Cracking is one of the most common and costly problems in sheet metal forming. When a crack appears, the part typically becomes unusable, resulting in wasted material, additional labor, and increased production costs. Even minor surface cracks can reduce strength and cause failure during assembly or later use. These issues lower both quality and efficiency, so preventing cracks is a key focus in metal fabrication.
Cracks don’t happen randomly. They result from specific causes that can be identified and controlled. By understanding these factors, you can take practical steps to keep your parts strong and free from cracks.
Understanding Cracks in Sheet Metal Forming
Cracks reveal how metal reacts under pressure. Understanding when and why they form helps improve both design and forming precision.
What Are Cracks in Forming?
Cracks are visible splits or separations on the metal surface that occur when the sheet is unable to withstand the stress applied to it. They often appear during bending, stretching, or deep drawing. When the strain limit is exceeded, the metal tears instead of deforming smoothly.
During bending, cracks usually form on the outer side where tension is strongest. In deep drawing, they often show up near corners or highly stretched areas.
Why Cracks Occur?
Cracks form when the stress on the metal exceeds its tensile strength. Poor lubrication increases friction between the sheet and die, adding resistance and stress. This friction can create localized tearing. Sharp die corners or small radii also raise the risk of cracking. Variations in sheet thickness or uneven pressure from worn tools can exacerbate the situation.
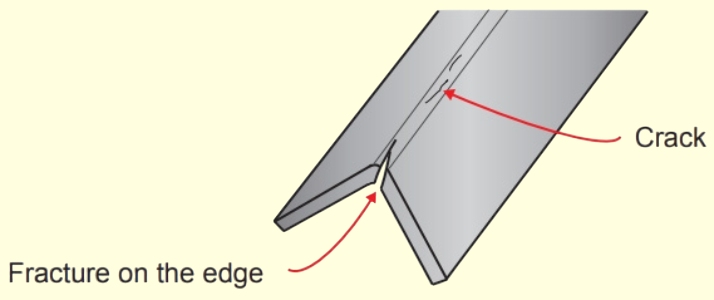
Common Crack Patterns
Cracks can appear in several forms depending on how the metal fails. Edge cracks often develop along cut or sheared edges during bending or flanging because these edges already contain tiny defects from the cutting process.
Surface cracks form on the outer layer of the sheet where tension is strongest, often seen in stretched areas of automotive panels. Through-thickness cracks extend entirely through the sheet, resulting in complete failure. These usually occur during severe forming or when the material is too brittle.
Material-Related Factors
Every sheet of metal has its limits. Its strength, ductility, and grain direction determine how far it can bend or stretch before cracking.
Material Properties That Influence Cracking
Ductility, grain structure, and hardness all affect how metal behaves during forming.
- Ductility measures how much a metal can stretch before breaking. Aluminum and mild steel are more ductile, allowing them to deform smoothly. Metals with low ductility, like some stainless steels or hardened alloys, tend to crack when bent too far.
- The grain structure has a significant impact on formability. Fine and uniform grains spread stress evenly, thereby reducing the risk of cracks. Large or uneven grains concentrate stress, making the metal weaker under tension. Heat treatment, also known as annealing, can refine the grain structure and restore flexibility.
- Hardness affects how easily a metal deforms. Harder metals resist bending but can fracture if subjected to excessive force. Softer ones are easier to shape but may lose strength if overworked. Choosing the proper hardness ensures a good balance between strength and formability.
Role of Material Thickness
Material thickness changes how the sheet reacts under stress. Thicker sheets can handle a greater load and resist wrinkling, but require a higher forming force. If the die radius is too small, that force can lead to cracking.
Thinner sheets bend with less effort but are more prone to tearing, especially in stretched areas. Engineers must match tooling pressure and bend radii to the sheet’s thickness to prevent failures.
Importance of Grain Direction
Grain direction, also known as rolling direction, significantly affects deformation. During rolling, the grains align, resulting in a sheet with different strengths in different directions.
Bending parallel to the grain increases the risk of cracking because the grains pull apart. Bending across the grain spreads stress more evenly and lowers that risk. For tight bends or deep draws, always set the grain direction correctly to improve forming success.
Design Considerations
Good design prevents cracking before forming even starts. Selecting the optimal bend radius, hole spacing, and stress control methods helps prevent defects early in the manufacturing process.
Optimizing Bend Radius and Angles
A proper bend radius allows the metal to flow smoothly without exceeding its stretch limit. When the radius is too small, the outer surface stretches too much, leading to cracks. A larger radius spreads stress more evenly across the bend, improving durability.
