Quando si piega il metallo, a volte non rimane dove si vuole. Si forma un certo angolo, si rilascia la forza e poi - bam - si sposta indietro. Questo problema, noto come ritorno elastico, può compromettere la precisione e far perdere tempo. Se vi è capitato di avere a che fare con pezzi che non corrispondevano alle specifiche dopo la piegatura, il ritorno elastico è probabilmente la causa. Quali sono le cause e come si può risolvere?
Questa guida spiega cos'è il ritorno elastico, i fattori che lo influenzano e come controllarlo. Otterrete passi chiari che potrete utilizzare immediatamente.
Comprendere il ritorno elastico in Formatura della lamiera
Il ritorno elastico è un problema comune che influisce sulla precisione dei pezzi durante il processo di piegatura. Per gestirlo, dobbiamo innanzitutto capire cos'è, perché si verifica e dove si riscontra più comunemente.
Che cos'è il ritorno a molla?
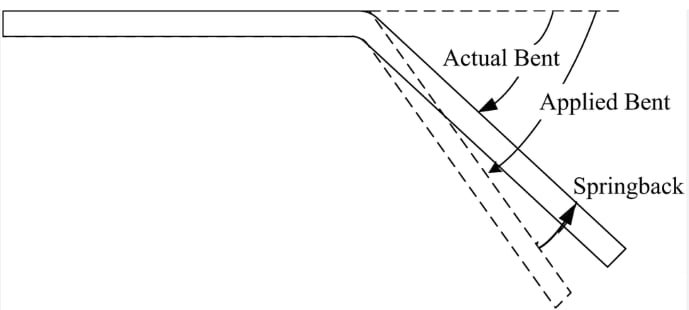
Il ritorno elastico si riferisce alla tendenza di un materiale a ritornare alla sua forma originale dopo essere stato piegato. Quando la forza piega il metallo, questo si deforma sia elasticamente che plasticamente. Una volta rimossa la forza, la parte elastica cerca di recuperare. Questo rimbalzo è ciò che chiamiamo ritorno elastico.
Si nota soprattutto quando l'angolo di piegatura risulta più aperto di quello previsto. Questa differenza tra la forma prevista e quella effettiva è l'effetto del ritorno elastico.
Perché si verifica il ritorno elastico: La scienza alla base
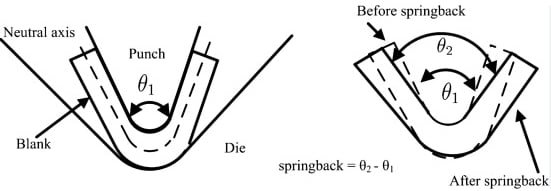
Il ritorno elastico si verifica a causa del recupero elastico. Quando il metallo viene piegato, si allunga all'esterno e si comprime all'interno. Una parte dell'allungamento è elastica: quando la pressione viene meno, scatta di nuovo.
L'entità del ritorno elastico dipende dalla resistenza allo snervamento del materiale, dallo spessore, raggio di curvatura, E piegatura metodo. I materiali più duri, come l'acciaio inossidabile, di solito si ritraggono maggiormente rispetto a quelli più morbidi, come l'alluminio.
Panoramica degli scenari di formatura più comuni interessati dal ritorno elastico
Il ritorno elastico si manifesta nella maggior parte dei processi di piegatura. Tra questi vi sono la piegatura ad aria, la lavorazione del fondo e la coniatura. La piegatura ad aria è quella che presenta il maggior ritorno elastico perché il punzone non forza il metallo nello stampo.
È comune anche nelle piegature a U e a V. I raggi di curvatura più grandi o i metalli più resistenti peggiorano la situazione. Anche i materiali sottili possono sorprendere con un ritorno elastico maggiore del previsto.
Meccanica del ritorno a molla
Per controllare il ritorno elastico, è utile capire cosa succede all'interno del metallo. Vediamo come si deforma il metallo, dove si accumulano le sollecitazioni e quali fattori aumentano o riducono il ritorno elastico.
Deformazione elastica e plastica
Quando il metallo si piega, prima si allunga elasticamente. Ciò significa che cambia forma, ma può ancora tornare alla sua forma originale. Se la forza aumenta, il metallo entra in deformazione plastica. È allora che il cambiamento di forma diventa permanente.
Il ritorno elastico si verifica perché, dopo la formatura, la parte elastica scatta indietro mentre la parte plastica rimane. Maggiore è l'energia elastica accumulata, maggiore è il ritorno elastico del metallo.
Il ruolo della tensione residua
La piegatura genera tensioni all'interno del metallo. Queste tensioni residue, note come sollecitazioni residue, rimangono nel pezzo anche dopo la rimozione della pressione.
La superficie esterna della curva è in tensione. La superficie interna è soggetta a compressione. Quando si formano le estremità, queste forze opposte cercano di bilanciarsi, causando un leggero arretramento del pezzo.
