Un pezzo saldato non è mai "finito" nel momento in cui l'arco si ferma. I componenti saldati possono avere un aspetto completamente diverso a seconda di come viene trattata la superficie dopo la giunzione. Alcuni pezzi presentano cordoni di saldatura e increspature visibili, mentre altri appaiono come un pezzo di metallo liscio e continuo, senza alcuna traccia della cucitura.
La finitura non è solo un lavoro visivo. Una superficie che conserva buchi, fessure o cordoni di saldatura ad alta rugosità può intrappolare l'umidità, scolorire durante il rivestimento e diventare il punto di partenza della corrosione. Per i prodotti utilizzati in campo medico, alimentare o in ambienti esterni, le condizioni della superficie influiscono sull'igiene, sul costo della vita e persino sulla conformità alle normative.

In molti settori, la finitura della saldatura influisce direttamente:
| Fattore di prestazione | Influenza della finitura della saldatura |
|---|---|
| Resistenza alla corrosione | Le superfici ruvide intrappolano i contaminanti → la ruggine si forma più rapidamente |
| Adesione del rivestimento | I picchi/valli creano uno spessore incoerente e un rischio di spellatura. |
| Estetica | Le perle visibili riducono il valore percepito del prodotto finale |
| Servizi igienico-sanitari | Pori e increspature trattengono i batteri, difficili da sterilizzare |
| Costo del ciclo di vita | Finitura scadente = riverniciatura, lucidatura o sostituzione in tempi brevi |
Che cos'è esattamente una finitura di saldatura?
La finitura di una saldatura si riferisce allo stato di post-lavorazione di un giunto saldato: se rimane intatto, se viene leggermente sfumato o se viene lucidato per creare una superficie liscia e ininterrotta. La saldatura di base può essere eseguita con TIG, MIG, laser o ad arco di impulsi, ma la finitura inizia dopo che il giunto è strutturalmente completo.
Metodi di saldatura diversi creano texture di partenza diverse:
| Metodo di saldatura | Profilo di saldatura tipico | Difficoltà post-finale | Note |
|---|---|---|---|
| TIG | Perlina liscia e stretta | Basso | Ideale per finiture cosmetiche o sanitarie |
| MIG | Perlina più alta, qualche schizzo | Medio | Necessita di miscelazione prima del rivestimento |
| Laser | Molto fine, bassa distorsione | Molto basso | L'opzione migliore quando è richiesta una bassa visibilità |
| Bastone/Arco | Scorie pesanti, perline grezze | Alto | Utilizzato raramente quando la qualità visiva è importante |
Nella fabbricazione di cosmetici in acciaio inox, la rugosità superficiale finale è spesso orientata a Ra ≤ 0,8-1,2 µm. Nei telai in acciaio strutturale, dove la finitura non è visibile o non è rivestita, Ra 3,0-6,0 µm è accettabile. Questa differenza si traduce direttamente in manodopera, costi, tempi e difficoltà di lucidatura.
Come scegliere un livello di finitura in modo corretto?
Una finitura non dovrebbe mai essere scelta solo in base all'abitudine o al prezzo. La decisione corretta deriva da tre domande fondamentali:
1. Dove sarà presente la saldatura: nascosta o visibile?
Se nessuno vedrà la saldatura e il pezzo si trova all'interno di un armadio, di una macchina o sotto una copertura, è sufficiente una finitura strutturale. La rimozione o la lucidatura dei cordoni di saldatura in questo caso comporta uno spreco di costi senza migliorare le prestazioni. Nella produzione di grandi volumi, la scelta di una finitura di base invece di una finitura estetica può ridurre i tempi di post-lavorazione di 40-70%.
Se la saldatura è visibile, lo standard aumenta. Per gli alloggiamenti esterni, le facciate inossidabili, la carpenteria metallica architettonica o i prodotti destinati ai consumatori, la qualità della finitura diventa parte integrante dell'esperienza complessiva del prodotto. La levigatezza, la grana uniforme e le transizioni senza soluzione di continuità determinano il valore percepito molto più di quanto gli acquirenti si rendano conto.
| Posizione | Priorità di finitura |
|---|---|
| Interno/nascosto | Forza > aspetto |
| Visibile ma rivestito | Abbastanza liscio per un film uniforme |
| Visibile, non rivestito | Preferibilmente senza cuciture / a bassa rugosità |
2. Con quale materiale e spessore si lavora?
Il materiale determina il grado di finitura senza rischio di distorsione.
