È uno scenario che ogni ingegnere meccanico e progettista di prodotti ha affrontato. Si progetta un involucro compatto in lamiera in CAD. Il modello sembra preciso, il rilevamento delle interferenze è stato superato e il modello piatto è stato generato senza errori. Si invia il DXF all'officina, aspettandosi una rapida consegna.
Invece, si riceve un "No-Quote" o una richiesta di modifica del progetto (ECN). Il feedback è semplice ma frustrante: "La flangia su questo bordo è troppo corta per essere formata".
Nel mondo digitale di SolidWorks o Inventor, la lamiera viene trattata come un materiale con rigidità infinita e zero vincoli di produzione. Nel mondo fisico, invece, la formatura del metallo è un processo violento governato da attrito, leva e geometria dell'utensile.
Questa guida si propone di colmare questo divario. Smantelleremo le contrastanti "regole empiriche" - che vanno dall'aggressivo spessore 1,5x al conservativo spessore 4x - e vi aiuteremo a determinare l'esatta lunghezza minima della flangia necessaria per una produzione affidabile.
Definizione della "lunghezza minima della flangia
Prima di addentrarci nella meccanica, dobbiamo allinearci sulla definizione per evitare costosi errori di comunicazione.
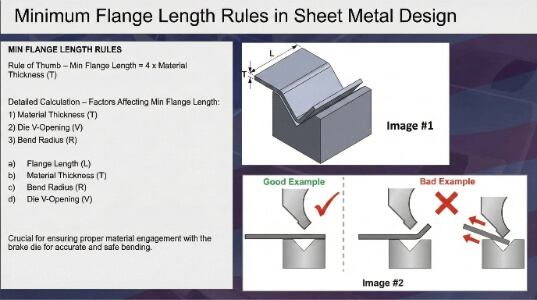
Quando i produttori parlano di lunghezza minima della flangia (Lₘᵢₙ), si riferiscono alla dimensione esterna della flangia, dall'esterno della curva al bordo del pezzo. Questa misura comprende sia la Raggio di curvatura (R) e lo spessore del materiale (T).
Se questa distanza è insufficiente, la pressa piegatrice non è in grado di creare fisicamente la geometria senza produrre pezzi di scarto.
La fisica: Perché esiste il limite?
Per capire perché esiste una lunghezza minima, dobbiamo esaminare il processo di produzione standard utilizzato nella 90% fabbricazione di precisione: La piegatura ad aria.
Nella piegatura ad aria, la lamiera viene posizionata sopra uno stampo inferiore, che in genere ha un'apertura a V. Un punzone superiore scende, spingendo il metallo nell'apertura a V. È fondamentale che il metallo non venga premuto fino in fondo allo stampo. Al contrario, "galleggia" su tre punti di contatto distinti:
- La punta del punzone superiore.
- La spalla sinistra dello stampo a V.
- La spalla destra dello stampo a V.
L'analogia con il "ponte
Pensate alla lamiera come a un ponte che attraversa un canyon (l'apertura a V). Perché il ponte regga, deve poggiare saldamente su un terreno solido su entrambi i lati del canyon.
Se si progetta una flangia troppo corta, il materiale su un lato non raggiungerà lo "spallamento" della matrice a V. Invece di piegarsi, la lamiera scivolerà semplicemente nella cavità dello stampo. Questo porta a tre distinti fallimenti:
- Scivolamento e distorsione: Il pezzo scivola lateralmente durante il ciclo di pressatura, creando una linea di piegatura storta o "a zampa di cane".
- Scorciatoie: La lamiera che scivola scava nel costoso acciaio temprato delle spalle degli stampi, danneggiando l'attrezzatura.
- Il guasto al manometro posteriore: Questo è il punto che spesso sfugge ai progettisti. Gli operatori delle presse piegatrici utilizzano un calibro posteriore - dita robotiche dietro la macchina - per posizionare con precisione il pezzo. Se la flangia è troppo corta, non può raggiungere le dita del calibro posteriore. Senza questo fermo fisico, l'operatore deve posizionare il pezzo a occhio, rendendo impossibile una produzione di massa costante.
La variabile critica: Larghezza dello stampo
La larghezza dell'apertura dell'impronta a V non è arbitraria, ma viene selezionata in base allo spessore del materiale (T).
La prassi industriale standard prevede che l'apertura della mola a V sia in genere pari a 6-8 volte lo spessore del materiale.
- Per una lastra di 2,0 mm di spessore, l'officina utilizzerà probabilmente una mola a V di 12 o 16 mm di larghezza.
- Affinché la curva riesca, la flangia deve essere abbastanza lunga da coprire almeno la metà dell'apertura a V (V/2), più un margine di sicurezza.
