Avete difficoltà ad avere una presa salda sui pezzi rotondi o volete dare ai vostri prodotti un aspetto più professionale? La zigrinatura può aiutarvi. Questo processo di lavorazione aggiunge una texture ai pezzi rotondi, rendendoli più facili da impugnare e migliorandone l'aspetto. Molti settori utilizzano la zigrinatura sia per la funzione che per lo stile.
La godronatura combina l'utilità e l'aspetto in un unico passaggio, rendendola una scelta pratica per molti settori. In seguito, esploreremo gli strumenti e i modelli che rendono possibile la godronatura.

Che cos'è la zigrinatura?
La zigrinatura è un processo di lavorazione che crea motivi in rilievo sulle superfici metalliche. Migliora l'aderenza, aggiunge un tocco decorativo e può essere d'aiuto per si adatta alla stampa. Il metodo utilizza strumenti speciali per rullare o tagliare i modelli direttamente nel materiale.
Uno zigrinatore è dotato di rulli in acciaio temprato che premono sul pezzo in lavorazione durante la rotazione. Questa pressione rimodella la superficie, formando un motivo ripetuto. I modelli più comuni sono quelli dritti, diagonali e a diamante. Ogni motivo ha il suo scopo e il suo aspetto.
A differenza del taglio normale, la godronatura non asporta materiale. Al contrario, rimodella la superficie, rendendola efficiente per la creazione di texture coerenti in grandi lotti. La godronatura funziona su metalli come acciaio, alluminio, ottone e acciaio inossidabile, a seconda dell'applicazione.
La meccanica di base della godronatura
Analizziamo ciò che accade nel punto di contatto tra l'utensile e il pezzo. La comprensione di questi principi porta a risultati migliori.
Come gli utensili di zigrinatura deformano la superficie del pezzo?
Gli utensili di zigrinatura utilizzano rulli o ruote temprate con un disegno pretagliato. Quando l'utensile preme contro il pezzo in rotazione, i rulli costringono il metallo superficiale a scorrere in creste e scanalature. Questa deformazione crea il disegno ripetuto.
Il processo può essere di formatura, in cui l'utensile sposta il materiale, o di taglio, in cui l'utensile rimuove piccole quantità di metallo. La formatura è più veloce e pulita, ma funziona meglio con i metalli più morbidi e duttili. Il taglio è migliore per i materiali più duri e produce bordi più affilati.
Comprendere il ruolo dell'alimentazione e della velocità
L'avanzamento e la velocità sono fattori chiave per produrre una zigrinatura pulita e uniforme. L'avanzamento è la velocità con cui l'utensile si sposta sulla superficie, mentre la velocità è la rotazione del pezzo.
Un avanzamento troppo veloce può distorcere il disegno e causare sovrapposizioni di creste. Un avanzamento troppo lento può appiattire la zigrinatura e ridurre la profondità. Anche la velocità del pezzo deve essere bilanciata. Se la velocità è eccessiva, i rulli possono scivolare; se è troppo lenta, i segni possono risultare irregolari. I risultati migliori si ottengono coordinando l'avanzamento e la velocità con il passo dell'utensile e il diametro del pezzo.
L'importanza della duttilità del materiale nella godronatura
La duttilità dei materiali influisce in modo significativo sulla qualità della godronatura. I metalli duttili, come l'alluminio, l'ottone e l'acciaio dolce, si deformano dolcemente sotto pressione e sono quindi ideali per la formazione di zigrinature.
Quando si deformano, i metalli fragili possono incrinarsi o scheggiarsi, dando origine a modelli scadenti o a pezzi danneggiati. Quando si lavora con materiali più duri, è spesso necessario tagliare gli utensili di godronatura o regolare le impostazioni del processo. L'adattamento del metodo di godronatura al materiale garantisce modelli robusti e pezzi durevoli.
Come funziona il processo di zigrinatura?
