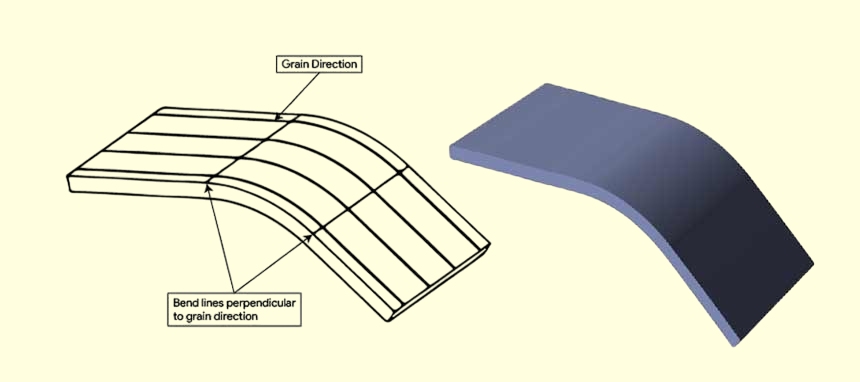
Molti dei problemi di piegatura che i fabbricanti si trovano ad affrontare - dai bordi che si fessurano agli angoli imprevedibili - iniziano in realtà a livello di materiale. Ogni lamiera laminata presenta una "direzione della grana", che si forma quando i cristalli del metallo si allungano e si allineano durante la laminazione. Questa struttura invisibile influenza fortemente il comportamento del metallo quando viene piegato, pressato o formato.
Quando una piegatura segue la venatura, il metallo tende a spaccarsi o a mostrare segni superficiali. Quando si piega trasversalmente alle venature, di solito mantiene meglio la forma e dura più a lungo sotto sforzo. Conoscere questa differenza aiuta gli ingegneri a controllare le cricche, a ridurre il ritorno elastico e a migliorare l'aspetto della superficie, senza cambiare il materiale o gli utensili.
Per chiunque progetti o fabbrichi parti in lamiera, la comprensione della direzione delle venature non è solo una questione di scienza dei materiali. È una regola pratica che separa una produzione stabile da una costosa rilavorazione.
Perché la direzione del grano è importante per la produzione?
Ogni volta che una lastra viene arrotolata, migliaia di cristalli di metallo si allungano in grani lunghi e stretti. Questi grani si comportano come le fibre del legno: più facili da piegare lungo i bordi, ma più resistenti trasversalmente. Se ignorata, questa direzionalità può portare a..:
- Angoli di ritorno imprevedibili, anche quando i pezzi sono identici sulla carta.
- Microfessure o "linee di rottura" che compaiono durante la finitura o la verniciatura a polvere.
- Parti che si guastano prima in presenza di vibrazioni o carichi ciclici.
In lavori di alta precisione come involucri, telai o coperture, il controllo della direzione della grana garantisce una qualità costante da un lotto all'altro. Il piccolo passo di allineare correttamente la linea di piegatura può far risparmiare ore di regolazione alla pressa piegatrice.
Che cos'è la direzione del grano?
Quando una lamiera viene laminata, la sua struttura interna si allunga lungo la direzione di laminazione. L'allineamento risultante definisce la direzione del grano, ovvero il percorso lungo il quale si orienta la maggior parte dei cristalli metallici.
Gli ingegneri descrivono la flessione in tre orientamenti:
- Con il grano, la linea di piegatura corre parallela alla direzione di laminazione.
- Attraverso le venature - La linea di piegatura è perpendicolare alla direzione di rotolamento.
- Diagonale alla venatura - la linea di piegatura corre ad angolo, di solito intorno ai 45°.
A causa di questa struttura, le lamiere diventano anisotrope - le loro proprietà meccaniche differiscono in base alla direzione. Al di là delle venature, i metalli possono allungarsi di più prima di rompersi. Lungo la grana, sono più rigidi ma meno duttili. Riconoscere questa anisotropia è fondamentale per controllare i risultati della piegatura.
Come la laminazione influisce sulle proprietà dei materiali?
La laminazione modifica l'equilibrio interno di resistenza e duttilità di un metallo. Lungo la direzione di laminazione, la resistenza alla trazione aumenta leggermente, ma l'allungamento (duttilità) diminuisce. Nella direzione opposta, il metallo può sopportare una maggiore tensione prima di cedere.
