板金は、機器パネルから電子機器の筐体まで、あらゆる場所で使用されている。しかし、多くの設計が、コスト高、材料の無駄、組み立てにくい部品といった同じ問題に直面しています。こうした問題は、たいていの場合、加工技術の低さから来るものではありません。多くの場合、設計の初期段階での小さな選択に起因しています。
どの板金部品も、均一な厚みの平板として、同じように始まります。この基本的な事実が、あらゆる曲げ、カット、材料選択の指針となります。設計者がこのことを考慮すれば、部品は製造しやすくなり、強度が増し、費用対効果が高まります。そうでない場合、遅延、再設計、追加費用といった問題が現れます。
これは素朴な疑問である:どうすれば、最初からよりスマートな板金部品を設計できるのだろうか?以下は、板金部品を改善し、隠れたコストを下げ、より良い加工結果を得るための7つの実践的な方法である。
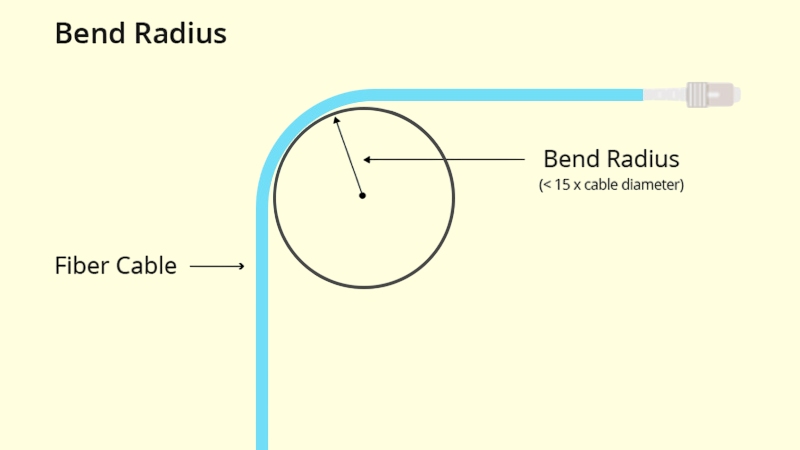
金属は紙のように曲がらない。曲がるとき、外側の面は伸び、内側の面は圧縮される。半径が小さすぎると、伸びた側が割れることがある。半径が大きすぎると、曲がりが弱く見えたり、未完成に見えたりする。シートの厚みよりきつく曲げると、亀裂が入る可能性が50%より高くなることが試験で示されている。適切な 曲げ半径 部品の強度を維持し、一貫性を保ち、外観をきれいに保つ。
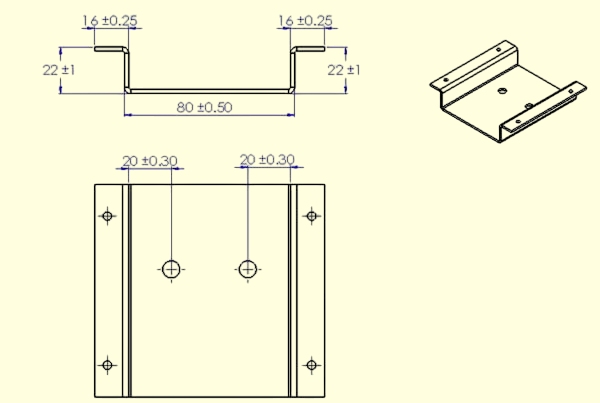
あらゆる切断や曲げ加工には自ずと限界がある。例えば レーザー切断 通常、薄いシートでは±0.1mmの公差を保つことができる。 CNCパンチング 多くの場合、公差は±0.2 mm程度である。エンジニアがより厳しい公差を要求する場合、特別な工具や余分な検査が必要になることがある。これは多くの場合、性能を向上させることなくコストと時間を追加することになる。
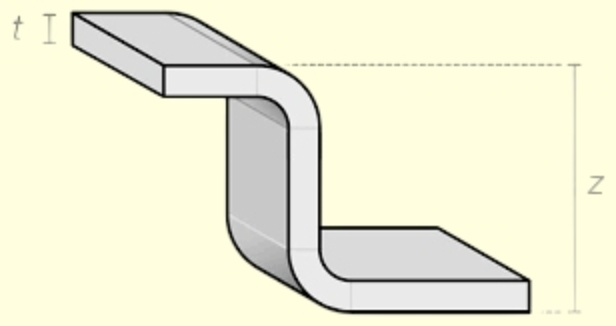
オフセットはシートに段差を作り、2つの部品が干渉することなく組み合わされるようにします。Z曲げも同じ目的ですが、より狭いスペースで機能します。どちらも 括弧, カバーそして エンクロージャー.うまく設計されたオフセットは、部品が計画通りにフィットするのを助けるが、計画が不十分だと、隙間や弱点、組み立ての問題を引き起こす可能性がある。
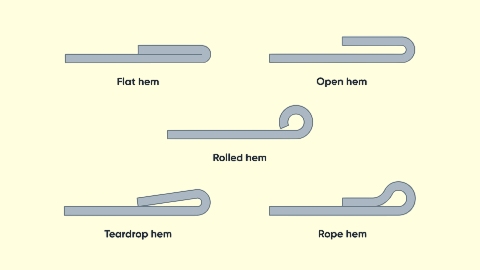
ヘミング 板金部品の縁を折り返すこと。ヘムは鋭利なエッジをカバーするだけではありません。パーツを強化し、曲げの力に耐えるようにします。例えば自動車製造では、ヘム加工されたパネルはより大きな荷重に対応でき、振動も少なくなります。
穴、溝、切り欠きは、板金部品がどのようにフィットし、機能するかにとって重要である。それらは ファスナーまた、通気性を確保し、組み立ての補助にもなる。エッジや屈曲部に近づけすぎると、成形時に応力が発生し、亀裂や歪みにつながることが多い。
ファスナーとインサートは、溶接なしでシートメタル部品を接続します。これらのファスナーやインサートは、強固で一貫性のある接合部を作り出し、組み立てをより迅速にします。セルフクリンチングナット、スタッド、リベットナットのような最新のオプションは、設計の柔軟性を拡大し、余分な作業を削減します。これらは、適切に使用されれば、コストを節約し、強度を向上させ、修理を単純化する。しかし、不適切な選択や配置は、接合部を弱め、故障の原因となる。
仕上げ 板金部品の寿命を延ばし、性能を向上させ、外観をきれいにします。腐食、傷、摩耗から保護すると同時に、製品の外観を向上させます。設計の初期段階で適切な仕上げを選択することで、後々のフィット感や耐久性の問題を防ぐことができます。
過去10年間、私はさまざまな形態の板金加工に没頭し、さまざまなワークショップでの経験から得たクールな洞察をここで共有してきた。
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。
1営業日以内にご連絡いたします。接尾辞が"@goodsheetmetal.com "のメールにご注意ください。