The bend radius should always match the material type and thickness. Softer metals, such as aluminum, can handle tighter bends, while harder materials, like stainless steel, require wider radii. A simple guideline is to keep the inner bend radius at least equal to the material thickness.
Hole Placement and Edge Distance
Holes or cutouts near bend lines weaken the sheet and can trigger cracks. When the metal bends, stress gathers around the edge of each hole, especially if it’s too close to the bend. This stress concentration can start a crack that spreads outward.
To reduce this risk, keep holes at least twice the material thickness away from any bend line. For high-stress parts, adding fillets or rounded corners around holes helps reduce sharp stress points and improves formability.
Design for Uniform Stress Distribution
Uneven stress is a major cause of cracks in formed parts. During the design process, aim to distribute stress evenly across the surface. Avoid sudden changes in thickness or sharp corners that interrupt material flow.
Using smooth curves instead of abrupt angles reduces local strain. Adding ribs or flanges in weak areas increases stiffness without adding much weight. For complex geometries, forming simulations are a valuable tool for identifying stress concentration zones and making corrections before production.
Forming Techniques to Minimize Cracks
Different forming methods distribute stress in unique ways. Choosing the proper process helps the metal deform smoothly and reduces the risk of cracking.
Incremental Forming
Incremental forming shapes sheet metal gradually rather than all at once. The forming tool moves along a programmed path, pressing the sheet in small steps. Each step introduces limited strain, allowing the metal to stretch more evenly.
This approach works well for complex or deep parts where maintaining uniform thickness is challenging. By adjusting step size and tool path, engineers can control stress in critical areas. The slow, step-by-step process improves accuracy and lowers the chance of cracking in materials that are difficult to form.
Warm Forming and Temperature Control
Heating the metal slightly before forming increases its ductility. Warm forming takes advantage of this by raising the sheet’s temperature to a controlled level below its melting point. The extra heat softens the material, making it easier to bend or stretch without damage.
Temperature must be carefully managed. If it gets too hot, the sheet may weaken or oxidize. If it’s too cold, it stays rigid and prone to cracks. Uniform heating systems and real-time temperature monitoring help maintain consistency and prevent localized overheating.
Hydroforming and Stretch Forming
Hydroforming uses fluid pressure instead of a solid die to shape the metal. The pressure is applied evenly across the surface, resulting in a smooth and uniform deformation. Because there are no hard die contact points, friction and stress concentration are significantly reduced.
Stretch forming, on the other hand, stretches the sheet tightly over a form block while maintaining constant tension. This method ensures even thinning and helps avoid wrinkles or cracks. Both techniques enable the metal to flow naturally, maintaining consistent thickness and surface quality.

Material Preparation and Conditioning
Successful forming begins before the first press stroke. Proper heat treatment, surface cleaning, and grain control help the metal bend and stretch without cracking.
Proper Annealing
Annealing is a heat treatment that restores ductility lost during cold working. When metal is repeatedly rolled, bent, or stamped, it becomes more complex and more brittle. Heating it to a set temperature and then cooling it slowly helps rearrange its crystal structure. This process releases internal stress and brings back flexibility.
Each metal has its own ideal annealing conditions. Aluminum, for example, softens at lower temperatures than steel. If the temperature is too high, grains can grow too large and weaken the metal. If too low, residual stress remains. Maintaining the process within the correct temperature range is crucial for achieving good formability.
Surface Cleaning and Treatment
A clean surface allows metal to deform more evenly. Contaminants like rust, oil, or oxide layers increase friction between the die and the sheet, which can cause tearing or small surface cracks. Before forming, sheets are cleaned using methods like pickling, degreasing, or shot blasting.
Surface treatments can also enhance performance. Applying a light lubricant or conversion coating reduces friction and wear during the forming process. For stainless steel and aluminum, removing oxide layers helps ensure smoother, more consistent forming.
Grain Refinement Techniques
Grain refinement enhances strength and ductility, making the sheet less prone to cracking. Techniques such as controlled rolling, recrystallization, and thermomechanical processing help break down large grains into smaller, uniform ones. Fine grains spread stress evenly and delay the formation of cracks.
In some alloys, elements such as titanium, vanadium, or niobium are added to control the grain size. These elements form tiny particles that pin grain boundaries, preventing excessive growth during heat treatment. A uniform, fine-grained structure helps the metal bend and stretch predictably without sudden failure.
Want to minimize cracking in your next sheet metal forming project? Our experienced engineers can help you achieve smooth, accurate results through proper material selection and optimized forming processes. Upload your CAD drawings now for a free DFM review and forming feasibility analysis.
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.
Related Resource

Fingerprint Resistant Stainless Steel: How It Works,and How to Choose