Variazione tipica della proprietà in base alla direzione:
| Materiale | Variazione della forza (traverso e con grano) | Variazione della duttilità |
|---|---|---|
| Acciaio dolce | ±5-8% | Fino a 10% in più tra i grani |
| Alluminio 6061-T6 | ±10-15% | Fino a 20% in più rispetto al grano |
| Acciaio inox 304 | ±6-10% | Circa 10% più alto in tutto il grano |
Ciò significa che anche con spessore, utensili e angolo di piegatura identici, i risultati variano a seconda dell'orientamento. Nei pezzi ad alta tolleranza, ignorare questo fattore può portare a segni di stress visibili o a una geometria incoerente.
Come la direzione delle venature influenza i risultati della piegatura?
La direzione della venatura influisce direttamente sul modo in cui le fibre del materiale si allungano all'esterno di una curva e si comprimono all'interno. La direzione giusta permette alla curva di formarsi senza problemi. Quella sbagliata può causare fessurazioni o ritorno elastico oltre i limiti di tolleranza.
| Orientamento | Comportamento | Risultato tipico | Azione raccomandata |
|---|---|---|---|
| Con grano | Più facile da piegare ma meno duttile | Maggiore rischio di fessurazione, superficie ruvida | Utilizzare un raggio interno maggiore |
| Attraverso il grano | Richiede più forza, maggiore duttilità | Piegatura pulita, crepe minime | Preferibile per le parti critiche |
| Diagonale | Caratteristiche moderate | Un compromesso accettabile | Mantenere un orientamento coerente |
Piegare con la grana
Quando si piega con la venatura, le fibre metalliche sul bordo esterno si allungano lungo il loro allineamento naturale. Questo rende la piegatura più facile ma meno indulgente. La superficie può presentare crepe o segni opachi, soprattutto su alluminio e acciaio inossidabile.
Problema: Alto rischio di fessurazione e angoli inconsistenti.
Causa: I grani si separano sotto tensione quando sono tesi parallelamente alla laminazione.
Soluzione: Aumentare il raggio di curvatura (1,5-2× spessore) e utilizzare tempere più morbide quando possibile.
Piegare la grana
La piegatura trasversale è generalmente più forte e affidabile. La struttura interna del metallo resiste uniformemente alla tensione, riducendo il rischio di cricche e migliorando la precisione della piegatura.
Problema: È necessario un tonnellaggio leggermente superiore.
Causa: La resistenza alla deformazione aumenta attraverso i confini dei grani.
Soluzione: Utilizzare un raggio di punzonatura standard e assicurarsi che la capacità della pressa possa gestire un leggero aumento del tonnellaggio.
Piegatura diagonale (45° rispetto alla venatura)
Quando la geometria dei pezzi impedisce l'allineamento, la piegatura diagonale offre un approccio equilibrato. Combina una duttilità moderata e una qualità superficiale accettabile.
Tuttavia, la coerenza della produzione diventa fondamentale. Una variazione anche minima della direzione di piegatura tra un lotto e l'altro può modificare le dimensioni finali o gli angoli di ritorno elastico. Segnare e bloccare sempre l'orientamento prima del taglio o del nesting.
Effetti chiave da considerare
La direzione delle venature non solo modifica la facilità di piegatura del metallo, ma influisce anche sulla resistenza, sulla precisione e sulla finitura del pezzo dopo la formatura. Tre risultati principali definiscono il comportamento di una piegatura: il raggio minimo di curvatura, il ritorno elastico e le prestazioni superficiali o di fatica.
Impatto sul raggio di curvatura minimo
Il raggio di curvatura minimo determina la forza con cui una lastra può essere piegata prima di rompersi.
Quando si piegano con la grana, le fibre stirate seguono la struttura cristallina allungata, il che indebolisce la capacità del materiale di resistere alla tensione. Le cricche tendono a formarsi prima, soprattutto nelle leghe più complesse. Quando si esegue una piegatura trasversale, i confini del cristallo agiscono come micro-ponti che distribuiscono meglio le sollecitazioni, consentendo pieghe più strette.
| Orientamento | Comportamento | Raggio interno consigliato (× spessore) | Note |
|---|---|---|---|
| Con grano | Rischio di fessurazione più elevato | 1.5-2.0× | Utilizzare tempere più morbide o un raggio di matrice maggiore |
| Attraverso il grano | Migliore duttilità | 0.75-1.0× | Ideale per curve di precisione e piccoli raggi |
| Diagonale | Risultati equilibrati | 1.0-1.5× | Un compromesso accettabile quando la geometria limita la direzione |
Esempio:
Per l'alluminio 6061-T6, una piegatura lungo la venatura richiede in genere un raggio di 2,5-3× dello spessore per evitare cricche, mentre le piegature trasversali possono mantenere un raggio di 1× dello spessore. Nell'acciaio dolce, le piegature trasversali di solito funzionano bene a 1× o meno, mostrando una maggiore flessibilità.
