Quando i fori, le pieghe o i rilievi sono troppo vicini tra loro, la qualità della formatura diminuisce rapidamente. Il metallo non può allungarsi in modo uniforme, il che porta a crepe, grinze o forme distorte. Questi problemi aumentano gli scarti, consumano più rapidamente gli utensili e rallentano la produzione. Nella maggior parte dei casi, la causa è la scarsa spaziatura in fase di progettazione.
Una formatura affidabile inizia con una spaziatura adeguata. Mantenere una distanza sufficiente tra gli elementi permette al metallo di scorrere liberamente. Riduce le sollecitazioni e aiuta a mantenere costante la geometria del pezzo. Una buona spaziatura protegge anche gli utensili, migliora la ripetibilità e riduce i costi di produzione.
Progettare con la giusta spaziatura fa la differenza tra un processo regolare e uno rischioso. Vediamo come funziona la prossimità e perché è importante in ogni progetto di lamiera.

Fondamenti della prossimità degli elementi nella progettazione della lamiera
Per prossimità degli elementi si intende la distanza tra elementi come fori, curve, rilievi o ritagli su un pezzo di lamiera. Questa distanza influisce direttamente sul comportamento del materiale durante la formatura. Quando gli elementi sono troppo vicini tra loro, le sollecitazioni si accumulano, causando crepe o allungamenti irregolari.
Definizione e funzione
La vicinanza delle caratteristiche controlla la stabilità meccanica. Una spaziatura adeguata mantiene il pezzo robusto e riduce la distorsione. Ad esempio, se due fori sono troppo vicini a una curvaEntrambi tirano dalla stessa area di materiale durante la formatura. Questo può causare strappi o allungamenti intorno ai fori. Con una spaziatura corretta, ogni fase di formatura avviene senza interferenze.
Influenza delle proprietà del materiale
Le proprietà del materiale determinano la distanza tra le caratteristiche.
- Duttilità: I metalli più morbidi, come l'alluminio, possono allungarsi di più, consentendo layout più stretti. L'acciaio inox è più rigido e meno duttile, quindi richiede una maggiore spaziatura.
- Direzione della grana: La direzione della venatura del metallo influisce sul modo in cui si allunga. Gli elementi posizionati lungo la venatura possono incrinarsi più rapidamente. Se invece sono disposti lungo la venatura, le sollecitazioni si distribuiscono in modo più uniforme.
- Spessore: Le lastre più spesse resistono maggiormente alla flessione e all'allungamento. Hanno bisogno di spazi più ampi per evitare di concentrare le sollecitazioni.
| Materiale | Duttilità | Distanza consigliata tra i fori e le curve | Note |
|---|---|---|---|
| Alluminio (5052/6061) | Alto | 1,5t - 2t | Consente layout più stretti |
| Acciaio dolce (SPCC) | Medio | 1,5t - 2,5t | Funziona per applicazioni generali |
| Acciaio inox (304/316) | Basso | 2t - 3t | Necessità di spazi e raggi più ampi |
Tipi di caratteristiche comuni e loro interazione
Una volta compreso il significato di prossimità, il passo successivo è capire come interagiscono i diversi elementi durante la formazione. Ogni tipo di elemento gestisce le sollecitazioni in modo diverso, quindi le regole di spaziatura cambiano a seconda della geometria.
Fori in prossimità delle curve
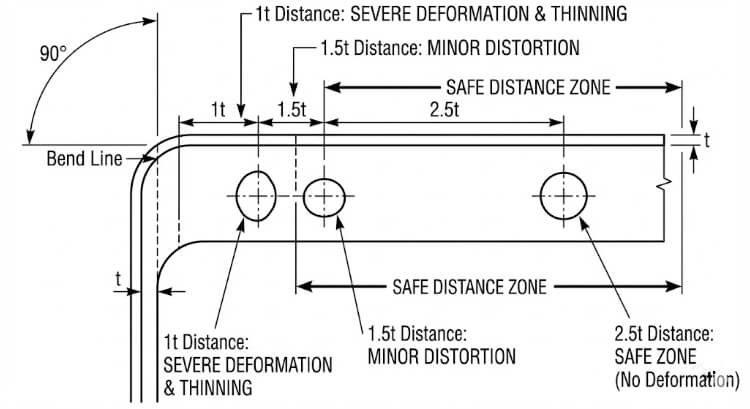
I fori posizionati in prossimità delle curve spesso si deformano. Quando la lamiera si piega, l'area intorno alla linea di piegatura si allunga, tirando il materiale vicino al foro. Questo può causare crepe o modificare la forma del foro.
