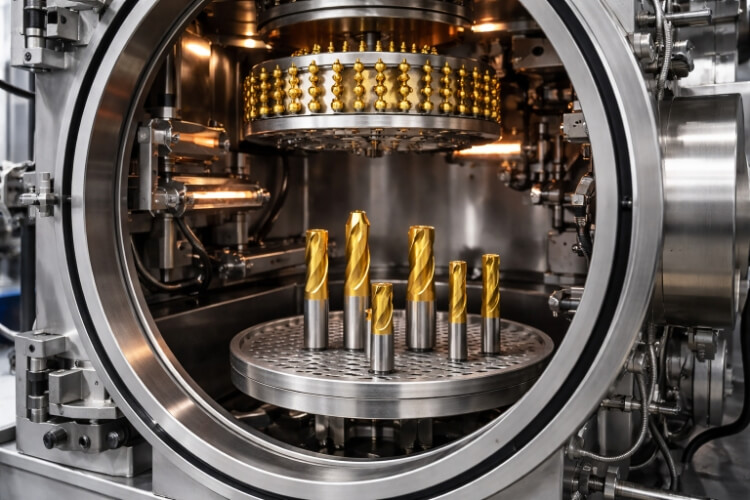
Die Beschichtung mit Titannitrid (TiN) ist in der Fertigung weit verbreitet. Sie ist für ihr goldenes Aussehen bekannt, aber ihr Hauptwert ist funktionell.
TiN wird verwendet, um die Oberflächenhärte zu verbessern, den Verschleiß zu reduzieren und die Reibung in der richtigen Anwendung zu verringern. In vielen Anwendungen für Werkzeuge und Verschleißteile können die Werkzeuge eine längere Lebensdauer und eine stabilere Leistung aufweisen.
Für Ingenieure und Käufer stellt sich nicht nur die Frage, was TiN ist, sondern auch, was es verändert und wann es sinnvoll ist, es zu verwenden.

Was die Titannitrid-Beschichtung bewirkt?
TiN wird verwendet, wenn ein Werkzeug oder Teil ein besseres Oberflächenverhalten benötigt, ohne dass das Kernmaterial verändert wird. Es verbessert die Kontaktfläche, während das Substrat weiterhin Festigkeit und Halt bietet.
Was die TiN-Beschichtung tatsächlich zur Oberfläche eines Werkzeugs oder Teils beiträgt?
TiN ist eine dünne Keramikbeschichtung aus Titan und Stickstoff. Sie wird in der Regel in einer sehr dünnen Schicht aufgetragen, die bei vielen Werkzeuganwendungen etwa 2-5 μm beträgt, aber auch diese Schicht kann das Verhalten der Oberfläche im Betrieb verändern.
Viele Produktionsprobleme beginnen an der Oberfläche. Verschleiß, Reibung, Kantenbeschädigung und Gleitwiderstand beginnen alle an der Kontaktstelle.
Durch das Hinzufügen einer härteren Außenschicht trägt TiN dazu bei, dass die Oberfläche dem Verschleiß besser standhält. Bei Schneidwerkzeugen kann dies zum Schutz der Arbeitskante beitragen. Bei Stempeln und Matrizen können Schäden durch wiederholten Kontakt verringert werden. Bei Verschleißteilen kann es dazu beitragen, dass die Oberfläche regelmäßigen Bewegungen oder Druck besser standhält.
Warum verändert TiN das Oberflächenverhalten, ohne das Grundmaterial zu verändern??
Eine der Hauptstärken von TiN ist, dass es die Oberfläche verändert, ohne das Hauptmaterial zu verändern. Das Substrat bietet nach wie vor die Kernfestigkeit, Zähigkeit und strukturelle Unterstützung, während TiN die äußere Schicht verändert, die direkten Kontakt hat.
Aus diesem Grund sollte TiN als eine Oberflächenlösung und nicht als eine vollständige Materiallösung betrachtet werden. Ein beschichtetes Werkzeug hängt immer noch von dem richtigen Substrat, der Geometrie und den Prozessbedingungen ab.
Ein Bohrer braucht immer noch eine angemessene Kernfestigkeit und Kantenunterstützung, und ein Stempel braucht immer noch die richtige Grundhärte und Belastbarkeit. TiN kann die Arbeitsoberfläche verbessern, aber es kann nicht ein schwaches Substrat oder eine schlechte Designwahl reparieren.
Was sagt die goldene Oberfläche in der Praxis aus??
Durch die goldene Farbe ist TiN leicht zu erkennen, was in der Werkstatt nützlich sein kann. Sie hilft dabei, beschichtete Werkzeuge schnell zu identifizieren und unterscheidet sich optisch deutlich von unbeschichteten Oberflächen.
Die Farbe allein sagt jedoch nichts darüber aus, ob die Beschichtung für die jeweilige Aufgabe geeignet ist. Sie sagt nichts über die Dicke der Beschichtung, die Haftungsqualität oder die Eignung für die Anwendung aus.