Fattori che influenzano il comportamento del ritorno elastico
Diversi fattori influenzano l'entità del ritorno elastico. Tra questi vi sono:
- Tipo di materiale: I metalli ad alta resistenza si ritraggono di più.
- Spessore: Le lastre più sottili di solito si ritirano di più perché c'è meno materiale che resiste al recupero.
- Raggio di curvatura: Raggi più grandi comportano un maggiore ritorno elastico.
- Angolo di curvatura: Le curve poco profonde sono più colpite di quelle profonde.
- Metodo di lavorazione: La curvatura ad aria dà un ritorno elastico maggiore rispetto a quello che si ottiene con la lavorazione di fondo o con la coniatura.
Misurazione del ritorno elastico
La misurazione accurata del ritorno elastico è fondamentale per ottenere risultati di piegatura ottimali. L'utilizzo di dati reali aiuta gli ingegneri a effettuare regolazioni affidabili in produzione.
Confronto tra gli angoli
Un metodo standard consiste nel confrontare l'angolo di piegatura previsto con l'angolo effettivo dopo la formatura. Ad esempio, se si punta a una piegatura di 90° ma si misura 94° dopo la creazione, si ha un ritorno elastico di 4°.
Nella produzione di grandi volumi, l'uso di un goniometro digitale o di un misuratore laser di angoli può aiutare a registrare risultati ripetibili con una precisione di ±0,1°. Questo metodo è veloce e funziona bene per i pezzi piatti e gli angoli standard.
Fattore di ritorno elastico
Il fattore di ritorno elastico (K) è un rapporto che aiuta a prevedere i risultati. Si calcola come:
K = Angolo finale / Angolo di piegatura prima del rilascio
Ad esempio, se si piega un pezzo a 85°, e dopo il rilascio misura 90°, allora:
K = 90 / 85 = 1.06
Un fattore di ritorno elastico compreso tra 1,03 e 1,10 è tipico di materiali come l'acciaio inossidabile o l'acciaio ad alta resistenza. I materiali più morbidi, come l'alluminio, possono avere un valore compreso tra 1,01 e 1,03.
Prove ed errori
Nonostante l'uso di strumenti e formule, l'approccio per tentativi ed errori rimane molto diffuso. Molte officine producono alcune piegature di prova e le regolano finché il pezzo non soddisfa le specifiche. Questo approccio funziona bene quando si piegano nuovi materiali o si utilizzano utensili personalizzati.
Ad esempio, le officine possono pre-curvare pezzi campione, registrare l'angolo di ritorno elastico per ogni spessore di materiale e registrare questi valori per i lavori futuri. Questi database in officina spesso fanno risparmiare tempo e riducono le rilavorazioni.
Proprietà del materiale e loro impatto sul ritorno elastico
Il tipo di metallo scelto gioca un ruolo importante nella quantità di ritorno elastico che si otterrà. I diversi materiali si comportano in modo diverso in base alla loro resistenza e rigidità.
Ruolo del modulo di Young e della resistenza allo snervamento
Il modulo di Young misura la rigidità di un materiale. Più è alto, più il metallo resiste all'allungamento. Il limite di snervamento indica la quantità di sollecitazioni che il materiale può sopportare prima di iniziare a deformarsi in modo permanente.
I materiali ad alta resistenza accumulano più energia elastica durante la flessione. Quando la forza viene rimossa, rilasciano una maggiore quantità di energia, con conseguente aumento del ritorno elastico.
In che modo la composizione della lega influisce sul ritorno elastico?
Le diverse leghe si comportano in modo diverso. Una leggera variazione nella composizione può influenzare la durezza, la duttilità e l'elasticità. Queste caratteristiche influenzano il grado di elasticità del materiale.
Ad esempio, l'alluminio trattato termicamente o l'acciaio temprato possono essere più difficili da formare e più inclini al ritorno elastico rispetto alle loro controparti più morbide.
Confronto del ritorno elastico in acciaio, alluminio e altri metalli
L'acciaio presenta in genere un ritorno elastico più elevato rispetto all'alluminio a causa della sua maggiore resistenza. L'acciaio inossidabile, in particolare, presenta un forte ritorno elastico a causa della sua elevata resistenza allo snervamento e durezza.
L'alluminio è più morbido e più duttile, quindi tende a ritrarsi meno. Anche il rame e l'ottone sono più plasmabili e presentano un minore ritorno elastico.
Il titanio, come l'acciaio inossidabile, è resistente e leggero, ma tende a ritrarsi in modo significativo, il che può rendere più difficile la formatura precisa.
Parametri di processo che influenzano il ritorno elastico
La piegatura non è solo una questione di materiale. Anche le impostazioni di processo scelte possono influire sulla quantità di ritorno elastico che si verifica. Piccole modifiche agli utensili o alla velocità possono fare una grande differenza.