Per evitare che ciò accada, tenere i fori ad almeno 1,5-2,5 t di distanza dalla linea di piegatura. Per l'acciaio inossidabile o per i materiali ad alta resistenza, aumentare a 3t. La linea guida SAE J2550 sostiene questi valori, dimostrando che aiutano a mantenere la forma dei fori durante le curve a 90°.
Rilievi e scanalature vicino ai bordi
Rilievi e persiane rendono la lamiera più resistente, ma limitano il flusso del metallo. Se si trovano troppo vicini a un bordo, le sollecitazioni si accumulano, causando cricche o deformazioni del bordo.
Mantenere una distanza di almeno 3t dal bordo più vicino. Per rilievi o lamelle più profonde, estendere a 4t. Questa distanza mantiene i bordi piatti e privi di distorsioni dopo la formatura.
Schede e ritagli sagomati
Le linguette e i ritagli modificano il movimento del materiale durante la piegatura. Se sono posizionate troppo vicine, la lamiera si allunga in modo non uniforme. Questo porta a una scarsa qualità della piegatura e ad angoli incoerenti.
Mantenere le linguette ad almeno 1t di distanza e a 1,5t da fori o curve. Ciò consente di bilanciare le sollecitazioni e di ottenere una formatura omogenea durante la produzione e l'assemblaggio.
Vincoli della geometria di progetto e loro effetti
La geometria degli elementi influisce sul modo in cui le sollecitazioni si muovono attraverso il metallo durante la formatura. Seguire le corrette regole di spaziatura aiuta i progettisti a prevedere con maggiore precisione il comportamento di formatura.
Linee guida per la distanza minima
Gli standard industriali spesso esprimono la spaziatura come multiplo dello spessore della lastra (t). La tabella seguente mostra le raccomandazioni generali:
| Tipo di processo | Relazione caratteristica | Distanza consigliata | Commenti |
|---|---|---|---|
| Piegatura | Linea da foro a curva | 1,5t - 2,5t | Regola di progettazione comune |
| Taglio dei bordi | Da foro a bordo | ≥ 1.0t | Previene lo strappo dei bordi |
| Goffratura/guida verso il bordo | 3t - 4t | Mantiene la planarità | |
| Disegno profondo | Da caratteristica a caratteristica | ≥ 5t | Evita i problemi di assottigliamento |
| Coniatura | Da caratteristica a caratteristica | ≥ 2t | Riduce lo stress dell'utensile |
Si tratta di punti di partenza. La distanza esatta dipende da fattori quali la resistenza del materiale, l'angolo di piegatura e la precisione dell'utensile.
Raggio di curvatura e interazione con le caratteristiche
L'interno raggio di curvatura influisce anche sulla vicinanza delle caratteristiche. Un raggio più piccolo aumenta le sollecitazioni in corrispondenza della curva. Se un foro è troppo vicino, può rompersi o distorcersi.
Mantenere i fori ad una distanza di almeno 1,5 volte il raggio di curvatura. Per i materiali più duri, come l'acciaio inox, aumentare il raggio a 2×. Raggi più grandi aiutano a distribuire le sollecitazioni in modo più uniforme e migliorano la consistenza del pezzo.
Quando la spaziatura e il raggio sono ben bilanciati, il materiale si piega in modo fluido, riducendo il rischio di danni alla salute. ritorno a molla, deformazioni e rilavorazioni.