Il processo di godronatura segue una precisa sequenza di passaggi per garantire che il disegno si formi in modo pulito e uniforme. Ogni fase, dalla scelta dell'utensile alle passate finali, contribuisce a una finitura accurata.
Selezione dello strumento
Il primo passo è la scelta dell'utensile giusto. Gli utensili di zigrinatura sono dotati di rulli con motivi diritti, diagonali o a diamante. La scelta dipende dallo scopo del pezzo. I motivi consecutivi sono spesso utilizzati per gli accoppiamenti a pressione, mentre i motivi a diamante e diagonali offrono una presa migliore. Il passo dei rulli deve corrispondere al diametro del pezzo per evitare sovrapposizioni o segni irregolari.
Impostazione del tornio
Dopo aver scelto l'utensile, è necessario fissarlo nel tornio. L'allineamento corretto è fondamentale. L'utensile deve essere perpendicolare al pezzo da lavorare per evitare zigrinature angolate o distorte. In questa fase, l'operatore imposta anche la velocità e l'avanzamento. Le impostazioni corrette riducono l'usura dell'utensile e aiutano a produrre un disegno nitido e pulito.
Contatto iniziale
La zigrinatura inizia quando l'utensile tocca per la prima volta il pezzo in rotazione. La pressione deve essere decisa e uniforme. Una pressione eccessiva può danneggiare l'utensile o la superficie, mentre una pressione troppo bassa può far scivolare i rulli. L'obiettivo è quello di innestare i rulli in modo che il disegno inizi in modo pulito e completo.
Rullatura a zigrinatura
Mentre l'utensile si muove lungo il pezzo, i rulli premono sul materiale per formare la zigrinatura. Il disegno si sviluppa con un avanzamento e una rotazione costanti. Spesso viene applicato del refrigerante per evitare l'accumulo di calore e prolungare la durata dell'utensile. Per produrre creste uniformi senza distorsioni è necessario un corretto equilibrio tra forza, velocità e avanzamento.
Passaggi finali
Le ultime passate affilano e levigano il disegno. L'operatore applica una pressione costante mentre l'utensile esegue uno o due passaggi supplementari sulla superficie zigrinata. Queste fasi di finitura migliorano la profondità, l'allineamento e l'aspetto. Una passata finale ben eseguita garantisce una presa salda della zigrinatura e un aspetto pulito e professionale, pronto per l'uso.
Modelli di zigrinatura e loro funzioni
I motivi di zigrinatura sono più che una decorazione. Ogni tipo serve a uno scopo specifico, migliorare la presa, Assembleao il disegno complessivo. Il modello corretto dipende dall'utilizzo del pezzo.
Zigrinatura diritta
La zigrinatura diritta crea creste parallele lungo la lunghezza del pezzo. Questo tipo di zigrinatura è spesso utilizzato per le applicazioni a pressione, perché le creste aumentano il contatto con la superficie e contribuiscono a formare un legame meccanico stretto. Le zigrinature diritte guidano anche il movimento in una direzione, rendendole utili per maniglie o parti scorrevoli.
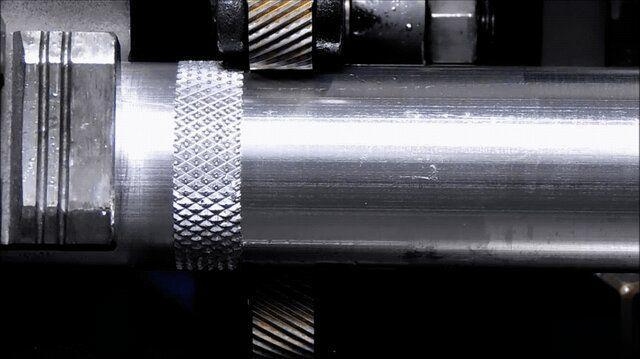
Zigrinatura a diamante
La zigrinatura a diamante è il motivo più comune. Forma un incrocio di creste, creando piccoli picchi a forma di diamante. Questo design garantisce una presa eccellente, anche su superfici oleose o bagnate. Utensili, manopole e maniglie di macchine utilizzano spesso zigrinature a diamante perché bilanciano la funzionalità con un aspetto pulito e professionale.