Questa relazione geometrica tra lo spessore del materiale e la larghezza dell'utensile necessario per piegarlo è alla base di ogni formula di flangia minima. Questo spiega perché una flangia di 3 mm funziona perfettamente su un calibro sottile.

Lo scontro delle formule: Conservatori e teorici
Se si cercano le regole per la flangia minima nei manuali di ingegneria rispetto alle linee guida di produzione, si troverà una discrepanza confusa. Alcune fonti affermano che è possibile ottenere una flangia pari a 1,5 volte lo spessore del materiale (1,5T). Nel frattempo, il vostro fabbricante probabilmente insiste su uno spessore pari a 4 volte il materiale (4T).
Perché c'è un divario così grande? La risposta sta nello specifico metodo di piegatura utilizzato: Curvatura dell'aria contro il fondo corsa. Comprendere questa distinzione è la chiave per progettare componenti non solo possibili, ma anche economici.
1. L'approccio del "produttore sicuro" (la regola delle 4T)
Se si progetta per la produzione generale e si vuole garantire che i pezzi siano quotati rapidamente e prodotti senza difetti, questa è la regola da seguire.
La formula:
Lₘᵢₙ ≈ 4 × T + R
(dove T = spessore del materiale e R = raggio di curvatura)
La realtà produttiva:
Questa formula deriva dalla piegatura ad aria, lo standard industriale per la moderna precisione della lamiera.
- Larghezza della matrice a V: Come è noto, la piegatura ad aria utilizza una larghezza di stampo a V di circa 6T - 8T.
- La geometria: Per colmare in modo sicuro la metà dell'apertura a V, il materiale deve estendersi di circa 3T - 4T dal centro.
- Il fattore sicurezza: L'aggiunta del raggio di curvatura (R) nella formula assicura che, anche quando il metallo si incurva e consuma lunghezza, rimanga saldamente sulle spalle dello stampo.
Perché gli ingegneri intelligenti lo usano:
La progettazione con la regola delle 4T offre all'officina una certa flessibilità. Permette di utilizzare una gamma standard di getti a V disponibili su qualsiasi macchina.
- Scenario: Se si progetta fino al limite assoluto (1,5T) e l'utensile specifico per la tenuta-V dell'officina è danneggiato o sta eseguendo un altro lavoro, la produzione si ferma.
- Scenario: Se si progetta a 4T, l'operatore può passare a una matrice leggermente più larga, se necessario, per mantenere la produzione, salvaguardando i tempi di consegna.
2. L'approccio "teorico" (la regola dell'1,5T)
Se si consultano testi di riferimento per l'ingegneria come il Manuale del macchinario o consultare i cataloghi di utensili specifici, si vedranno spesso valori molto più brevi.
La formula:
Lₘᵢₙ ≈ 1,5 × T a 2,0 × T
Il costo nascosto:
Questa regola si applica tipicamente al Bottoming (o Coining), non alla piegatura ad aria standard. Nella piegatura a fondo, il punzone preme la lastra fino alla base dello stampo a V, schiacciando la struttura del materiale. Poiché la lamiera è fisicamente bloccata tra il punzone e la matrice, non ha bisogno di coprire l'intera larghezza dell'apertura a V per rimanere stabile.
Tuttavia, affidarsi a questa regola introduce rischi e costi significativi:
- Picchi di tonnellaggio: La piegatura a fondo richiede un tonnellaggio fino a 5 volte superiore a quello della piegatura ad aria. Molte presse piegatrici elettriche o ibride di precisione non sono progettate per questo carico elevato e prolungato.
- Usura degli utensili: L'alta pressione accelera l'usura del punzone e della matrice, causando angoli incoerenti nel tempo.
- Incompatibilità di processo: Se un'officina tenta di piegare ad aria il vostro progetto da 1,5T perché non ha il tonnellaggio necessario per farlo, il pezzo fallirà. Scivolerà nello stampo, con conseguente scarto del lotto.
Il verdetto
La "regola delle 1,5T" è teoricamente possibile, ma operativamente costosa e rischiosa. La "regola delle 4T" è conservativa, affidabile ed economica.
La regola d'oro del DFM:
Progettate sempre secondo la regola conservativa (4T) quando possibile. Ricorrete al limite teorico (1,5T) solo se il progetto lo richiede assolutamente, e preparatevi a subire eventuali reazioni negative o costi di attrezzaggio più elevati da parte del vostro fornitore.
Piegare l'impossibile: Variabili e soluzioni
Prima di impegnarsi in una flangia corta, è necessario capire come la scelta del materiale e gli angoli di piegatura spostino i paletti di ciò che è fisicamente possibile.
Il fattore materiale: Perché il voto conta
Non tutti i metalli si comportano allo stesso modo sotto la pressa. La lunghezza minima della flangia è direttamente legata al raggio di curvatura (R) richiesto, e il raggio è dettato dalla duttilità del materiale.