- L'alluminio conduce rapidamente il calore → si surriscalda facilmente durante la macinazione
- L'acciaio inox si scolorisce → richiede una lucidatura controllata
- L'acciaio al carbonio accetta la rettifica, ma può richiedere un trattamento superficiale per prevenire la ruggine.
Le lamiere sottili (<2,0 mm) non possono tollerare una rettifica pesante senza deformarsi.
L'acciaio strutturale spesso (superiore a 4,0 mm) può essere levigato in modo aggressivo con un rischio minimo.
Una buona regola decisionale:
| Materiale | Strategia di finitura consigliata |
|---|---|
| Alluminio | Saldatura a basso calore + miscelazione controllata (parti visibili) |
| Acciaio inox | Finitura in base ai requisiti RA e alle esigenze igieniche |
| Acciaio al carbonio | La finitura dipende dal piano di rivestimento piuttosto che dalla sola visibilità |
Il pezzo sarà rivestito, anodizzato o lasciato a vista?
Una saldatura approssimativa potrebbe essere accettabile da grezza, ma disastrosa una volta rivestita. L'anodizzazione amplifica soprattutto i difetti, trasformando una piccola increspatura in un alone visibile. La finitura scelta ora determina il successo del rivestimento superficiale in seguito.
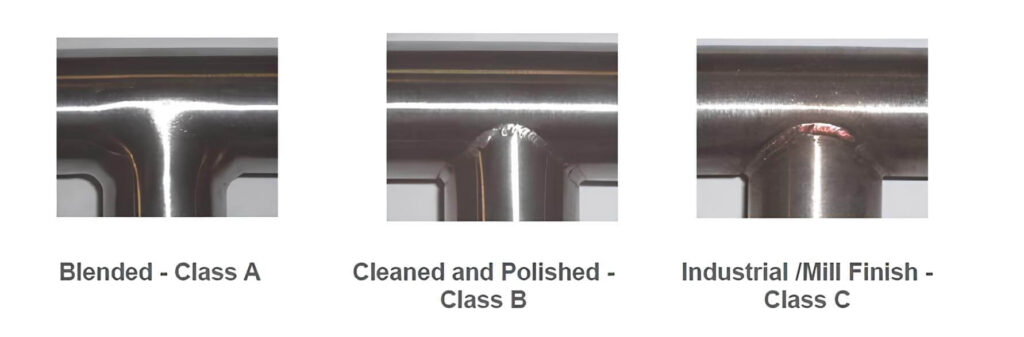
Spiegazione dei livelli di finitura della saldatura
Una volta definiti lo scopo e il materiale del pezzo, il passo successivo è la scelta del corretto livello di finitura della saldatura. La maggior parte dei progetti di fabbricazione dei metalli rientra in una delle tre categorie principali - Classe A, Classe B e Classe C - ognuna delle quali offre un diverso equilibrio tra costi, aspetto e prestazioni.
Classe C - Finitura strutturale (nessun lavoro estetico)
Le saldature di Classe C sono lasciate allo stato naturale. Il cordone rimane visibile, con lievi schizzi e sfumature di calore accettabili, purché si mantenga la resistenza strutturale. Non vengono eseguite smerigliature o lucidature, a meno che i bordi di sicurezza non richiedano una leggera pulizia.
Questa finitura è ideale per i telai interni delle macchine, le staffe di rinforzo, i giunti portanti e i componenti che non saranno visibili all'utente finale. La rimozione o la lucidatura della saldatura non offre alcun vantaggio in termini di prestazioni e aumenta solo i costi di manodopera.
Caratteristiche tipiche
- Cordone di saldatura completamente esposto
- Rugosità superficiale circa Ra 3,0-6,0 μm
- Nessuna miscelazione o lisciatura
Livello di costo
- Linea di base = 1,0× (costo più basso, tempi di consegna più rapidi)
Il migliore per
- Saldature nascoste all'interno dei gruppi
- Parti critiche per la resistenza, dove l'aspetto non è importante
- Componenti che verranno verniciati a polvere e nascosti visivamente
Se la scelta non è corretta
- La texture può trasparire dal rivestimento
- L'aspetto può sembrare non rifinito sulle superfici esterne
Utilizzare la Classe C quando l'obiettivo è la prestazione e la lucidatura non offre un ritorno misurabile.