Suggerimento per il design:
Se il layout richiede una curvatura con grano, aumentare il raggio di almeno 50% rispetto alla raccomandazione standard, oppure eseguire prima una curvatura di prova per verificare l'assenza di fessurazioni superficiali.
Influenza sul ritorno elastico e sulla precisione dimensionale
Ritorno elastico - il parziale ritorno del materiale alla sua forma piatta dopo la formatura - è un'altra area in cui la direzione della grana è importante.
Poiché il metallo si comporta diversamente in tensione e compressione lungo la venatura, le piegature parallele ad essa mostrano più rimbalzi e variazioni. Le piegature trasversali, in cui la distribuzione delle sollecitazioni è bilanciata, mantengono gli angoli con maggiore precisione.
| Materiale | Ritorno elastico (tra le venature) | Ritorno elastico (con grana) | Differenza tipica |
|---|---|---|---|
| Acciaio dolce | 2°-3° | 4°-5° | 1,5-2 volte superiore con i cereali |
| Acciaio inox | 3°-4° | 5°-6° | Sensibilità moderata |
| Alluminio 6061-T6 | 2° | 5°-6° | Molto sensibile |
| Rame | <1° | <1° | Differenza trascurabile |
Nelle applicazioni di precisione, come i pannelli di controllo o le custodie di montaggio, anche pochi gradi di variazione possono influire sull'adattamento. Prevedendo gli effetti dell'orientamento, gli ingegneri possono regolare i valori di tolleranza di piegatura (BA) e deduzione di piegatura (BD) nei loro progetti CAD per ottenere angoli coerenti.
Formula pratica:
Deduzione di curva corretta = BD standard × (1 + k),
dove k ≈ 0,05 per la parte trasversale del chicco e k ≈ 0,12-0,15 per le curve con venatura.
Effetto sull'aspetto della superficie e sulla vita a fatica
La finitura superficiale rivela come le sollecitazioni fluiscono durante la piegatura. Le piegature a grana grossa spesso rivelano lievi crepe o "bucce d'arancia" sul lato della tensione, soprattutto sull'alluminio o sull'acciaio ad alta resistenza. Queste piccole imperfezioni possono sembrare estetiche, ma spesso sono il punto di partenza di cricche da fatica.
Le piegature trasversali creano superfici più lisce con smagliature uniformi, migliorando così la resistenza alla fatica. Ad esempio, i test su campioni di acciaio inossidabile hanno dimostrato che le curve trasversali sono sopravvissute a 25-30% più cicli di vibrazione prima di subire cricche visibili rispetto alle curve con grano.
| Proprietà | Con grano | Attraverso il grano |
|---|---|---|
| Visibilità delle crepe | Alto | Basso |
| Qualità cosmetica | Giusto | Eccellente |
| Resistenza alla fatica | Vita più breve | Vita più lunga |
| Applicazioni tipiche | Staffe non visibili | Componenti strutturali e visibili |
Fattori di materiale e di processo
Il grado di influenza della direzione delle venature sulla flessione varia a seconda dei materiali. I metalli con una forte struttura a grani direzionali, come l'alluminio e l'acciaio ad alta resistenza, sono molto sensibili, mentre i materiali più morbidi o a grana fine sono più tolleranti.
Sensibilità ai grani dei metalli comuni
| Materiale | Sensibilità alla direzione della grana | Note |
|---|---|---|
| Acciaio dolce | Da basso a moderato | Può essere piegato in entrambi i sensi; se è trasversale al grano, dà risultati più puliti. |
| Acciaio inox 304 | Moderare | Influenza il ritorno elastico più della cricca |
| Alluminio 6061-T6 | Alto | Si fessura facilmente quando viene piegato con le venature; la ricottura è d'aiuto |
| Rame / Ottone | Basso | Duttile per curve strette in qualsiasi direzione |
| Acciaio ad alta resistenza (AHSS) | Molto alto | Necessita di raggi più ampi e di un attento controllo dell'orientamento |
Sintesi pratica:
- Per alluminio e AHSSLa direzione delle venature deve essere sempre verificata prima della formatura.
- Per acciaio inox, si concentrano più sulla correzione del ritorno elastico che sulla cricca.
- Per rame e acciaio dolceL'orientamento è meno critico, ma influisce comunque sulla ripetibilità.
