Do you need a manufacturing process that can efficiently create seamless, high-strength, and lightweight components? Many industries face challenges in producing complex, durable parts without compromising quality or cost. Traditional methods often fall short when forming intricate shapes or maintaining material integrity, leading to higher expenses and production delays.
Deep drawing offers a reliable way to form metal sheets into precise, hollow shapes with exceptional strength and minimal waste, making it ideal for various applications. Let’s explore how this process works, its advantages, and why it’s so widely adopted.
Deep Drawing Process Overview
Deep drawing is a vital technique in modern manufacturing, enabling the creation of seamless, durable metal components. Understanding its process, materials, and tools is key to achieving precision and efficiency.
What is Deep Drawing?
Deep drawing transforms flat sheet metal into three-dimensional hollow shapes through a mechanical forming process. When the depth of the drawn part exceeds its diameter, it qualifies as a deep drawing.
A punch forces a metal blank into a die cavity while maintaining material thickness. The process creates seamless, uniform parts with smooth, radiused corners for products ranging from automotive components to kitchen sinks.
Key Components
- Punch: Forms the internal shape by pushing the metal
- Die: Determines the external form with a cavity slightly wider than the punch
- Blank holder: Applies pressure to prevent wrinkling
- Metal blank: The starting flat sheet material
Material Selection
The choice of material significantly impacts success rates. Common materials include:
- Aluminum
- Stainless Steel
- Brass
- Copper
Key Functions of Dies in Deep Drawing
- Shaping the Material: The die determines the external geometry of the finished part by guiding the material as it flows into the cavity.
- Controlling Material Flow: Proper die clearance ensures smooth metal movement, minimizing defects like wrinkling or tearing.
- Ensuring Dimensional Accuracy: The die’s geometry maintains the final product’s uniform thickness and precise dimensions.
- Reducing Defects: Features like entrance radii and lubrication systems help prevent excessive thinning, splitting, or surface scoring.
How Does Deep Drawing Works?
The deep drawing process involves several steps. The key steps are listed below:
Step 1: Blanking and Die Placement
The process begins by cutting a flat metal blank from a larger material sheet. This blank is then carefully positioned over the die cavity.
Step 2: Gripping
A blank or shank holder applies controlled pressure to secure the blank.
Step 3: Stretching Inside the Die
The punch descends, forcing the blank into the die cavity. The material flows radially inward while stretching over the punch and die radii.
During this stage, the flange shrinks, and the blank transforms into a hollow shape with its bottom, walls, and flange defined.
Step 4: Part Removal
Once forming is complete, the punch retracts, and an ejector mechanism pushes the finished part out of the die cavity.
The part is then sent for additional finishing processes, such as trimming or cleaning, to achieve precise dimensions and surface quality.

Types of Deep Drawing Operations
Deep drawing operations vary in complexity, from simple single-stage processes to intricate multi-stage sequences that create complex shapes.
Single Draw vs. Multiple Draw
Single-draw operations create parts when the depth-to-diameter ratio is less than 2:1. This method works well for simple shapes that can be formed in one operation, like shallow cups or basic containers.
Multiple draw operations become necessary when:
- The part depth exceeds twice its diameter
- Complex geometries are required
- The total reduction exceeds material limits
Multi-Stage Deep Drawing
Multi-stage drawing involves a series of progressive operations to achieve the final shape. Some parts may require up to 15 or more drawing operations to reach the desired dimensions.
Key Benefits of Deep Drawing
Deep drawing is a premier metal forming process, delivering exceptional results across multiple manufacturing aspects.
High-Volume Production Efficiency
Once tooling is set up, deep drawing enables rapid, automated production with minimal downtime.
High Precision and Consistency
The stable process yields minimal dimensional variations, ensuring precise, repeatable results that meet strict quality control requirements.
Cost-Effectiveness for Complex Shapes
The process minimizes material waste by utilizing most of the sheet metal. After the initial tooling investment, production costs remain low.
Strength and Durability
The metal undergoes work hardening during the deep drawing, enhancing structural integrity.
When to Use Deep Drawing?
Deep drawing excels in specific manufacturing scenarios where precision, efficiency, and quality are paramount.
High-Volume Requirements
Deep drawing becomes highly cost-effective when producing large quantities of parts. Once tooling is set up, the process delivers rapid cycle times and continuous production capabilities.
Complex Geometries
The process is optimal for creating:
- Seamless hollow shapes
- Parts with closed ends
- Components requiring leak-proof construction
- Axisymmetric designs
Part Specifications
The process is most appropriate when:
- Part depth exceeds its radius
- Uniform wall thickness is required
- High structural integrity is needed
Cost Considerations
Deep drawing is most economical when:
- Production volumes exceed 10,000 pieces
- Long-term production is planned
- Complex shapes would require multiple operations using other methods