Influenza del raggio e dell'angolo di curvatura
Un raggio di curvatura elevato aumenta il ritorno elastico. Il metallo non si deforma in modo così plastico, quindi cerca di recuperare una quantità maggiore di metallo.
Le curve più strette costringono a una maggiore deformazione plastica, che contribuisce a ridurre la quantità di ritorno elastico. Inoltre, gli angoli di curvatura più piccoli tendono a ritrarsi maggiormente rispetto agli angoli acuti o profondi.
Effetto della velocità e della pressione del punzone
Le alte velocità di punzonatura possono aumentare il ritorno elastico, soprattutto nei metalli sottili. La piegatura veloce non consente al materiale di stabilizzarsi completamente nella sua forma.
Una maggiore pressione durante la piegatura può contribuire a ridurre il ritorno elastico. Questo perché una forza maggiore spinge il metallo più in profondità nella zona plastica, lasciando meno energia elastica per il rimbalzo.
Considerazioni sulla temperatura per ridurre il ritorno elastico
La formatura a temperature più elevate può ridurre il ritorno elastico. Il calore ammorbidisce il materiale e ne riduce la resistenza allo snervamento. Ciò facilita la creazione e riduce il recupero elastico.
La formatura a caldo è spesso utilizzata per materiali ad alta resistenza, come il titanio o l'acciaio avanzato. Ma richiede attrezzature speciali e aggiunge ulteriori fasi al processo.
Tecniche per ridurre al minimo il ritorno elastico
Non è possibile bloccare completamente il ritorno elastico, ma è possibile controllarlo. Diversi metodi pratici aiutano a modellare il pezzo più vicino al progetto fin dall'inizio.
Sovracurvatura e strategie di compensazione
La sovracurvatura significa piegare il metallo oltre l'angolo desiderato. Quando si verifica il ritorno elastico, il pezzo ritorna alla forma corretta. Questo è uno dei modi più comuni e semplici per risolvere il problema del ritorno elastico.
È inoltre possibile regolare le tolleranze di piegatura nel progetto o utilizzare pezzi di prova per trovare il giusto angolo di curvatura. Si tratta di un mix di esperienza e misurazioni.
Uso degli stampi e regolazioni degli utensili
I diversi metodi di piegatura danno risultati diversi. L'imbottigliamento e la coniatura utilizzano una forza maggiore, premendo il pezzo con forza all'interno dello stampo. Questo riduce il ritorno elastico rispetto alla piegatura ad aria.
Anche la regolazione della larghezza dell'apertura della matrice e del raggio del punzone è utile. Uno stampo più stretto e un punzone più affilato riducono lo spazio per il recupero elastico. Anche l'allineamento e l'usura degli utensili sono importanti: utensili danneggiati possono esacerbare il ritorno elastico.
Trattamento termico e metodi per alleviare lo stress
Alcuni metalli rispondono bene all'attenuazione delle tensioni. Dopo la formatura, il riscaldamento del pezzo può allentare le tensioni interne e stabilizzare la forma. Questa soluzione è comune per i pezzi in acciaio inossidabile e titanio.
Per le applicazioni di precisione, la ricottura del metallo prima della formatura può ridurre il ritorno elastico. Ma questa fase richiede tempi e costi aggiuntivi, per cui viene utilizzata soprattutto quando le tolleranze sono molto strette.
Conclusione
Il ritorno elastico è una parte naturale del processo di formatura della lamiera. Fattori come la resistenza del materiale, il raggio di curvatura, l'utensileria e il metodo di formatura svolgono tutti un ruolo. Comprendendo il funzionamento del ritorno elastico e utilizzando gli strumenti, gli angoli e le tecniche adeguate, è possibile ridurne al minimo l'effetto.
Cercate assistenza per le parti in lamiera a tolleranza stretta o per la prototipazione personalizzata? Contattateci oggi stesso per discutere del vostro progetto e ottenere il supporto del nostro team di ingegneri esperti.
Ciao, sono Kevin Lee

Negli ultimi 10 anni mi sono immerso in varie forme di lavorazione della lamiera, condividendo qui le mie esperienze in diverse officine.
Contattate
Kevin Lee
Ho oltre dieci anni di esperienza professionale nella fabbricazione di lamiere, con specializzazione nel taglio laser, nella piegatura, nella saldatura e nelle tecniche di trattamento delle superfici. In qualità di direttore tecnico di Shengen, mi impegno a risolvere sfide produttive complesse e a promuovere innovazione e qualità in ogni progetto.
Risorsa correlata

Acciaio inossidabile resistente alle impronte digitali: come funziona e come sceglierlo

OEM e produzione a contratto: Come scegliere il modello giusto per il vostro progetto

Costo di allestimento e costo unitario nella produzione di lamiere