- Alluminio 6061-T6 (La sfida della fragilità): Questo comune grado aerospaziale è notoriamente fragile. Se si tenta di fare una curva brusca, si rompe. Per evitare che ciò accada, i fabbricanti devono utilizzare un raggio di curvatura maggiore (spesso 1,5T o superiore). Poiché la nostra formula è Lₘᵢₙ = 4T + R, un raggio maggiore richiede automaticamente una flangia più lunga.
- Alluminio 5052-H32 (l'alternativa duttile): Se il vostro progetto richiede una flangia stretta, prendete in considerazione il passaggio al 5052. È più morbido e può gestire un raggio più stretto senza incrinarsi, consentendo di ridurre la lunghezza minima della flangia.
- Acciaio inossidabile: A causa dell'elevata resistenza allo snervamento e del significativo "ritorno elastico", l'acciaio inossidabile richiede spesso una piegatura eccessiva per ottenere l'angolo finale. Questa corsa più profonda può richiedere un utensile a V più largo per evitare di superare i limiti di tonnellaggio dell'attrezzatura, il che a sua volta aumenta la lunghezza della flangia richiesta.
Il fattore angolo
La maggior parte delle guide alla progettazione presuppone una curva standard di 90°. Tuttavia, l'angolo di curvatura altera in modo significativo la fisica dei punti di contatto del dado a V.
- Angoli acuti (<90°): Per piegare il metallo a 30° o a 45°, il punzone deve andare più in profondità nella matrice a V. Questa corsa più profonda allontana maggiormente la lamiera dalle spalle dello stampo. Di conseguenza, le piegature acute richiedono spesso flange più lunghe rispetto a quelle a 90° per garantire che il materiale mantenga il contatto con lo stampo per tutta la durata della corsa.
- Angoli ottusi (>90°): In genere sono più sicure. Il punzone percorre una distanza minore, quindi il rischio che la flangia scivoli nello stampo è ridotto.
I "codici truffa": Come produrre l'impossibile
Cosa succede quando si dispone di un telaio spesso 2,0 mm e si ha assolutamente mosto avere una flangia da 3,0 mm per liberare un componente? Il processo standard di piegatura ad aria dice "impossibile".
Tuttavia, un partner di produzione esperto può ottenere questa geometria, se siete disposti a pagarla. Ecco le tre soluzioni più comuni.
1. Il metodo "piega e taglia
Questa è la soluzione di forza bruta per i prototipi e i pezzi di precisione a basso volume.
- Il processo: L'officina taglia al laser il modello piatto con una flangia di lunghezza sicura (ad esempio, 10 mm). La piegano normalmente utilizzando utensili standard. Quindi, il pezzo viene trasferito a una fresa CNC dove il materiale in eccesso viene lavorato fino alla lunghezza desiderata di 3,0 mm.
- Il costo: Alto. Si aggiungono un'impostazione di lavorazione secondaria, la movimentazione manuale e le fasi di sbavatura. Dovete chiedervi: La flangia corta vale un aumento del costo unitario da 200% a 300%?
2. Tacche di rilievo
A volte una flangia appare troppo corta solo perché è adiacente a un ritaglio o a un angolo smussato.
- La soluzione: Aggiungere una tacca di rilievo (un piccolo taglio perpendicolare alla linea di piegatura) nel punto di transizione. Questo separa fisicamente la flangia che si sta piegando dalla geometria problematica vicina. Ciò consente alla flangia di deformarsi in modo indipendente senza strappare il materiale o richiedere all'operatore di allineare un bordo complesso e non lineare contro il calibro posteriore.
3. Strategia di utensili specializzati
Se il "Bend and Cut" è troppo costoso per la produzione di grandi volumi, potete discutere con il vostro fabbricante le opzioni di utensili specializzati:
- Piegatrici rotative / Stampi di pulitura: A differenza degli utensili standard a V, questi strumenti mantengono il pezzo in piano e "asciugano" la flangia utilizzando una camma rotante. Possono formare flange di spessore inferiore a 1 × senza slittamento.
- Stampi offset: Si tratta di utensili specifici progettati per creare due curve (una forma a "Z") in un colpo solo. Sono eccellenti per gli offset corti, ma richiedono utensili specifici per ogni altezza.
Il foglio informativo e la lista di controllo finale
Ora, riduciamo tutta questa teoria in qualcosa di immediatamente utilizzabile: un foglio di riferimento rapido e una lista di controllo finale DFM (Design for Manufacturing) da eseguire prima di rilasciare i disegni.
Tabella dati di riferimento rapido
La tabella seguente contrappone i valori "sicuri" (piegatura ad aria) ai limiti "aggressivi" (imbottigliamento/utensili speciali).