Classe B - Finitura semi-cosmetica (costo equilibrato + qualità visiva)
La Classe B è una finitura di saldatura mista che ammorbidisce le creste e liscia l'altezza del cordone visibile senza eliminare completamente la traccia del giunto. La superficie rimane leggermente strutturata, ma sufficientemente liscia per essere rivestita uniformemente. È la finitura più comune per le parti industriali visibili, dove è essenziale una presentazione pulita, ma non è necessaria una lucidatura a specchio completa.
Caratteristiche tipiche
- Perlina di saldatura leggermente miscelata e ammorbidita
- Rugosità superficiale circa Ra 1,6-2,4 μm
- La saldatura è ancora visibile ad un'attenta analisi
Livello di costo
- ~1,2×-1,5× il costo della Classe C
Il migliore per
- Custodie verniciate o rivestite con polveri
- Facce visibili della macchina o dell'armadio
- Progetti che richiedono una finitura professionale ma non di lusso
Vantaggi
- Migliora l'adesione del rivestimento e l'uniformità del film
- Riduce il rischio di aloni e buccia d'arancia dopo la polimerizzazione.
Se un pezzo è visibile e verrà rivestito, la Classe B è spesso la scelta più conveniente.
Classe A - Finitura cosmetica completa (superficie premium senza giunzioni)
La finitura della saldatura di classe A elimina completamente il profilo del cordone e fonde la giunzione a filo con il materiale circostante. Il risultato è una superficie liscia e continua con una transizione visiva minima. Gli espositori in acciaio inox e alluminio utilizzano spesso questa finitura quando l'aspetto è una caratteristica che definisce il prodotto.
Sono necessarie più fasi abrasive: rimozione grossolana, sfumatura, finitura fine e talvolta lucidatura a specchio. Il calore deve essere accuratamente controllato, soprattutto su lamiere sottili, per evitare distorsioni.
Caratteristiche tipiche
- Nessuna forma di perlina o linea di transizione visibile
- La saldatura si fonde con la superficie a una distanza visiva standard
- Rugosità tipica ≤ Ra 0,8-1,2 μm
Livello di costo
- ~2×-4× il costo della Classe C, a seconda della lunghezza della cucitura + della durezza del materiale
Il migliore per
- Prodotti in acciaio inox visibili al cliente
- Strutture espositive, metalli per la vendita al dettaglio, pannelli architettonici
- Parti che vengono toccate, giudicate, vendute e valutate da vicino
Se sottofinito
- L'ombra delle saldature abbassa la qualità percepita
- Rischio di decolorazione se non viene ripassivato
- I costi di rilavorazione aumentano notevolmente dopo il rivestimento
In che modo la finitura della saldatura influisce su ogni trattamento superficiale?
La finitura della saldatura determina se i rivestimenti si legano in modo pulito o se rivelano imperfezioni sotto la superficie. La finitura giusta previene i guasti, mentre quella sbagliata ingigantisce ogni difetto che ne consegue.
Rivestimento in polvere
Vernice a polvere spessore medio di 60-120 μm.
Se la saldatura è irregolare, la polvere si accumula più spesso sui picchi e più sottile nelle valli, con conseguenti variazioni di consistenza e lucentezza. La Classe B è la linea di base più affidabile: abbastanza liscia da rendere la saldatura uniforme, ma non eccessivamente lavorata.
- Funziona meglio con la Classe B
- Evitare la Classe C grezza se la perla deve scomparire.
- La classe A è richiesta solo per le finiture in polvere di qualità superiore e ultra-lisce.
Verniciatura a umido / Rivestimento liquido
La vernice è più sottile della polvere (25-60 μm), quindi il profilo superficiale è più visibile. Di solito è sufficiente una saldatura leggermente sfumata, a meno che il pezzo non sia decorativo.
- Adatto alla Classe C o B, a seconda della visibilità.
- Non è raccomandato per i pannelli frontali estetici, a meno che non siano levigati.
Anodizzazione (alluminio)
Anodizzazione amplifica le imperfezioni: graffi, increspature, segni di stress e linee di transizione TIG/MIG. Le superfici anodizzate spesso richiedono la Classe A, soprattutto per una finitura chiara o naturale.
- Il meglio con la Classe A
- La classe B può essere utilizzata per i colori tinti in cui il contrasto è minore.