Considerazioni su utensili e processi
Il modo in cui stampi, punzoni e utensili da pressa interagiscono tra loro limita direttamente la vicinanza degli elementi. Un accesso inadeguato agli utensili o un'interferenza può danneggiare anche il pezzo meglio progettato.
Spazio tra gli stampi e accesso agli utensili
Ogni punzone e matrice ha bisogno di spazio sufficiente per operare in sicurezza. Quando i fori, le linguette o i rilievi sono troppo vicini, i loro percorsi possono sovrapporsi. Ciò può causare graffi, bave o rotture degli utensili.
Per prevenire questi problemi:
- Mantenere una distanza di almeno 1t tra le feature che condividono lo stesso percorso utensile.
- Per gli stampi composti o progressivi, aumentare la distanza a 2t-3t per evitare la sovrapposizione tra le corse.
- Per forme profonde o a più fasi, eseguire una simulazione dell'utensile prima di tagliare l'acciaio.
L'accesso agli stampi è fondamentale nelle operazioni con presse piegatrici e stampi progressivi. In una pressa piegatrice, gli spazi ristretti possono impedire al naso del punzone di inserirsi correttamente tra le aree formate. In uno stampo progressivo, punzoni diversi possono colpire regioni sovrapposte se il layout è troppo compatto. L'uso della convalida CAD 3D aiuta a individuare tempestivamente questi problemi ed evita costose rilavorazioni degli stampi.
Sequenza di formatura e ritorno elastico
L'ordine in cui vengono eseguite le fasi di formatura influisce sulla precisione finale. Quando gli elementi sono vicini, la piegatura di un'area può distorcere l'altra. Ad esempio, la formatura di una flangia vicino a una feritoia può appiattire o spostare l'altezza della feritoia.
Seguire una sequenza di formazione logica:
- Formare prima forme profonde o rilievi.
- Eseguire poi i piegamenti.
- Terminare con la rifinitura e il piercing.
Questa sequenza riduce il trasferimento delle sollecitazioni tra gli elementi.
Il ritorno elastico è un altro fattore da tenere in considerazione. Dopo la piegatura, la lamiera tende a ritornare verso lo stato piatto. Quanto più vicini sono gli elementi, tanto maggiore è l'effetto del ritorno elastico sulle aree vicine.
I modi per controllare il ritorno elastico includono:
- Aumento del raggio di curvatura.
- Aggiunta di una fase di restrike o di coniatura per stabilizzare la geometria.
- Regolazione della spaziatura degli elementi per ridurre l'interazione tra le aree.
L'uso della simulazione per prevedere e compensare il ritorno elastico aiuta a mantenere angoli stabili e geometrie pulite nei pezzi di produzione.
Metodi di simulazione e convalida
Prima della produzione di massa, simulazioni e test confermano la sicurezza delle regole di spaziatura. Queste fasi di convalida collegano la teoria del progetto con il comportamento di formatura nel mondo reale.
L'analisi agli elementi finiti (FEA) nelle prove di prossimità
La FEA consente agli ingegneri di vedere come le sollecitazioni e le deformazioni si muovono attraverso il metallo durante la formatura. Quando gli elementi sono troppo vicini tra loro, si formano zone ad alta sollecitazione, di solito negli stessi punti in cui poi si formano cricche o rughe.
Software come AutoForm, ABAQUS e ANSYS possono modellare accuratamente questi effetti. Mostrano come le variazioni di spaziatura, raggio di curvatura o tipo di materiale influenzino l'assottigliamento e il ritorno elastico.
I risultati principali della FEA includono:
- Mappe di distribuzione dello spessore: mostrano i punti in cui il materiale potrebbe assottigliarsi eccessivamente.
- Diagrammi limite di formazione (FLD) indicano i livelli di deformazione a cui si verifica la lacerazione.
- Tracciati delle curve di livello delle sollecitazioni: evidenziare le aree ad alta sollecitazione in prossimità di fori o rilievi.