Zigrinatura trasversale
La zigrinatura incrociata assomiglia alla zigrinatura a diamante, ma presenta intersezioni più profonde e pronunciate. Le creste sovrapposte creano una struttura che si blocca saldamente con la presa dell'utente o con un'altra superficie. Questo tipo di zigrinatura è ideale per le applicazioni pesanti in cui lo scivolamento potrebbe essere un problema di sicurezza. Funziona bene anche per le parti che necessitano di una forte sensazione tattile.
Zigrinatura elicoidale
La godronatura elicoidale produce creste angolate che girano a spirale intorno al pezzo. A differenza dei modelli rettilinei o a diamante, questa zigrinatura conferisce alla superficie una torsione continua. Questo tipo di zigrinatura viene spesso utilizzato su pezzi decorativi o componenti che richiedono un movimento direzionale. Può anche fornire un attrito controllato per parti rotanti o avvitate.
Strumenti utilizzati nella godronatura
La godronatura richiede strumenti specifici per pressare o tagliare i modelli in un pezzo. Ogni tipo serve a uno scopo diverso. La scelta dell'utensile giusto garantisce risultati puliti e uniformi.
Ruote zigrinate
Le zigrinatrici sono rulli in acciaio temprato con motivi incisi. Creano disegni dritti, a diamante o elicoidali. Le mole sono disponibili in diversi passi e diametri, in modo che gli operatori possano adattare l'utensile al pezzo da lavorare. La rotella giusta impedisce la doppia tracciatura e produce creste nitide e uniformi.
Portautensili per zigrinatura
I portautensili mantengono le mole sicure e allineate al pezzo. Un supporto stabile riduce le vibrazioni e mantiene la precisione del disegno. Si adattano a diverse configurazioni di tornio, dalle ruote singole a quelle multiple. Il corretto allineamento del supporto è essenziale per ottenere una zigrinatura precisa.
Utensili per zigrinatura regolabili e a cambio rapido
Gli utensili di zigrinatura regolabili consentono agli operatori di regolare con precisione la pressione e l'allineamento, contribuendo a prevenire i difetti. Gli utensili a cambio rapido consentono di passare più rapidamente da un modello all'altro o da un passo all'altro, risparmiando tempo di configurazione. Questi utensili migliorano l'efficienza, soprattutto negli ambienti di produzione che richiedono più tipi di zigrinatura.
Accessori per zigrinatura specializzati
Alcuni lavori richiedono più di un attrezzo standard. Gli accessori specializzati sono realizzati per Macchine CNC o forme insolite dei pezzi. Gestiscono con precisione modelli complessi, tagli profondi o volumi elevati. Questi accessori ampliano le possibilità, dalle strutture funzionali per il montaggio a pressione alle finiture decorative dettagliate.

Scelta dei giusti parametri di godronatura
I parametri corretti fanno la differenza tra una zigrinatura netta e uniforme e una distorta. Passo, velocità, avanzamento e proprietà del materiale influiscono sul risultato finale.
Selezione del passo
Il passo è la spaziatura delle creste sul godrone. Deve corrispondere al diametro del pezzo per evitare la doppia tracciatura, in cui i disegni si sovrappongono e creano creste non uniformi. Come linea guida, gli alberi di piccolo diametro sotto i 20 mm utilizzano spesso un passo di 0,5-1 mm, mentre i diametri più grandi, oltre i 50 mm, possono utilizzare un passo di 1,5-2 mm.