- La classe C dovrebbe essere evitata: l'alone di saldatura diventa evidente.
Placcatura (nichel/cromo/zinco)
Placcatura segue da vicino la microtopografia. Qualsiasi ondulazione della saldatura sarà comunque visibile sotto lo strato metallico. Per ottenere una riflettività uniforme, è necessaria una saldatura mista.
- Meglio con la Classe B → A a seconda dell'obiettivo di riflettività.
- Evitare la classe C per i metalli decorativi o riflettenti.
Passivazione dell'acciaio inossidabile
Passivazione migliora la resistenza alla corrosione rimuovendo il ferro libero dalla superficie, ma non può nascondere la struttura. Una finitura di saldatura raffinata espone meno porosità e migliora la copertura chimica.
- Migliore compatibilità con la Classe B-A
- Le applicazioni sanitarie richiedono una finitura a filo + controllo RA
Costo e aspetto: Evitare i due errori più comuni
Ci sono solo due modi per sbagliare la finitura della saldatura:
Errore 1 - Rifinitura eccessiva dei componenti nascosti
La rettifica delle saldature sui telai interni non apporta alcun valore aggiunto. Aumenta i costi, i tempi di lavorazione e può indebolire inutilmente il giunto.
Errore 2 - Sottofinitura delle parti visibili o rivestite
Una saldatura di Classe C visibile diventa ancora più visibile una volta verniciata o anodizzata, soprattutto con l'alluminio, con il risultato di:
- Rifiuto del cliente
- Rettifica e rivestimento di rilavorazione
- Danni da garanzia o da percezione della qualità
Una saldatura $20 oggi può diventare un problema $200 dopo la rilavorazione, il rivestimento e la perdita di manodopera.
Considerazioni sulle prestazioni a lungo termine
La qualità della finitura influisce sulla durata, non solo sull'aspetto.
| Fattore | Senza finitura adeguata (Classe C applicata in modo non corretto) | Con finitura corretta (Classe B/A) |
|---|---|---|
| Resistenza alla corrosione | I contaminanti si depositano nei pori → la ruggine si forma più rapidamente | Meno siti di trappole = migliore longevità |
| Pulibilità | Le cuciture ruvide intrappolano i residui | Le saldature lisce si puliscono facilmente |
| Resistenza alle vibrazioni | Le sollecitazioni si concentrano sui picchi delle perle | Le transizioni lucidate riducono il rischio di fessurazione |
| Igiene | I batteri si ancorano nelle fessure | La finitura sanitaria impedisce l'insorgere di focolai di infezione |
Negli ambienti di produzione alimentare, farmaceutica, medica e di laboratorio, la finitura delle saldature è un requisito funzionale, non solo una preferenza estetica.
Conclusione
La scelta della giusta finitura di saldatura non è una questione di perfezione, ma di scopo. La finitura corretta è quella in linea con la visibilità, il metodo di rivestimento, l'ambiente e le prestazioni nel tempo. Quando questi elementi vengono abbinati fin dalle prime fasi del progetto, il risultato è costituito da pezzi più resistenti, puliti e affidabili, forniti senza costi inutili.
Siete pronti a scegliere la finitura perfetta per il vostro prossimo progetto? Aiutiamo ingegneri e produttori a scegliere la finitura più adatta alle loro esigenze, tenendo conto della funzione, del costo e delle prestazioni del rivestimento: dalle saldature strutturali di Classe C alle superfici inossidabili senza saldatura di Classe A. Caricate i file o contattate il nostro team di ingegneri per ricevere un preventivo rapido e accurato.
Ciao, sono Kevin Lee

Negli ultimi 10 anni mi sono immerso in varie forme di lavorazione della lamiera, condividendo qui le mie esperienze in diverse officine.
Contattate
Kevin Lee
Ho oltre dieci anni di esperienza professionale nella fabbricazione di lamiere, con specializzazione nel taglio laser, nella piegatura, nella saldatura e nelle tecniche di trattamento delle superfici. In qualità di direttore tecnico di Shengen, mi impegno a risolvere sfide produttive complesse e a promuovere innovazione e qualità in ogni progetto.
Risorsa correlata

Acciaio inossidabile resistente alle impronte digitali: come funziona e come sceglierlo

OEM e produzione a contratto: Come scegliere il modello giusto per il vostro progetto

Costo di allestimento e costo unitario nella produzione di lamiere
