Are you seeking a manufacturing process that combines strength, versatility, and cost-effectiveness? Many engineers and manufacturers struggle to find the right balance between quality and efficiency. Aluminum extrusion offers a solution to these common manufacturing problems.
Aluminum extrusion shapes metal into precise forms. Engineers and manufacturers use it to create substantial, lightweight parts. This process improves efficiency, reduces costs, and increases design flexibility.
Why should you care about aluminum extrusion? It offers endless design possibilities and can meet precise specifications. Let’s explore how this process works and why it’s so popular.
What Is Aluminum Extrusion?
Aluminum extrusion is a manufacturing process that shapes aluminum alloy into specific profiles. It involves forcing heated aluminum through a die, which acts like a mold. The result is a continuous piece of aluminum with a cross-section that matches the die’s shape.
The extrusion process relies on aluminum’s ability to flow when heated. First, an aluminum billet is heated to about 800-925°F, making it soft but not liquid. Then, extreme pressure forces this softened metal through a die with a specific opening shape. As the metal passes through, it takes on the exact shape of that opening.
This process works because aluminum becomes plastic when heated—it can flow without breaking. The hydraulic ram applies pressure up to 15,000 tons, pushing the metal through the die. Once out of the die, the aluminum cools and hardens, maintaining its new shape.
The Aluminum Extrusion Process: Step-by-Step Breakdown
The aluminum extrusion process transforms raw aluminum into useful shapes through precise steps. Let’s look at each stage in detail.
Step 1: Billet Preparation
First, the proper alloy is selected based on the final product’s needs. Common choices include 6061 and 6063 alloys with different strength and finish qualities.
The aluminum is cast into billets of specific diameters, typically 3 to 14 inches. These billets are cut to lengths matching the extrusion press size and the material needed.
Step 2: Heating and Softening
Billets enter a heating furnace where they reach temperatures between 800°F and 925°F (427°C to 496°C). This makes the aluminum soft enough to push through a die but still solid.
Heating ensures the material flows smoothly through the die without cracking or breaking.
Step 3: Extrusion Through a Die
The heated billet is loaded into the extrusion press container. A powerful hydraulic ram then applies pressure – up to 15,000 tons – to push the soft aluminum.
The metal is forced through a steel die with openings shaped like the desired cross-section. As it squeezes through, the aluminum takes on this exact shape.
Step 4: Cooling and Quenching
The freshly extruded profiles move onto a runout table with fans that blow air across them for initial cooling.
The profiles then enter a quenching system for many alloys, especially those needing higher strength. This might use water, mist, or forced air to cool the aluminum rapidly. This rapid cooling “locks in” the desired metallurgical properties and prevents unwanted changes to the metal’s structure.
Step 5: Stretching and Straightening
The cooling process can leave some distortion in the profiles, so they need straightening. To straighten them, profiles are clamped at both ends and pulled with controlled force. This stretching typically extends the metal by 0.5% to 2% of its length.
This step also relieves internal stresses from the extrusion process, which helps prevent warping later. The stretching creates more consistent dimensions and improves the flatness of the profiles.
Step 6: Cutting and Finishing
Precision saws cut the long, straight profiles to the required lengths. Standard lengths range from 8 to 24 feet, though custom lengths are possible.
Many profiles also go through surface treatments. These include anodizing, which adds color and protects against corrosion. Other therapies include powder coating or mechanical finishes like brushing and polishing.

Advantages of Aluminum Extrusion
Aluminum extrusion offers a range of benefits that make it a top choice for engineers, designers, and manufacturers. Let’s explore the key advantages that set this process apart.
Strength-to-Weight Ratio
Aluminum extrusions are incredibly strong yet lightweight, making them ideal for applications where reducing weight is critical. The high strength-to-weight ratio ensures durability without adding unnecessary bulk.
Corrosion Resistance
Aluminum naturally forms a protective oxide layer, making it highly corrosion-resistant. This is especially useful in environments exposed to moisture or chemicals. Extruded aluminum can also be treated with coatings or anodizing for excellent protection.
Design Flexibility and Customization
One of aluminum extrusion’s biggest advantages is its design flexibility. The process allows for complex shapes and intricate profiles that would be difficult or expensive to achieve with other methods.
Cost-Effectiveness
Aluminum extrusion is a cost-efficient manufacturing method. The process minimizes material waste, and the ability to create complex shapes in a single step reduces the need for additional machining.
Types of Extrusion Processes
Aluminum extrusion can be done differently, depending on the project’s requirements. Let’s look at how they work and when to use each.
Direct Extrusion
Direct extrusion is the most common method. The billet is placed in a container, and a hydraulic ram pushes it through a stationary die. The aluminum flows in the same direction as the ram’s movement.
This method is widely used because it is simple and cost-effective. It is suitable for producing solid profiles, hollow shapes, and semi-hollow designs.
However, direct extrusion has some limitations. The friction between the billet and container walls requires more power. The process also creates a “dead metal zone”—material that doesn’t flow properly and must be discarded.
