Molti pensano che la lavorazione CNC a 3 assi sia sufficiente. Ma quando servono fori angolati, superfici complesse o un migliore accesso a elementi difficili, il 3 assi non è sufficiente. È qui che entra in gioco la lavorazione CNC a 3+2 assi. Questo metodo consente una lavorazione precisa ad angoli fissi, riducendo le impostazioni e aumentando la precisione.
Risolve molti problemi comuni: meno attrezzature, meno impostazioni, più precisione. Vediamo ora come funziona.
Che cos'è la lavorazione CNC a 3+2 assi?
La lavorazione 3+2, o lavorazione posizionale a 5 assi, significa che il pezzo viene ruotato in una posizione stabilita utilizzando due assi di rotazione. Una volta fissata, l'utensile esegue il taglio utilizzando il movimento a tre assi. Gli assi di rotazione non si muovono durante il taglio vero e proprio. Si muovono solo prima dell'inizio del taglio per posizionare il pezzo.
Ciò consente all'utensile di colpire gli elementi dalla giusta angolazione, evitando impostazioni scomode o attrezzature speciali. È utile per i fori su facce angolate, tasche profonde e contorni complessi.
Spiegazione degli assi di rotazione (assi A e B)
L'asse A ruota attorno all'asse X. L'asse B ruota intorno all'asse Y. Questi movimenti inclinano il pezzo in avanti, indietro o da un lato all'altro.
La combinazione di A e B consente alla macchina di fissare il pezzo a quasi tutte le angolazioni. In questo modo è possibile raggiungere superfici che sarebbero bloccate in una configurazione piatta.
La tavola o la testa rotante regolano la posizione e rimangono bloccate durante il taglio. Questo rende l'impostazione più stabile rispetto alla fresatura completa a 5 assi.
Posizionamento ad angolo fisso vs. movimento continuo
Nella lavorazione 3+2, gli assi rotanti spostano il pezzo in un angolo prestabilito e poi si fermano. La macchina taglia mentre il pezzo rimane fisso. Si tratta della cosiddetta lavorazione posizionale o indicizzata.
In un sistema a 5 assi completi, gli assi rotanti si muovono mentre l'utensile taglia. Si tratta di una lavorazione continua. Consente di ottenere finiture superficiali più uniformi e forme più complesse.
Ma il posizionamento fisso è più stabile. Inoltre, riduce le vibrazioni e la deviazione dell'utensile, contribuendo a prolungarne la durata e a migliorarne la precisione. È l'ideale quando non si ha bisogno di superfici curve, ma è comunque necessario accedere ad angoli difficili.
Come il 3+2 si differenzia dal 3 assi e dal 5 assi?
In un Macchina a 3 assiL'utensile si muove nelle direzioni X, Y e Z. Non può raggiungere le superfici inclinate se non riposizionando manualmente il pezzo. Questo limita l'accesso e la precisione.
La lavorazione completa a 5 assi utilizza tutti e cinque gli assi-X, Y, Z, A e B simultaneamente. L'utensile e il pezzo possono muoversi insieme durante il taglio. In questo modo si creano forme complesse in una sola passata. Tuttavia, costa di più e richiede una conoscenza più approfondita della programmazione.
3+2 è una via di mezzo. Non taglia con tutti e cinque gli assi contemporaneamente. Utilizza solo i due assi rotativi per impostare il pezzo in un angolo, quindi fresa con tre assi. Questo riduce i costi e la complessità, offrendo al contempo un accesso migliore rispetto al 3 assi.