Test e regolazioni del prototipo
Anche con simulazioni dettagliate, sono necessarie prove di formatura reali. I prototipi rivelano il comportamento del materiale reale nelle condizioni reali di pressatura, compresi attrito, usura degli utensili e lubrificazione.
Durante i test, gli ingegneri controllano:
- Accuratezza della forma e della posizione del foro.
- Coerenza dell'angolo di curvatura e del raggio.
- Assottigliamento o raggrinzimento della superficie in prossimità di elementi formati.
Se si riscontrano problemi, la distanza o il raggio vengono modificati. Un processo tipico combina i risultati FEA con i dati delle prove fisiche. Una volta che entrambi sono allineati, il layout è pronto per la produzione completa.
Strategie di ottimizzazione del design
Dopo aver confermato la distanza di sicurezza, il passo successivo consiste nell'ottimizzare il layout per ottenere prestazioni e aspetto.
Bilanciare estetica e producibilità
A volte i progettisti riducono la spaziatura per ottenere layout compatti o visivamente allineati. Sebbene l'aspetto sia più pulito, può causare problemi di formazione come distorsioni o crepe.
L'approccio migliore è la regolazione selettiva. Aumentando la spaziatura anche di 0,5t nelle zone chiave si possono evitare problemi, mantenendo inalterato l'aspetto generale. Il coinvolgimento degli ingegneri degli stampi aiuta a trovare questi punti di equilibrio prima dell'inizio della produzione.
Lo stretto lavoro di squadra tra progettazione e produzione garantisce il mantenimento dell'estetica e dell'efficienza.
Standardizzazione e biblioteche della conoscenza
La creazione di librerie interne di regole di prossimità migliora la coerenza. Questi database registrano i rapporti comprovati per ogni materiale e processo, insieme alle note dell'esperienza di produzione.
| Materiale | Foro-curvatura | Bordo a rilievo | Tab-Tab | Fonte |
|---|---|---|---|---|
| Alluminio 5052 | 1,5t-2t | 3t | 1t | Dati di test interni |
| Acciaio dolce SPCC | 2t | 3.5t | 1.5t | Feedback sulla produzione |
| Acciaio inox 304 | 2,5t-3t | 4t | 1.5t | Convalida degli utensili |
Questi riferimenti riducono i tempi di progettazione, prevengono gli errori ripetuti e contribuiscono a mantenere costante la qualità della formatura in tutti i progetti. Nel tempo, questa base di conoscenze condivise porta a progetti migliori, a costi di attrezzaggio inferiori e a una produzione più fluida.
Errori comuni di progettazione e come evitarli
Anche i progettisti più esperti a volte trascurano le regole di spaziatura. Questi errori possono sembrare minimi sul disegno, ma spesso causano guasti di formatura in seguito. Identificandoli per tempo si evitano sprechi, usura degli utensili e ritardi di produzione.
Ignorare la direzione dei grani e il flusso del materiale
Un errore frequente è dimenticare la direzione dei grani del materiale. Durante la laminazione, i grani del metallo si allineano in una direzione, che influisce sul modo in cui la lamiera si allunga e si piega.
Quando i fori, le scanalature o i rilievi sono posizionati lungo la venatura, spesso si formano delle crepe durante la piegatura o la trafilatura. Il metallo si allunga più facilmente lungo la venatura, ma resiste all'allungamento trasversale, creando zone deboli. Questo problema è più evidente negli acciai inossidabili e nelle leghe ad alta resistenza con bassa duttilità.
Le migliori pratiche:
- Se possibile, posizionare i fori e le scanalature perpendicolarmente alla direzione della venatura.
- Ruotare gli elementi profondi, come le feritoie o le coppe, in modo che siano trasversali alle venature.
- Per i pezzi con limiti di formatura stretti, prima di pianificare il layout, richiedere i certificati della cartiera che indicano l'orientamento della grana.
Il controllo della direzione della grana aiuta la lamiera ad allungarsi in modo uniforme, migliorando la precisione, la finitura superficiale e la resistenza alla fatica.