Influenza della dimensione dei grani e del trattamento termico
La dimensione dei grani gioca un ruolo importante nella deformazione dei metalli. Grani più piccoli e uniformi rendono la lamiera più difficile da fessurare. I grani più grandi creano punti di concentrazione delle tensioni, che degradano la qualità della piegatura.
Processi come la ricottura, la normalizzazione o la lavorazione a freddo modificano la struttura dei grani:
- Ricottura ripristina la duttilità e affina le venature, ideale prima della piegatura a raggio stretto.
- Lavorazione a freddo aumenta la resistenza, ma rende anche il metallo più fragile: è necessario prestare attenzione alle curve strette.
- Trattamenti per l'invecchiamento nelle leghe di alluminio può indurire nuovamente il materiale, richiedendo una regolazione dei raggi.
Esempio:
Una lastra di alluminio 6061 in tempra T6 può rompersi con un raggio di spessore 2× lungo il grano, mentre la stessa lega in tempra O (ricottura) può piegarsi a 0,75× attraverso il grano senza cedimenti.
Forza della pressa e considerazioni sugli utensili
La piegatura trasversale richiede una forza leggermente maggiore perché il metallo resiste alla deformazione lungo la sua venatura naturale.
Ciò significa in genere un aumento del tonnellaggio della pressa di 5-10% rispetto alle piegature con grano. Ad esempio, se un lavoro richiede 40 tonnellate di grano, la piegatura trasversale potrebbe richiedere 44-45 tonnellate.
Linee guida per gli utensili:
- Usare aperture e raggi di curvatura più ampi per le curve con grano.
- Per mantenere la precisione, utilizzare raggi standard o più stretti per le curve trasversali.
- Controllare sempre il tonnellaggio della pressa e registrare le letture effettive per garantire la coerenza del processo.
Suggerimento per l'ingegneria:
Evitate di mescolare pezzi con orientamenti diversi nello stesso impianto di lavorazione. Lievi differenze nel tonnellaggio e nel ritorno elastico possono causare variazioni nelle dimensioni finali, particolarmente evidenti negli assemblaggi o nell'accoppiamento di componenti.
Progettazione e pianificazione della produzione
Il controllo della direzione della grana non avviene per caso: è il risultato di una buona pianificazione, di una comunicazione chiara e di un flusso di lavoro disciplinato. Se gestito correttamente, garantisce che ogni piega sia identica in centinaia di pezzi, indipendentemente dal turno o dall'operatore.
Marcatura e controllo della direzione del grano
Il primo passo è la visibilità. Ogni lastra laminata viene fornita con un orientamento naturale della grana, spesso contrassegnato da frecce o testi del fornitore. Prima del taglio, tale orientamento deve essere verificato e portato avanti in ogni fase della produzione.
Nella fase di progettazione, gli ingegneri dovrebbero sempre:
- Aggiungere una freccia di direzione della grana (→) a disegni e modelli 3D.
- Annotare l'orientamento desiderato nel blocco del titolo ("Piegatura trasversale" o "Piegatura con grano").
- Comunicare i requisiti speciali durante le riunioni di pre-produzione.
Nella fase di fabbricazione:
- Gli operatori della macchina devono verificare le marcature dei fogli prima di caricarli.
- Il software di nesting deve avere il blocco dell'orientamento abilitato per impedire la rotazione durante la disposizione dei pezzi.
- Gli spezzoni tagliati devono essere etichettati con frecce stampate o nastro adesivo colorato per una facile identificazione.
| Palcoscenico | Cosa controllare | Responsabile |
|---|---|---|
| Ricezione del materiale | Verificare la segnaletica di direzione di rotolamento | Qualità / Magazzino |
| Progettazione CAD | Aggiungere frecce di direzione e note | Ingegnere |
| Nidificazione e taglio | Bloccare l'orientamento della grana durante il nesting | Programmatore CAM |
| Impostazione della piegatura | Confermare la direzione della curva rispetto alla marcatura | Operatore di stampa |
Un consiglio da professionista:
Durante l'impostazione della pressa piegatrice, tenete a portata di mano un pezzo grezzo master etichettato. Questo riferimento visivo impedisce di fare confusione tra un turno e l'altro e garantisce che ogni lotto sia allineato allo stesso modo.
Integrazione della direzione del grano nel flusso di processo
Un solido flusso di processo collega l'intento progettuale all'esecuzione in officina. Ogni fase deve confermare che l'orientamento della grana rimane coerente dalla lastra al pezzo finito.
Un flusso di lavoro semplificato:
- Verifica del materiale - Ispezionare i fogli in arrivo e documentare la direzione della grana.
