Are you finding it hard to keep tight tolerances on cylindrical parts? Straight turning is a dependable way to machine accurate diameters and clean finishes. A lathe shapes the part with high precision, giving smooth surfaces and consistent sizes. This process lowers rework, cuts waste, and improves overall efficiency.
Straight turning may look simple, but there is more to learn about its process, tools, and results. Let’s take a closer look at how it works.
What Does Straight Turning Mean in Machining?
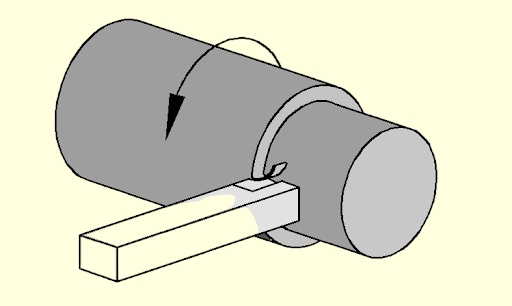
Straight turning is a cutting method used on a lathe. In this process, the workpiece spins around its axis while a fixed tool moves in a straight line along the same axis. The tool slowly cuts away material and reduces the diameter, forming a smooth and even cylinder across the length of the part. The focus is on keeping the surface straight and uniform, without any taper or curve.
The main goal is to keep the diameter the same throughout the length, which is why it is called “straight” turning. Unlike taper turning, which produces angled surfaces, straight turning produces an even cylinder. The quality of the result depends on factors like cutting speed, depth of cut, and feed rate.
Types of Straight Turning Operations
Straight turning can be done differently depending on part design, material, and surface needs. Each approach helps balance speed, accuracy, and surface quality.
External Straight Turning
External straight turning shapes the outside of a cylindrical part. The workpiece spins, and the cutting tool removes material from the outer surface. This is the most common type of straight turning. It is often used for shafts, pins, and axles that must keep the same diameter along their length. Tools for external turning are built to handle strong cutting forces and create smooth finishes.
This step often comes before other operations like threading or grooving. Ensuring the outer diameter is precise, the part can fit correctly into assemblies and work as intended.
Internal Straight Turning (Boring)
Internal straight turning, also called boring, works on the inside surface of a part. Instead of cutting the outside, the tool enlarges or smooths the inner diameter of a hole. The boring tool moves parallel to the axis of rotation, just like in external turning, but inside a cavity.
This method is used for bushings, sleeves, and hollow components. Internal turning needs careful tool setup because even small tool deflections can cause uneven diameters. Choosing the right tool and controlling the feed rate are key to achieving smooth and accurate internal surfaces.
Rough Turning vs. Finish Turning
Rough turning and finish turning are stages in the process. Rough turning removes material quickly with a deeper cut and faster feed rate, making the process efficient but leaving a rough surface.
Finish turning follows roughing. It removes less material at slower feed rates. This step improves accuracy and surface quality, giving the part a clean, polished finish. Using both stages together helps achieve a balance between productivity and precision.

Step-by-Step Straight Turning Process
Straight turning involves a few key steps that build on each other. Each stage shapes the workpiece and moves it closer to the final part.
Workpiece Preparation
The process begins with preparing the workpiece. The material is first cut to the needed length. The ends are faced so they are flat, which helps keep the part stable while it spins.
The workpiece is then clamped in the chuck or fixed between centers. Firm clamping is important because even a small misalignment can affect the whole job. At this stage, machinists also check for cracks or flaws and confirm the size of the material.
The Basic Setup
The setup step has a big impact on the final result. Machinists choose the right cutting tool, tool holder, and insert depending on the material and finish needed. To avoid chatter or uneven cuts, the tool must align with the spindle centerline.
Cutting speed, feed rate, and depth of cut are also set here. These values change based on material hardness and surface requirements. A stable machine, a rigid tool setup, and the correct speed keep tools sharp longer and help the machine last.
Roughing Cuts
Roughing is the first stage of cutting. The tool quickly removes large amounts of material to bring the workpiece closer to the final shape. Higher feed rates and depths of cut are used here. The goal is speed, not surface finish.
Finishing Cuts
Finishing cuts give the part its final accuracy and smooth surface. The tool removes a small amount of material with a shallow cut, slower feed rate, and faster spindle speed.
During this stage, machinists measure the workpiece to confirm it meets the required tolerance and make fine adjustments if needed. A proper finishing cut improves both the look and function of the part.
Tools for Straight Turning
Choosing the right tool makes a big difference in straight turning. The tool’s design, shape, and material affect accuracy, surface finish, and efficiency.
Types of Cutting Tools and Inserts
Straight turning usually uses single-point cutting tools with replaceable inserts. Inserts come in different shapes—square, round, and diamond—and each shape has a purpose.
Round inserts handle heavy roughing well because they spread cutting forces evenly. Diamond-shaped inserts have sharp edges for fine detail and smooth finishes. Some inserts have coatings like titanium nitride or aluminum oxide to resist wear. Quick-change inserts save time during production and reduce downtime.
Tool Geometry and Its Effect on Cutting
Tool geometry includes the rake angle, clearance angle, and nose radius. The rake angle affects how chips flow off the tool. A positive rake lowers cutting forces but can weaken the edge. A negative rake makes the edge stronger but needs more power.
The clearance angle prevents the tool from rubbing the workpiece. The nose radius affects surface finish and tool life. A bigger radius gives a smoother finish, lasts longer, and increases cutting forces. A smaller radius makes sharp details easier but wears faster.
Tool Material Selection for Different Applications
Tool material depends on the workpiece’s hardness and the cut type. High-speed steel (HSS) is cheap and flexible, good for low to medium speeds. Carbide is harder and lasts longer, so it is ideal for high-speed turning or tough materials. Ceramic tools handle very hard alloys and high temperatures, but are brittle.
Coated carbide tools resist heat and wear, extending their life. Picking the right tool material improves efficiency and accuracy and keeps costs under control.