Velocità e avanzamento
La velocità e l'avanzamento del tornio controllano il modo in cui si forma il disegno. Per gli alberi in acciaio o acciaio inossidabile, le velocità tipiche del mandrino sono di 50-150 giri/min, mentre i metalli più morbidi come l'alluminio possono raggiungere i 200-400 giri/min. L'avanzamento è solitamente di 0,05-0,2 mm per giro, a seconda della durezza del materiale.
Considerazioni sui materiali
I diversi metalli reagiscono in modo diverso alla pressione. I materiali morbidi e duttili, come l'ottone o l'alluminio, formano zigrinature chiare con una forza minore. I materiali più duri, come l'acciaio inossidabile, richiedono una pressione maggiore o una zigrinatura di tipo tagliente per ottenere un disegno definito.
Vantaggi della zigrinatura
La zigrinatura è ampiamente utilizzata perché aggiunge funzionalità e stile a un pezzo. Il processo offre evidenti vantaggi che migliorano le prestazioni, l'usabilità e l'aspetto senza costi significativi.
Impugnatura e funzionalità migliorate
Il vantaggio principale della zigrinatura è una presa migliore. Le superfici lisce possono scivolare, soprattutto su utensili, maniglie o manopole di macchine. La zigrinatura crea delle creste in rilievo che offrono all'utente un maggiore controllo, anche con le mani unte o bagnate. La zigrinatura aiuta anche negli assemblaggi a pressione, aumentando leggermente il diametro dell'albero e creando un legame meccanico sicuro senza adesivi.
Miglioramento dell'aspetto estetico
La zigrinatura non è solo funzionale, ma migliora anche l'aspetto. Modelli come il diamante o l'elicoidale conferiscono ai pezzi una texture lucida e dettagliata. Molti settori industriali utilizzano le finiture zigrinate per dare ai componenti un aspetto di alta qualità, pur mantenendoli pratici.
Modifica della superficie a costi contenuti
La zigrinatura è veloce e conveniente rispetto ad altri trattamenti superficiali. Non richiede rivestimenti, sostanze chimiche o processi complessi. Con gli strumenti e le impostazioni giuste, i produttori possono produrre rapidamente risultati uniformi, anche per grandi lotti.
Svantaggi della zigrinatura
Sebbene la zigrinatura offra molti vantaggi, presenta anche alcune limitazioni. Comprenderli aiuta ingegneri e produttori a pianificare meglio.
Usura e manutenzione degli utensili
Gli utensili di zigrinatura sono sottoposti a pressioni elevate, che con il tempo causano usura. I rulli usurati possono creare disegni poco nitidi o irregolari. Per mantenere la qualità costante, è necessario effettuare ispezioni, affilature o sostituzioni periodiche. Ciò comporta costi e tempi di fermo della produzione.
Deformazione materiale
La zigrinatura agisce spostando il materiale, il che può essere un problema per i pezzi sottili o fragili. Una pressione eccessiva può causare piegature, incrinature o distorsioni. I componenti delicati richiedono un'impostazione accurata o metodi alternativi per evitare danni.
Finitura superficiale scadente
Le superfici zigrinate sono naturalmente ruvide. Pur essendo funzionale, questa caratteristica potrebbe non soddisfare i requisiti estetici o di tolleranza per tutte le applicazioni. Alcuni prodotti necessitano di una finitura supplementare, come lucidatura o rivestimento.
Precisione limitata
La zigrinatura è eccellente per la presa e la decorazione, ma non è ideale per le dimensioni esatte. Il processo modifica leggermente il diametro del pezzo, rendendolo inadatto ai pezzi che richiedono tolleranze strette o accoppiamenti precisi senza ulteriori lavorazioni.
Suggerimenti per ottenere la migliore finitura zigrinata
Produrre una zigrinatura pulita e coerente richiede attenzione ai dettagli. Questi suggerimenti aiutano a creare modelli forti, precisi e visivamente attraenti.