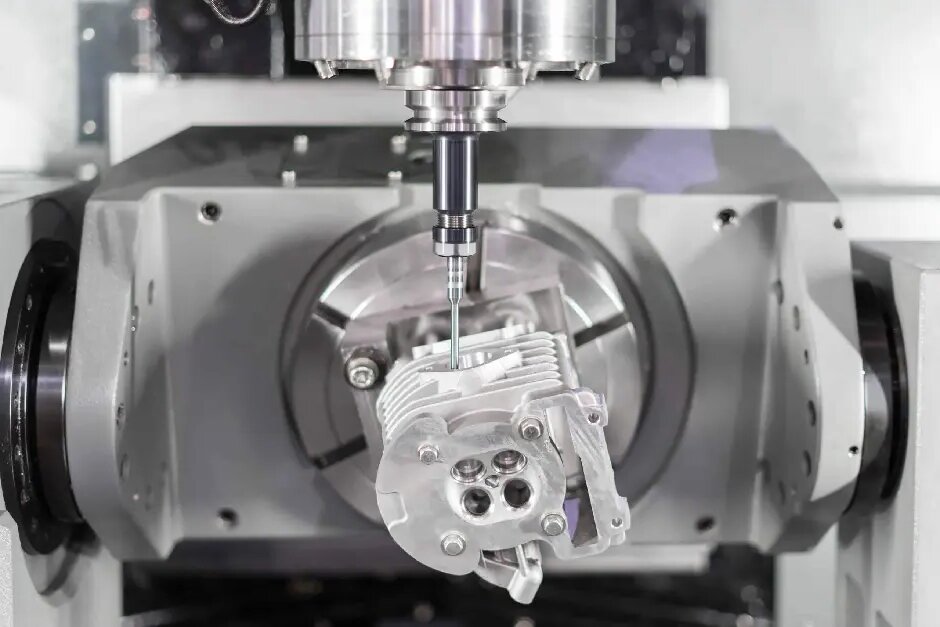
Come funziona la lavorazione CNC a 3+2 assi?
La lavorazione CNC a 3+2 assi consiste nell'inclinare il pezzo, bloccarlo in posizione e quindi lavorarlo come un normale lavoro a 3 assi. Questo sistema offre la portata e la flessibilità delle configurazioni a cinque assi, ma con una programmazione più semplice e rischi minori.
Processo di lavorazione di un pezzo passo per passo
- Progettare la parte in CAD, compresi gli elementi angolati o difficili da raggiungere.
- Importare il modello nel software CAM. Impostare l'orientamento dello strumento per ogni superficie o elemento.
- Scegliere l'angolo per gli assi rotativi (A e B) per orientare correttamente il pezzo.
- Bloccare la parte in quella posizione di inclinazione fissa. La macchina esegue questa operazione utilizzando la tavola rotante o la testa.
- Eseguire il ciclo di lavorazione utilizzando il movimento standard a tre assi. L'utensile si muove nelle direzioni X, Y e Z per tagliare l'elemento.
- Riposizionare se necessario. Se esistono più superfici angolate, la macchina ruota nuovamente il pezzo e ripete il processo.
Ruolo del software CAM nella generazione del percorso utensile
Il software CAM svolge un ruolo fondamentale. Definisce gli angoli per gli assi rotativi e crea i percorsi utensile per il movimento a tre assi. Il software gestisce la matematica per allineare correttamente l'utensile a ogni superficie.
I moderni sistemi CAM supportano le strategie 3+2. È possibile impostare più orientamenti in un unico programma. Ogni orientamento riceve il suo percorso utensile. La macchina li esegue uno dopo l'altro.
Ciò riduce i tempi di programmazione e migliora la coerenza. Inoltre, aiuta a evitare le collisioni simulando le posizioni dell'utensile e del pezzo prima del taglio.
Requisiti per l'impostazione della macchina e per l'attrezzaggio
L'allestimento per la lavorazione CNC a 3+2 assi richiede un fissaggio stabile. Il pezzo deve essere tenuto saldamente durante l'inclinazione e il taglio. Qualsiasi movimento può causare errori o danni.
La maggior parte delle macchine utilizza una tavola rotante inclinabile o una testa girevole. L'allestimento deve consentire l'accesso completo al pezzo senza interferenze. Le attrezzature devono essere compatte ed evitare di bloccare il percorso utensile.
Se necessario, utilizzare ganasce morbide o dispositivi personalizzati. La precisione dipende dalla macchina e dalla capacità di trattenere il pezzo durante la rotazione.