Cutting Parameters
Cutting parameters are the main factors controlling the success of straight turning. They decide on accuracy, cycle time, surface quality, and tool wear. Setting them correctly keeps the process fast and precise.
Speed, Feed, and Depth of Cut Explained
Cutting speed shows how fast the workpiece surface moves against the tool. It is usually measured in surface feet per minute (SFM). The tool can overheat and wear out quickly if the speed is too high. If it is too low, the process slows down and becomes less efficient.
Feed rate is how far the tool moves along the workpiece in one revolution. A high feed removes material faster but makes the surface rougher. Depth of cut is how much material is taken off in a single pass. Deeper cuts save time in roughing but put more pressure on both the tool and the machine.
Balancing Productivity with Tool Life
Machinists must balance production speed with tool life. Running at high speeds and heavy feeds makes parts faster, but wears out tools sooner. Using conservative settings keeps the tools sharp longer but reduces output.
The smart choice depends on the job. Roughing can use faster speeds and deeper cuts to save time. Finishing requires lighter cuts and slower feeds to protect the tool and reach exact dimensions. Watching tool wear closely helps keep results consistent and avoids sudden machine stops.
Influence of Coolant and Lubrication
Coolant and lubrication strongly affect turning results. Coolant lowers heat at the cutting point, protecting accuracy and extending tool life. Lubrication reduces friction, improves chip flow, and lowers cutting forces.
The type of coolant—whether water-based, oil-based, or synthetic—depends on the material and the part. Correct use also improves surface finish and allows faster cutting speeds. Without it, tools overheat, parts lose quality, and tool changes happen more often.
Common Challenges and Solutions
Even with careful setup, straight turning can face problems that affect quality and efficiency. Spotting these issues early prevents mistakes and wasted time.
Tool Wear and Breakage
Tools wear down with use, causing rough surfaces and dimensional errors. Breakage can stop production and even damage parts.
To prevent this, monitor tool life closely. Adjust cutting speed, feed rate, and cut depth to lower the tool’s stress. Using coated inserts or harder tool materials also extends life. Proper tool mounting and alignment reduce uneven wear. Replacing tools before they fail keeps production smooth and quality consistent.
Chatter and Vibration Control
Chatter happens when the tool or workpiece vibrates, leaving wavy surfaces. It can harm both the tool and the part.
Ensure the rigid machine setup and the workpiece are clamped securely to minimize chatter. Reduce unsupported lengths and adjust feed rates or cutting speeds. Using tools with the right geometry and a larger nose radius helps stabilize cutting. Damping devices or balancing rotating parts also maintain smooth operation.
Avoiding Workpiece Deformation
Thin or long parts can bend or deflect during turning, causing inaccurate dimensions.
Prevent deformation by using steady rests or tailstock support. Remove material gradually and machine in multiple passes instead of one heavy cut. Proper fixturing and clamping distribute forces evenly. Coolant helps control temperature and avoids warping. Careful handling keeps parts true to the design.
Applications of Straight Turning
Straight turning is used in many industries where precision and consistency matter. It shapes cylindrical parts quickly and accurately, making it a core manufacturing process.
Automotive Components
Many automotive parts rely on straight turning. This method is used to make shafts, axles, pins, and bushings. The process ensures tight tolerances, smooth surfaces, and consistent diameters, which are crucial for parts that handle stress, rotation, or friction.
Aerospace Precision Parts
Aerospace parts require extreme accuracy and smooth surfaces. Straight turning produces landing gear pins, hydraulic rods, and structural shafts. Precision turning ensures parts fit perfectly, withstand harsh conditions, and meet strict aerospace standards.
General Engineering
Straight turning is also widely used in general engineering. Machine components, rollers, spindles, and fasteners often need precise diameters and smooth finishes. Quick setup and consistent results benefit prototyping and small-batch production.
Conclusion
Straight turning is a key machining process for making precise, cylindrical parts. Success depends on careful workpiece preparation, proper setup, correct cutting parameters, and the right tools. Straight turning is widely used in automotive, aerospace, and general engineering industries. It works well for both prototypes and mass production.
Ready to boost your production with precise straight turning? Contact us today to discuss your project and find a solution tailored to your needs.
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.
Related Resource

Fingerprint Resistant Stainless Steel: How It Works,and How to Choose