Selezione corretta degli utensili
Scegliere innanzitutto l'utensile di godronatura giusto. Il modello - diritto, a diamante, a croce o elicoidale - deve corrispondere alla funzione del pezzo. Il diametro e il passo dell'utensile devono adattarsi al pezzo da lavorare per evitare sovrapposizioni o creste irregolari. Per i metalli più duri, utilizzare utensili da taglio per evitare distorsioni. L'utensile giusto assicura una zigrinatura uniforme e nitida fin dalla prima passata.
Regolare la giusta velocità e l'avanzamento
Impostare la velocità e l'avanzamento del tornio in base al materiale e all'utensile. Se la velocità è eccessiva, i rulli possono scivolare, lasciando creste poco profonde o irregolari. Se troppo lento, il materiale potrebbe strapparsi. L'avanzamento influisce sia sulla profondità che sulla spaziatura. Una velocità e un avanzamento costanti e bilanciati producono disegni puliti e ben definiti lungo l'intero pezzo.
Applicare la pressione gradualmente
La pressione è fondamentale per formare una buona zigrinatura. Applicare la forza lentamente in modo che il materiale fluisca correttamente nelle creste. Una pressione eccessiva può deformare o incrinare la superficie, mentre una pressione troppo bassa può causare lo scivolamento. Una pressione graduale e costante assicura una struttura solida e uniforme.
Mantenere il corretto allineamento
Mantenere l'utensile perpendicolare al pezzo. Un allineamento errato può causare modelli angolati o distorti. Controllare e regolare il portautensili prima di iniziare. Un allineamento corretto previene i difetti e garantisce risultati ripetibili.
Profondità della zigrinatura di controllo
La profondità influisce sia sulla presa che sull'aspetto. Se troppo superficiale, la presa è debole; se troppo profonda, il materiale può distorcersi o indebolirsi. Monitorare attentamente i progressi, regolare la pressione e l'avanzamento secondo le necessità. L'utilizzo di pezzi di prova aiuta a stabilire la profondità corretta prima della produzione completa.
Lubrificazione
Il lubrificante riduce il calore e l'attrito, protegge il pezzo e l'utensile, ne prolunga la durata e previene la lacerazione della superficie. Gli oli o i fluidi da taglio leggeri funzionano bene per i metalli più morbidi come l'alluminio o l'ottone. Per i metalli più duri, i fluidi da taglio ad alte prestazioni aiutano a mantenere un flusso di materiale omogeneo e bordi di taglio affilati.
Conclusione
La godronatura è un processo che crea motivi in rilievo sulle superfici metalliche per migliorare la presa, l'assemblaggio e l'aspetto. Utilizza utensili specializzati, come godroni e supporti, per formare motivi diritti, a diamante, a croce o elicoidali. La qualità di una godronatura dipende da fattori quali la scelta dell'utensile, l'avanzamento e la velocità, il tipo di materiale e l'allineamento.
Se volete migliorare la presa e la finitura dei vostri pezzi, contattateci oggi stesso per discutere le vostre esigenze di godronatura e ottenere una soluzione personalizzata per il vostro progetto.
Ciao, sono Kevin Lee

Negli ultimi 10 anni mi sono immerso in varie forme di lavorazione della lamiera, condividendo qui le mie esperienze in diverse officine.
Contattate
Kevin Lee
Ho oltre dieci anni di esperienza professionale nella fabbricazione di lamiere, con specializzazione nel taglio laser, nella piegatura, nella saldatura e nelle tecniche di trattamento delle superfici. In qualità di direttore tecnico di Shengen, mi impegno a risolvere sfide produttive complesse e a promuovere innovazione e qualità in ogni progetto.
Risorsa correlata

Acciaio inossidabile resistente alle impronte digitali: come funziona e come sceglierlo

OEM e produzione a contratto: Come scegliere il modello giusto per il vostro progetto

Costo di allestimento e costo unitario nella produzione di lamiere
