硬い素材の超精密カットに苦労していませんか?厳しい公差を満たせない従来の方法に不満を感じていますか?ワイヤ放電加工がその解決策を提供します。この高度な加工プロセスは、複雑な設計や困難な材料に対して比類のない精度を提供することで、産業に革命をもたらします。
この革新的な技術によって製造工程がどのように改善されるかをお知りになりたいですか?ワイヤー放電加工機の利点と応用についてお読みください。
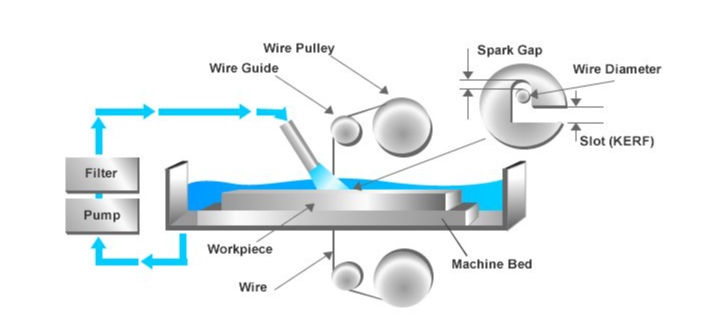
ワイヤー放電加工は特殊な放電プロセスです。ワイヤー放電加工は、制御された電気火花によって導電性金属を切断するために、細い帯電ワイヤーを使用します。このプロセスでは、被加工物を脱イオン水に浸し、ワイヤーが直接接触することなく正確な切断を行います。
この非接触アプローチにより、熱処理なしでプリハードン材の複雑な成形が可能になる。
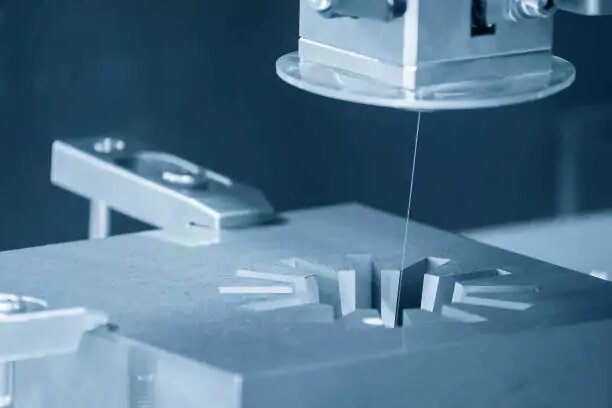
ワイヤー放電加工は、放電を利用して材料を除去する精密加工プロセスです。この魅力的なプロセスがどのように機能するのかを説明しよう。
ワイヤー放電加工では、一般的に真鍮でできた細いワイヤーを切断する材料に通します。ワイヤーは電気を帯びており、プログラムされた経路を進むにつれて、一連の火花を発生させます。この火花は非常に高温であるため、材料の小さな部分を溶かして蒸発させ、正確な切断を行います。
ワイヤーEDMマシンは複雑で、高精度のカットを実現するために、いくつかの主要部品が調和して動作することに依存しています。ここでは、ワイヤ放電加工機を構成する重要な部品を紹介します。
ワイヤ放電加工機の心臓部はCNCシステムであり、ワイヤの動きと機械全体の動作を指示します。CNCシステムは設計とプログラミングを解釈し、ワイヤーを極めて正確にガイドします。
ワイヤー放電加工機の電源は、材料を侵食する放電を発生させる役割を担っています。電源はワイヤーに電気エネルギーのパルスを送り、火花を発生させてワークピースの小さな部分を溶かします。
一般的に真鍮または銅で作られたワイヤーは、放電が通過する電極として機能し、材料を切断する。ワイヤーは非常に細く、通常は直径0.1~0.3mmで、被加工物の中を連続的に移動する。
誘電媒体は、多くの場合、特別に調合されたオイルまたは脱イオン水であり、ワイヤーと加工物の周辺を冷却し、洗浄するために使用されます。誘電体液は、ワイヤーと加工物間のアーク放電を防ぎ、切断プロセスを安定させ、火花によって生じた破片を運び去ります。
電極は、穴や複雑な輪郭の形成など、特定の形状を形成するために使用することができます。これらの電極は、被加工物に電気を通し、材料除去に必要な放電を発生させることで機能します。
ワイヤ放電加工と従来型放電加工は、同じ放電加工プロセスの仲間ですが、その性能と応用に影響する重要な点が異なります。いくつかの重要な側面から、両者の比較を探ってみましょう。