Vantaggi della lavorazione CNC a 3+2 assi
La lavorazione 3+2 offre una portata migliore, un minor numero di impostazioni e risultati più uniformi. È una scelta saggia quando si ha bisogno di elementi angolati ma non si vuole il costo o la complessità di sistemi completi a cinque assi.
Parti più complesse rese semplici
La lavorazione 3+2 raggiunge angoli che le macchine a 3 assi non possono raggiungere. Taglia forme complesse in un'unica configurazione. Non dovrete più lottare con posizioni scomode dei pezzi o con attrezzature multiple.
Migliore precisione, finiture più uniformi
L'approccio ad angolo fisso significa meno vibrazioni e tagli più uniformi. I pezzi escono più accuratamente con superfici più pulite. Si spenderà meno tempo in lavori di finitura secondari.
Produzione più rapida con meno impostazioni
Dimenticatevi di riposizionare continuamente i pezzi. Le macchine 3+2 gestiscono elementi multi-angolo in un'unica configurazione. Questo riduce notevolmente i tempi di produzione rispetto alla lavorazione a 3 assi.
Alternativa economica ai 5 assi
Ottenete le funzionalità a 5 assi senza il prezzo elevato. Le macchine 3+2 sono meno costose da acquistare e da utilizzare. Sono perfette quando si ha bisogno di tagli angolati ma non è necessario un movimento simultaneo a 5 assi.
Limiti e sfide
Sebbene la lavorazione 3+2 offra molti vantaggi, non è l'ideale per tutti i lavori. Alcuni pezzi o caratteristiche richiedono comunque un movimento completo a cinque assi. L'utensile, la macchina o la configurazione possono limitarne altri.
Non è ideale per la lavorazione di contorni continui
La lavorazione 3+2 utilizza un posizionamento fisso. Gli assi rotanti inclinano il pezzo e lo bloccano in posizione. Il percorso utensile rimane nel movimento standard a tre assi. Questo metodo funziona bene per superfici piane o angoli semplici. Ma non è in grado di seguire continuamente curve morbide o contorni complessi che cambiano direzione.
Portata dell'utensile e rischio di collisione
L'inclinazione del pezzo per raggiungere una superficie angolata può richiedere un utensile più lungo. Gli utensili più lunghi possono piegarsi o vibrare, compromettendo la precisione e la finitura superficiale. Inoltre, alcuni angoli creano percorsi scomodi per l'utensile. Il rischio di urtare i morsetti, le attrezzature o la tavola aumenta.
Complessità di calibrazione e manutenzione delle macchine
Le macchine 3+2 utilizzano tavole rotanti o teste girevoli. Queste necessitano di una calibrazione regolare per mantenere l'allineamento con gli assi principali. Se gli assi rotanti perdono precisione, l'intera configurazione ne risente. Anche un piccolo errore nell'angolo di inclinazione può rovinare il taglio.
Applicazioni comuni
La lavorazione a 3+2 assi è adatta ai settori in cui la precisione e le caratteristiche angolari sono importanti. Funziona bene per i lavori che richiedono una geometria complessa ma non un movimento completo a cinque assi. Ecco alcuni casi d'uso chiave.
Componenti aerospaziali
La lavorazione 3+2 crea un complesso parentesi, supporti e involucri per il settore aerospaziale. Gestisce gli angoli esatti necessari per i componenti delle ali e dei motori. Il processo garantisce tolleranze strette per l'hardware di volo critico.
Lavorazione di dispositivi medici
I produttori del settore medicale utilizzano 3+2 per realizzare viti ossee di precisione, guide per impianti e strumenti diagnostici. Le capacità di lavorazione angolare producono i bordi puliti e le superfici sterili necessarie per i dispositivi medici.
Prototipi automobilistici
Gli ingegneri automobilistici si affidano a 3+2 per la realizzazione di prototipi di scatole di trasmissione e componenti di sospensioni. Produce rapidamente prototipi funzionali con caratteristiche adeguatamente angolate per i test.
