべての公差や材料に適しているわけではありません。
ハードターニングは、丸みのある左右対称の部品で、公差が中程度のものに最適です。2ミクロン以下の非常に厳しい公差には、やはり研削加工が適しています。
また、タングステン・カーバイド、高靭性ステンレス鋼、真鍮やアルミニウムのような軟質金属など、一部の素材ではうまく機能しない。これらの材料には、異なるプロセスや工具の種類が必要です。
ハードターニングとグラインディング:どちらを選ぶべきか
ハードターニングとグラインディングはどちらも硬化した部品を仕上げるが、その働きは異なる。それぞれに強みがあります。どの工程をいつ使うかを知ることは、効率と結果の向上に役立ちます。
材料除去率
ハードターニングは、研削よりも1パスあたりの加工量が多い。荒削りや中仕上げの加工では、ハードターニングの方が速い。研削加工は時間がかかるが、超微細仕上げではより安定している。
スピードとそこそこの仕上がりが目的なら、ハードターニングの勝ち。超精密が目的なら、研削加工がより信頼できる。
表面品質と公差
研削加工は、多くの場合Ra 0.2 µm以下の優れた表面仕上げと、より厳しい公差を実現します。ベアリングレースやバルブ部品のような高精度部品に最適です。
ハードターニングは、場合によってはこれらのレベルに匹敵するが、常にそうとは限らない。ハードターニングの表面仕上げは、セットアップと材料によって、Ra 0.2~0.4μmです。
エネルギーとコストの比較
ハードターニングは、少ないパワーと少ないステップで加工できます。特殊な砥石やドレッシングツール、クーラントシステムも必要ありません。機械はより柔軟性があり、多くの場合、運転コストも少なくて済む。
研削加工は、特にクーラント・システムや複数回のパスにより、より多くのエネルギーを使用する。しかし、場合によっては、超微細な公差と表面の完全性のために、余分なコストをかける価値があります。
それぞれの理想的な使用例
ハードターニングは、スピード、段取り時間、柔軟性が重要な小~中ロットに最適です。シャフト、ギア、硬化ブッシュに適しています。
研削加工は、高精度が要求され、公差が厳しく、表面が重要な部品に適しています。ハードターニング後の仕上げによく使用される。
結論
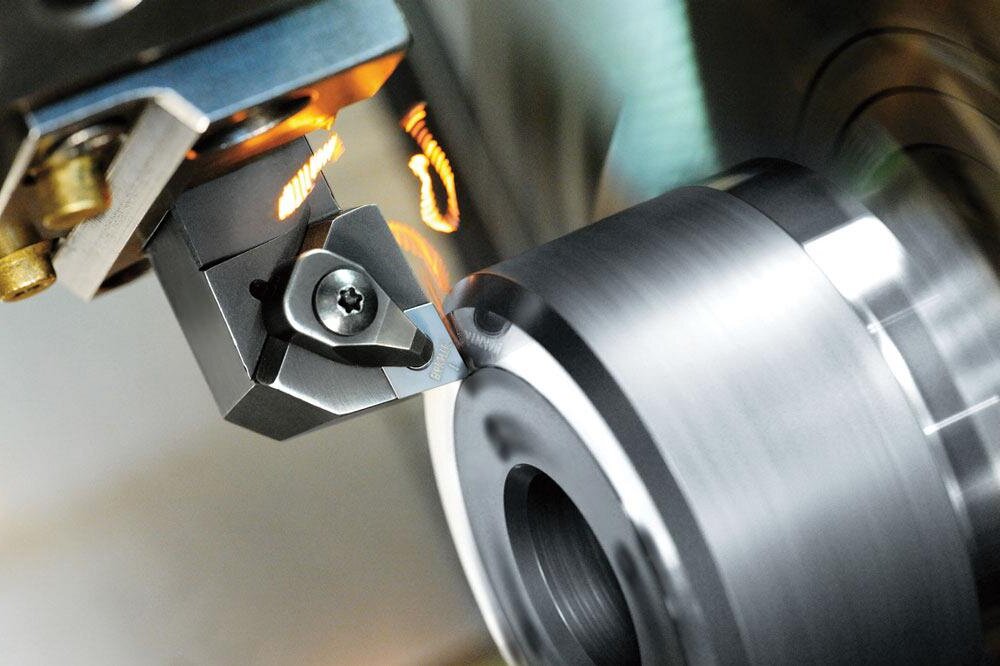
ハードターニングは、1点切削工具を使用して硬化鋼から材料を除去する加工方法で、多くの場合、研削に取って代わる。硬度45HRC以上の部品に適している。この加工法は、特に中小規模の生産において、スピード、コスト削減、柔軟性を提供する。
精密機械加工や焼き入れされた金属部品でお困りですか? チームへのお問い合わせ オーダーメイドのお見積もりと専門家によるサポートをご利用ください。