Causes and Prevention of Common Defects
Defects in deep drawing can compromise product quality and efficiency, but understanding their causes is the first step toward prevention. Let’s explore common issues and practical solutions to address them.
Wrinkling
Causes: Wrinkling occurs due to compressive stresses in the flange or sidewall during deep drawing. Factors include low blank holder pressure, excessive material flow, improper die radius, and uneven friction.
Prevention:
- Apply optimal blank holder pressure to control material flow.
- Use a die design with appropriate radii to balance stress distribution.
- Ensure proper lubrication to reduce friction.
- Optimize blank geometry and thickness to minimize excess material.
Thinning and Tearing
Causes: Thinning and tearing result from excessive tensile stresses, particularly in corners or edges, where material stretch is extreme. Poor die design or inadequate lubrication can exacerbate these issues.
Prevention:
- Use softer die geometries to distribute stress evenly.
- Optimize blank holder force to prevent over-stretching.
- Apply high-quality lubrication to reduce friction and wear.
- Adjust reduction ratios to stay within material limits.
Defects on Surface
Causes: Surface defects like scratches or tool marks arise from friction between the blank and tooling surfaces or improper handling of materials.
Prevention:
- Maintain smooth die and punch surfaces through polishing or surface treatments.
- Use appropriate lubricants to minimize contact friction.
- Regularly inspect and maintain tooling for wear or damage.
Earing
Causes: Earing occurs due to anisotropy in the material’s grain structure, leading to uneven elongation during forming. Peaks (ears) form along the edges of the drawn part.
Prevention:
- Use materials with uniform grain structures to reduce anisotropy.
- Adjust blank orientation relative to the rolling direction for balanced elongation.
- Trim excess material post-drawing to remove ears efficiently.
Deep Drawing Calculations in Sheet Metal Fabrication
Accurate calculations are crucial in a deep drawing to ensure proper material utilization, minimize defects, and achieve the desired part dimensions. Below is a step-by-step guide to size calculations for deep-drawn components.
Size Calculation
Step 1: Surface Area Calculation
The first step involves calculating the surface area of the blank. For a circular blank, the formula is:

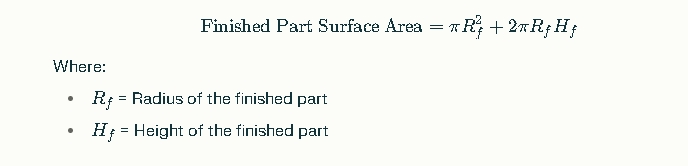
Step 2: Finished Part Surface Area Calculation
Next, calculate the surface area of the finished part (e.g., a cylindrical cup). The formula is:
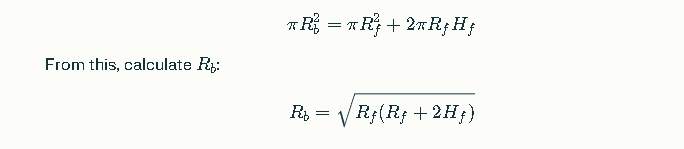
Step 3: Keep Both Surface Areas Equal
Equate the blank’s surface area to the finished parts to ensure proper material usage. This relationship ensures minimal waste and accurate blank sizing:
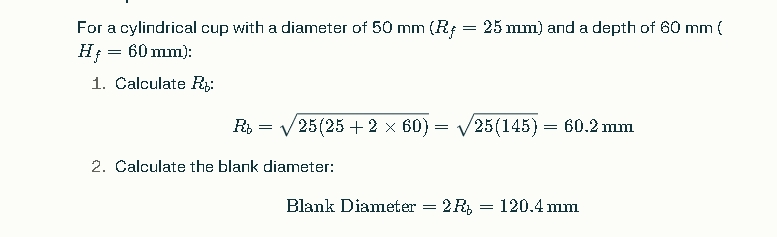
Example Calculation
Additional Considerations
- Draw Reduction Ratio (DRR): Determines how many drawing stages are needed. For example, if DRR is 0.5, each stage reduces the diameter by half until reaching the final size.
- Material Thickness: Ensure thickness remains consistent during calculations to prevent tearing or wrinkling.
Alternative Processes
When deep drawing isn’t ideal, alternative metal forming processes like hydroforming, spinning, and fabrication can offer unique advantages.
Hydroforming
Hydroforming uses high-pressure fluid to shape metal sheets or tubes into intricate forms. It excels in producing lightweight, seamless parts with complex geometries.
Spinning
Metal spinning involves forming sheet metal over a rotating mandrel using rollers. This process is best for axisymmetric parts like domes or cones.
Fabrication
Fabrication combines cutting, bending, welding, and assembling to create parts from raw materials. It is highly versatile but more labor-intensive than other methods.
Conclusion
Deep drawing is a reliable and efficient method for producing high-quality, seamless metal components. Its precision, cost-effectiveness, and versatility make it a go-to choice for many industries.
Are you looking to explore deep drawing for your next project? Contact us today to discuss your requirements and receive expert guidance tailored to your needs!
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.
Related Resource

Fingerprint Resistant Stainless Steel: How It Works,and How to Choose