ワイヤ放電加工では、ダイヤモンド・ガイドの間を連続的に移動する細い金属ワイヤを使用するが、従来の放電加工では、グラファイトや銅のような導電性材料から作られた固体電極を使用する。
従来のEDM電極は、希望するキャビティ形状に合わせてあらかじめ成形する必要があったが、ワイヤー電極はより精密な切断や複雑なパターンを可能にする。
ワイヤーEDMは、カスタムツーリングや電極成形が不要なため、セットアップと生産時間が短縮されます。従来のEDMでは、加工を開始する前に特別に形成された電極が必要で、全体的な加工時間が長くなります。
精密さに関しては、ワイヤーEDMは優れています。ワイヤーの連続的な動きにより、公差0.002mm、あるいはそれ以下の極めて正確なカットが可能になり、非常に複雑なデザインに最適です。
従来型の放電加工機も同様に高い精度を達成することができるが、一般的にワイヤー放電加工機に比べて精度が劣り、特に細部や複雑なカットを行う場合にはその傾向が強い。
ワイヤーEDM加工は、特に精度と汎用性の面で多くの利点を提供します。しかし、どのような製造プロセスにも限界があります。ここでは、機械加工のニーズにワイヤーEDMを使用することの長所と短所について説明します。
ワイヤ放電加工は、ある種の材料の切断に特に効果的です。強靭な材料を扱うことができるため、高い精度が要求される産業で好んで使用されています。ここでは、EDMに最も適した材料と、それを選択する際に考慮すべき要素を探ってみましょう。
ワイヤー放電加工では、放電を利用して切断するため、導電性の材料が必要です。EDMに適した一般的な材料には、以下のようなものがあります:
放電加工用の材料を選ぶ際、被加工物のサイズと厚さは考慮すべき重要な要素である:
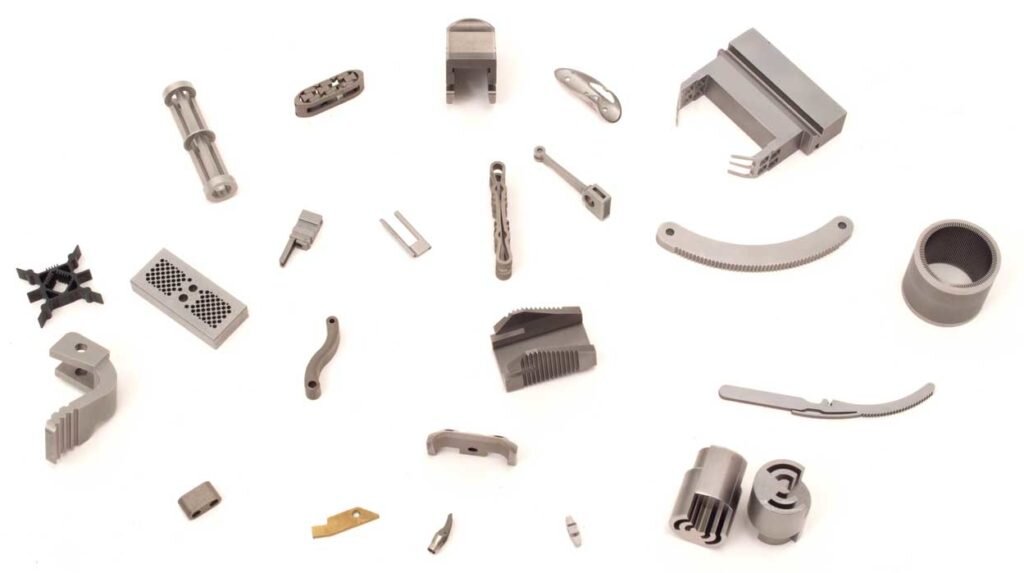
ワイヤーEDMは、高精度を達成し、強靭な材料を切断する能力があるため、さまざまな産業で貴重なツールとなっています。ワイヤーEDMが主要な分野でどのように応用されているかを見てみましょう。
ワイヤ放電加工機を使用する場合、プロセスの有効性と精度に影響を与えるいくつかの重要な要素があります。これらの要素に適切な注意を払うことで、最適な結果が得られ、装置の寿命が延びます。以下に、重要な検討事項をいくつか挙げます。
ワイヤー放電加工は、硬い導電性材料の精密切断を実現する非常に効果的なプロセスです。機械的な圧力をかけずに、複雑な形状や厳しい公差を作り出す能力があります。ワイヤの選択、出力設定、材料の位置決めなどの重要な要素が、加工の成功に重要な役割を果たします。
ワイヤー放電加工機による製造工程の改善にご興味をお持ちですか? お問い合わせ お客様のご要望に合わせた専門的なアドバイスをご提供いたします!
過去10年間、私はさまざまな形態の板金加工に没頭し、さまざまなワークショップでの経験から得たクールな洞察をここで共有してきた。
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。
1営業日以内にご連絡いたします。接尾辞が"@goodsheetmetal.com "のメールにご注意ください。