- Standard: Utilizzate questi valori per le progettazioni standard per garantire i costi più bassi, i tempi di consegna più rapidi e la capacità di gestire più fonti.
- Rischio: Utilizzare questi valori solo quando lo spazio è critico. Attenzione: Di solito richiedono utensili specifici, un tonnellaggio più elevato o una lavorazione secondaria.
| Spessore del materiale (T) | Minimo conservativo (4T+R) | Minimo aggressivo (1,5T-2T) |
|---|---|---|
| 0,5 mm (24-26 ga) | ~ 2,5 mm | ~ 1,0 mm |
| 1,0 mm (20 ga) | ~ 5,0 mm | ~ 2,0 mm |
| 1,5 mm (16 ga) | ~ 7,0 mm | ~ 3,0 mm |
| 2,0 mm (14 ga) | ~ 9,0 mm | ~ 4,0 mm |
| 3,0 mm (11 ga) | ~ 13,0 mm | ~ 5,0 mm |
> Nota ingegneristica: I valori "conservativi" presuppongono un raggio di curvatura standard (R) approssimativamente uguale allo spessore del materiale. Se si specifica un raggio maggiore (ad esempio, R=3 mm su materiale da 1 mm), è necessario aggiungere la lunghezza extra alla flangia minima.
La lista di controllo finale del DFM
Prima di premere il tasto "Rilascia" sulla revisione finale del CAD, ponetevi queste cinque domande. Vi risparmieranno ore di e-mail con il vostro costruttore e potenzialmente migliaia di dollari di scarti.
1. Quale regola ho seguito?
- Se la vostra flangia è > 4 × T, siete al sicuro. Procedete con fiducia.
- Se la vostra flangia è < 2,5 × T, siete nella zona di pericolo. Segnalate questa funzione per una revisione.
2. La "flangia corta" è necessaria?
- Chiedetevi: È necessario che questa flangia sia lunga 3 mm? Spesso i progettisti accorciano le flange semplicemente per estetica o "compattezza". Se è possibile allungarla per soddisfare la regola delle 4T senza interferire con altri componenti, fatelo. Non costa nulla in fase di progettazione, ma fa risparmiare denaro in fase di produzione.
3. Posso accettare tolleranze inferiori?
- La trappola della tolleranza: Le flange corte "galleggiano" di più durante la piegatura perché hanno una minore area di contatto con lo stampo. Se si forza una flangia da 1,5T, non ci si deve aspettare una tolleranza angolare standard di ± 1. Potrebbe essere necessario aprire la tolleranza a ± 3 per tenere conto dell'instabilità.
4. Ho tenuto conto del raggio?
- Ricordate che la lunghezza effettiva della flangia include il raggio di curvatura. Se avete una flangia di 10 mm ma un raggio di 5 mm, vi restano solo 5 mm di materiale "piatto" da afferrare. Assicuratevi che il calcolo includa il raggio.
5. Sono disposto a pagare per la riparazione?
- Se dovete assolutamente avere una flangia che infrange le regole, siete pronti ad affrontare il costo del "Bend and Cut"? Questa operazione secondaria può raddoppiare il costo unitario del pezzo. Se il budget è limitato, riprogettate subito l'elemento.
Conclusione
Nel mondo della progettazione delle lamiere, il divario tra "teoricamente possibile" ed "economicamente fattibile" si misura spesso in millimetri. Mentre i manuali di ingegneria possono dire che è possibile una lunghezza minima della flangia di 1,5 volte lo spessore del materiale, la realtà della fabbrica di solito richiede un più sicuro spessore di 4 volte.
Il vostro progetto è pronto per la produzione? Non tirate a indovinare. Temete che le vostre flange strette possano causare problemi alla pressa piegatrice? Smettete di tirare a indovinare e iniziate a convalidare. Inviateci i vostri file CAD per una revisione DFM gratuita.
Ciao, sono Kevin Lee

Negli ultimi 10 anni mi sono immerso in varie forme di lavorazione della lamiera, condividendo qui le mie esperienze in diverse officine.
Contattate
Kevin Lee
Ho oltre dieci anni di esperienza professionale nella fabbricazione di lamiere, con specializzazione nel taglio laser, nella piegatura, nella saldatura e nelle tecniche di trattamento delle superfici. In qualità di direttore tecnico di Shengen, mi impegno a risolvere sfide produttive complesse e a promuovere innovazione e qualità in ogni progetto.
Risorsa correlata

Acciaio inossidabile resistente alle impronte digitali: come funziona e come sceglierlo

OEM e produzione a contratto: Come scegliere il modello giusto per il vostro progetto

Costo di allestimento e costo unitario nella produzione di lamiere