- Taglio a vuoto - Mantenere l'allineamento delle frecce quando si impilano o si etichettano i pezzi.
- Preparazione alla piegatura - Esaminare le note CAD e confermare che l'impostazione degli utensili corrisponda all'orientamento.
- Formatura e ispezione - Piegare un pezzo di prova, verificare la presenza di cricche o deviazioni del ritorno elastico e registrare i dati.
- Feedback e regolazione - Se compare una distorsione, regolare il raggio di curvatura o la direzione per il lotto successivo.
Questo ciclo tracciabile crea le basi per un controllo di qualità costante. Se si verifica un problema di rottura, è possibile risalire a un lotto o a una configurazione specifica, anziché tirare a indovinare.
Bilanciare prestazioni ed efficienza
Nella produzione reale, la direzione "ideale" non sempre si adatta al layout del nesting. A volte la rotazione dei pezzi con la venatura consente di risparmiare materiale o di ottenere più pezzi per foglio. Invece di scartare del tutto questa opzione, gli ingegneri possono trovare un equilibrio tra qualità ed efficienza.
| Obiettivo | Attraverso il grano | Con grano |
|---|---|---|
| Resistenza e durata a fatica | Eccellente | Moderare |
| Finitura cosmetica | Liscio | Leggermente più ruvido |
| Resa del materiale | Leggermente inferiore | Più alto (migliore nidificazione) |
| Tonnellate richieste | +5-10% | Inferiore |
| Rischio di fessurazione | Basso | Più alto |
Esempio:
Se la rotazione di un pannello del telaio consente di risparmiare 10% scarti di materiale ma costringe a una piegatura con venatura, compensare con:
- Aumento del raggio di curvatura di 50%.
- Utilizzando lamiere più morbide o ricotte.
- Esecuzione di un rapido test di piegatura per confermare i risultati.
L'obiettivo è rendere l'orientamento un compromesso controllato piuttosto che una variabile nascosta. Il bilanciamento di questi fattori garantisce la massima resa senza sacrificare l'affidabilità.
Standardizzazione della documentazione e dei controlli di qualità
Ogni parte sottoposta a piegatura deve avere una documentazione tracciabile:
- Tipo e spessore del materiale.
- Freccia o notazione della direzione del grano.
- Raggio di curvatura e orientamento richiesti.
- Impostazioni della pressa piegatrice utilizzata (tonnellaggio, larghezza della matrice, raggio del punzone).
Ciò consente agli operatori e agli ispettori di replicare facilmente i risultati nei lotti futuri. Alcuni produttori includono un'icona della direzione della grana nell'ERP interno o nei fogli di viaggio: un modo piccolo ma efficace per prevenire la piegatura in direzione errata.
Esempio pratico:
A Shengen, gli ingegneri includono spesso la dicitura "GR → ACROSS" sui disegni e richiedono agli operatori una verifica iniziale prima della formatura. Questa abitudine elimina gli errori, migliora la comunicazione tra i turni e rafforza i registri del controllo qualità.
Conclusione
La direzione della venatura influisce direttamente sulla qualità della piegatura. La piegatura con la venatura può causare crepe e angoli irregolari, mentre la piegatura trasversale alla venatura dà risultati più lisci, più solidi e più consistenti. Il controllo della direzione della grana, dalla progettazione alla produzione, aiuta a evitare la rilavorazione e garantisce migliori prestazioni del pezzo.
Noi di Shengen vi aiutiamo a scegliere la direzione di curvatura e l'impostazione giusta per ogni progetto. Inviateci i vostri disegniI nostri ingegneri li esamineranno per garantire curve pulite, angoli precisi e una qualità affidabile.
Ciao, sono Kevin Lee

Negli ultimi 10 anni mi sono immerso in varie forme di lavorazione della lamiera, condividendo qui le mie esperienze in diverse officine.
Contattate
Kevin Lee
Ho oltre dieci anni di esperienza professionale nella fabbricazione di lamiere, con specializzazione nel taglio laser, nella piegatura, nella saldatura e nelle tecniche di trattamento delle superfici. In qualità di direttore tecnico di Shengen, mi impegno a risolvere sfide produttive complesse e a promuovere innovazione e qualità in ogni progetto.
Risorsa correlata

Texturizzazione laser dei metalli: preparazione, progettazione orientata alla produzione (DFM) e controllo dei costi

Acciaio elettrozincato: guida alla lavorazione e alla scelta

Punzonatura e taglio laser: Costi, velocità e compromessi DFM