Layout sovraffollati
Un altro errore è quello di comprimere troppe caratteristiche in uno spazio ridotto per risparmiare materiale o rendere il progetto compatto. Il sovraffollamento limita il flusso del metallo durante la formatura, aumentando il rischio di deformazioni, strappi o distorsioni.
Ad esempio, nei pezzi di staffa, i fori posizionati troppo vicini alle curve possono allungarsi durante la formazione della flangia. Le feritoie posizionate troppo strette possono sovrapporsi durante la pressatura, lasciando segni sulla superficie o addirittura danneggiando lo stampo.
Strategie di prevenzione:
- Applicare i rapporti di spaziatura in base allo spessore della lamiera (t) e al tipo di formatura.
- Utilizzate la simulazione FEA o le prove campione per testare layout complessi.
- Includere una revisione della producibilità con gli ingegneri degli utensili prima di rilasciare il progetto.
Un layout affollato può sembrare efficiente in CAD, ma spesso aumenta le rilavorazioni, i tempi di ispezione e gli scarti. Progetti equilibrati producono una qualità migliore e prestazioni di formatura più stabili.
Conclusione
Seguire regole di spaziatura adeguate è uno dei modi più efficaci per garantire la stabilità della formatura della lamiera. Una spaziatura adeguata consente un flusso regolare del materiale, previene le crepe e mantiene la precisione dimensionale. Inoltre, protegge gli utensili e riduce gli scarti, i tempi di allestimento e le interruzioni della produzione.
La convalida precoce attraverso la simulazione e i test sui prototipi assicura che il progetto funzionerà bene nelle condizioni reali. Quando i team di progettazione, attrezzaggio e produzione lavorano insieme, possono identificare i rischi di spaziatura in anticipo e ottenere risultati di formatura coerenti con meno sorprese.
Siete pronti a rafforzare la vostra progettazione di lamiere?
Il nostro team di ingegneri può aiutarvi a rivedere i vostri layout per verificarne la producibilità. Inviate i vostri disegni o modelli 3DVerificheremo i limiti di spaziatura, simuleremo le fasi di formatura e raccomanderemo miglioramenti prima dell'inizio dell'attrezzaggio.
Domande frequenti
Cosa succede se un foro è troppo vicino a una linea di piegatura?
Il foro può allungarsi, distorcersi o incrinarsi durante la formatura perché il materiale intorno alla curva si deforma in modo non uniforme. Mantenere uno spazio di 1,5-2,5 t aiuta a mantenere la forma e la resistenza.
Come posso trovare una spaziatura sicura per un nuovo materiale?
Iniziate con rapporti standard basati sullo spessore della lamiera e sulla resistenza alla trazione, quindi confermate i risultati attraverso simulazioni e prove su prototipi.
Le regole di spaziatura cambiano tra i pezzi tagliati al laser e quelli punzonati?
Sì. I pezzi punzonati richiedono una maggiore spaziatura per resistere alle forze d'urto ed evitare bave o distorsioni. I pezzi tagliati al laser possono utilizzare spazi più stretti, poiché non comportano sollecitazioni meccaniche.
Ciao, sono Kevin Lee

Negli ultimi 10 anni mi sono immerso in varie forme di lavorazione della lamiera, condividendo qui le mie esperienze in diverse officine.
Contattate
Kevin Lee
Ho oltre dieci anni di esperienza professionale nella fabbricazione di lamiere, con specializzazione nel taglio laser, nella piegatura, nella saldatura e nelle tecniche di trattamento delle superfici. In qualità di direttore tecnico di Shengen, mi impegno a risolvere sfide produttive complesse e a promuovere innovazione e qualità in ogni progetto.
Risorsa correlata

Acciaio inossidabile resistente alle impronte digitali: come funziona e come sceglierlo

OEM e produzione a contratto: Come scegliere il modello giusto per il vostro progetto

Costo di allestimento e costo unitario nella produzione di lamiere