Utensili e stampi di precisione
I costruttori di stampi beneficiano della capacità di 3+2 di lavorare cavità profonde e angoli di sformo complessi. Crea stampi a iniezione e utensili pressofusi con precisione, riducendo i tempi di lucidatura.

Progettazione per la lavorazione CNC a 3+2 assi
Una buona progettazione dei pezzi rende la lavorazione più veloce, più facile e più precisa. Quando si progetta per le configurazioni a 3+2 assi, è necessario considerare come il pezzo sarà inclinato, come gli utensili raggiungeranno le superfici e come evitare elementi rischiosi.
Linee guida di progettazione fondamentali per gli ingegneri
Iniziare a identificare gli elementi che necessitano di un accesso angolato. Raggruppateli in modo che possano essere lavorati dalla stessa posizione inclinata.
Mantenere le superfici critiche entro angoli raggiungibili. Progettare superfici piane che possano essere facilmente allineate a un'inclinazione rotante. Evitare progetti che richiedono continui cambi di angolo.
Pianificare in base alle lunghezze standard degli utensili. Non posizionare gli elementi chiave troppo in profondità nel pezzo o lontano dalla base di fissaggio.
Ridurre al minimo gli spigoli interni. Utilizzare raggi che corrispondono alle dimensioni standard delle frese per ridurre l'usura degli utensili e i tempi di lavorazione.
Evitare i sottosquadri e le interferenze degli utensili
Evitate di eseguire lavorazioni dietro le pareti o sotto le superfici, a meno che non abbiate strumenti speciali. Le frese standard non possono raggiungere i sottosquadri, a meno che non si preveda di inclinare il pezzo.
In caso di inclinazione, verificare la possibilità di collisioni tra l'utensile, il mandrino e il pezzo. Utilizzare il software CAM per simulare i percorsi dell'utensile da ogni angolazione.
Progettate le attrezzature in modo che rimangano lontane dalla zona di taglio. Morsetti sottili e compatti e ganasce morbide personalizzate aiutano a ridurre le interferenze quando si inclina il pezzo.
Tolleranza e pianificazione dimensionale
Sapere quali elementi saranno lavorati con lo stesso orientamento. Raggruppare questi elementi nella stessa zona di tolleranza.
Evitare di applicare tolleranze strette su diverse facce angolate. Le variazioni dell'inclinazione del pezzo possono introdurre spostamenti di allineamento. È più difficile mantenere tolleranze strette su più posizioni.
Utilizzate il GD&T (Geometric Dimensioning and Tolerancing) per controllare come deve essere misurato il pezzo. Assicuratevi che le vostre tolleranze corrispondano a quelle realistiche delle configurazioni 3+2.
Conclusione
La lavorazione CNC a 3+2 assi combina la semplicità del taglio a 3 assi con la flessibilità aggiuntiva di due assi rotativi ad angolo fisso. Consente di inclinare e lavorare i pezzi da più angolazioni in un'unica configurazione. È una soluzione pratica ed economica per lavori complessi che non richiedono un movimento completo a cinque assi.
Avete bisogno di pezzi con fori angolati, smussi o caratteristiche multi-faccia? Contattaci per avere soluzioni di lavorazione rapide e precise, su misura per le vostre esigenze di progetto.
Ciao, sono Kevin Lee

Negli ultimi 10 anni mi sono immerso in varie forme di lavorazione della lamiera, condividendo qui le mie esperienze in diverse officine.
Contattate
Kevin Lee
Ho oltre dieci anni di esperienza professionale nella fabbricazione di lamiere, con specializzazione nel taglio laser, nella piegatura, nella saldatura e nelle tecniche di trattamento delle superfici. In qualità di direttore tecnico di Shengen, mi impegno a risolvere sfide produttive complesse e a promuovere innovazione e qualità in ogni progetto.
Risorsa correlata

Acciaio inossidabile resistente alle impronte digitali: come funziona e come sceglierlo

OEM e produzione a contratto: Come scegliere il modello giusto per il vostro progetto

Costo di allestimento e costo unitario nella produzione di lamiere