Indirect Extrusion
Indirect extrusion (backward or reverse extrusion) takes a different approach to forming aluminum profiles. In this method, the die is attached to a hollow ram that moves toward the billet. The aluminum flows in the opposite direction of the ram’s movement, passing through the hollow section.
Because the billet remains stationary relative to the container walls, indirect extrusion has much less friction. The billet doesn’t slide against the container, eliminating a significant source of resistance.
Design Considerations for Aluminum Extrusions
Creating effective aluminum extrusion designs requires careful planning. This section covers key factors to consider when designing aluminum extrusions.
Wall Thickness and Tolerance Levels
The minimum wall thickness for aluminum extrusions typically ranges from 0.040″ to 0.080″ (1mm to 2mm), depending on the alloy and profile complexity. Thinner walls may be possible for simple shapes in soft alloys, while complex profiles need thicker walls.
Maintaining consistent wall thickness throughout the profile helps metal flow evenly during extrusion. Sections with varying thicknesses can cause different cooling rates, leading to distortion or internal stress.
Standard tolerances for aluminum extrusions follow industry guidelines:
- For dimensions under 1″, tolerance is typically ±0.012″
- For dimensions 1″ to 3″, tolerance is typically ±0.015″
- For dimensions over 3″, tolerance is typically ±0.020″
Complexity of Profiles and Cross-Sections
Simple shapes like rectangles, angles, and channels are the most straightforward and cost-effective to extrude. As complexity increases, so do tooling costs and potential production challenges.
The “circumscribing circle” rule helps gauge complexity. This is the smallest circle that can completely contain the cross-section. Larger circles typically mean more complex extrusions.
Features to consider when designing profiles:
- Sharp corners should be avoided – use radii whenever possible (minimum 0.030″ to 0.040″)
- Deep channels create flow challenges – keep depth-to-width ratio under 4:1
- Enclosed voids (hollow sections) require more complex dies with bridges or mandrels
- Thin projections or fins need adequate support at the base
Strength-to-Weight Ratio Considerations
Aluminum extrusions can be engineered to maximize strength while minimizing weight.
Strategic placement of materials is key to efficient design. Other than making the entire profile thicker, add thickness only where stress concentrations occur
I-beam, T-section, and box designs provide excellent strength-to-weight ratios for different loading conditions:
- I-beams for bending loads in one direction
- Box sections for torsional loads or bending in multiple directions
- T-sections for cantilever applications

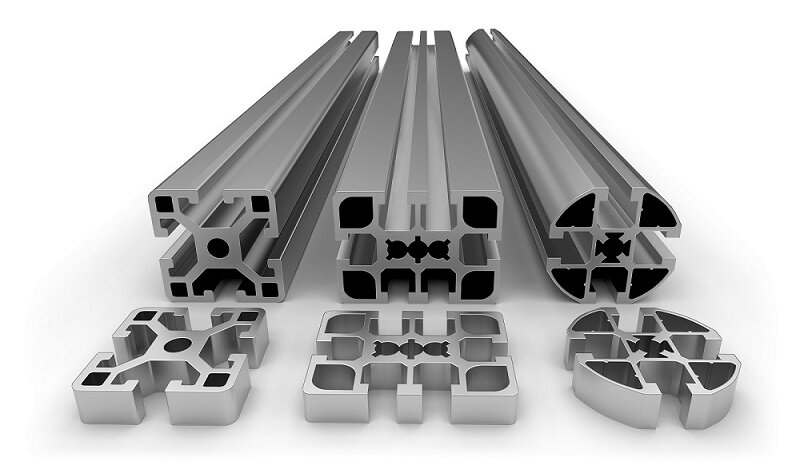
What Shapes Can Be Extruded?
Aluminum extrusion is incredibly versatile, allowing various shapes to meet diverse design needs. Let’s break down the types of shapes you can create.
Solid Shapes
Solid shapes are the simplest and most common type of extrusion. These profiles have no voids or hollow sections. Examples include rods, bars, and flat strips. Solid shapes are easy to produce and are often used for structural components, frames, and supports.
Semi-Solid Shapes
Semi-solid shapes have partially enclosed voids or openings. These profiles are more complex than solid shapes but still relatively straightforward to extrude. Examples include channels, angles, and T-sections. Semi-solid shapes are commonly used in construction, machinery, and automotive applications.
Hollow Shapes
Hollow shapes feature fully enclosed voids, such as tubes or rectangular pipes. These profiles require more advanced dies and processes but offer excellent strength-to-weight ratios. Hollow shapes are ideal for applications like heat exchangers, fluid transport systems, and lightweight frameworks.
Conclusion
Aluminum extrusion is a versatile and efficient manufacturing process that transforms aluminum alloy into custom shapes and profiles. Its advantages include a high strength-to-weight ratio, excellent corrosion resistance, design flexibility, cost-effectiveness, and sustainability.
If you’re looking for high-quality aluminum extrusions that meet your exact specifications, we’re here to help. Our team of experts can guide you through the design and manufacturing process to ensure you get the best results. Contact us today for a free consultation or quote!
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.