Die goldene Oberfläche ist ein optisches Merkmal, nicht der Hauptgrund für die Verwendung der Beschichtung. Der eigentliche Wert ergibt sich aus dem Verhalten der Oberfläche bei Verschleiß, Reibung und wiederholtem Kontakt.
Wie die TiN-Beschichtung die Leistung verbessert?
TiN wird ausgewählt, weil es die Oberflächenleistung dort verbessern kann, wo der Kontaktschaden zuerst auftritt. Sein Hauptwert ergibt sich in der Regel aus der höheren Oberflächenhärte, der geringeren Reibung und dem langsameren Verschleiß der Arbeitsfläche.
Warum trägt eine höhere Oberflächenhärte zur Verringerung des Verschleißes bei?
Eine härtere Oberfläche widersteht Kratzern, Reibung und Kantenverschleiß normalerweise besser als eine weichere. Das ist ein Grund dafür, dass TiN häufig für Werkzeuge und Verschleißteile verwendet wird.
TiN wird häufig wegen seiner hohen Oberflächenhärte geschätzt, die je nach Verfahren und Spezifikation typischerweise bei 2.000 HV oder höher liegt. Diese höhere Härte trägt dazu bei, dass die äußere Oberfläche bei wiederholtem Kontakt nicht beschädigt wird.
In der Produktion beginnt der Verschleiß oft klein. Eine Schneide verliert an Schärfe, eine Stempelfläche nutzt sich ab, oder eine Kontaktfläche verschlechtert sich Zyklus für Zyklus. Mit fortschreitendem Verschleiß nehmen Oberflächenqualität, Maßhaltigkeit und Werkzeugstandzeit oft ab.
Durch die Verlangsamung der Oberflächenabnutzung kann TiN dazu beitragen, die Arbeitsbedingungen länger aufrechtzuerhalten. Dies macht es zu einer praktischen Wahl, wenn das Hauptproblem eher ein allmählicher Oberflächenverschleiß als ein Hitze- oder Schlagversagen ist.
Wie kann eine geringere Reibung den Gleit- und Schneidkontakt verbessern?
Die Reibung beeinflusst das Schneiden, Gleiten, Reiben und den Materialfluss über eine Werkzeugoberfläche. Wenn die Reibung zu stark ansteigt, erhöht sich die Hitze, das Festkleben wird wahrscheinlicher und die Kontaktfläche verschleißt normalerweise schneller.
TiN hilft, die Oberflächenreibung im Vergleich zu vielen unbeschichteten Oberflächen zu verringern. In der Praxis bedeutet dies eine Verringerung des Widerstandes an der Kontaktschicht und ein reibungsloseres Zusammenspiel zwischen dem Werkzeug und der Arbeitsfläche.
Bei Zerspanungswerkzeugen kann die geringere Reibung dazu beitragen, das Reiben an der Schnittstelle zwischen Werkzeug und Werkstück zu verringern. Bei Umform- und Kontaktwerkzeugen kann sie dazu beitragen, das Verkleben oder die Oberflächenmarkierung bei einigen Anwendungen zu verringern. Bei gleitenden Teilen kann sie dazu beitragen, den Reibverschleiß bei wiederholten Bewegungen zu kontrollieren.
Dieser Vorteil ist am stärksten, wenn Reibung Teil des Versagensmusters ist. Wenn das Hauptproblem eine starke Wärmeentwicklung, Stoßbelastung oder ein schwaches Substrat ist, wird die Beschichtung allein nicht ausreichen.
Warum können Werkzeuge mit TiN länger und gleichmäßiger laufen?
Eine längere Lebensdauer der Werkzeuge ist einer der Hauptgründe, warum die Hersteller TiN verwenden. Wenn sich die Oberfläche langsamer abnutzt und die Reibung besser unter Kontrolle bleibt, kann das Werkzeug oft über einen längeren Zeitraum verwendet werden, bevor die Leistung zu stark abfällt.
Das ist wichtig, denn es betrifft mehr als nur die Wechselintervalle. Ein Werkzeug, das konstanter läuft, kann die Schwankungen reduzieren, die Häufigkeit der Werkzeugwechsel verringern und die Produktion über eine Charge hinweg leichter kontrollieren.
Für Ingenieure bedeutet dies ein stabileres Prozessverhalten. Für die Käufer kann es bedeuten, dass die Werkzeuge im Laufe der Zeit an Wert gewinnen, insbesondere wenn wiederholter Verschleiß und Abrieb die Hauptkostenfaktoren sind.
TiN ist am effektivsten, wenn es ein eindeutiges Oberflächenproblem löst. Wenn das Versagen hauptsächlich durch Temperatur, Stöße oder schwache Werkzeugunterstützung verursacht wird, kann der Nutzen begrenzt sein, selbst wenn die Beschichtung selbst in Ordnung ist.
Wie wird die Titaniumnitrid-Beschichtung aufgetragen?
Die Leistung einer TiN-Beschichtung hängt nicht nur von der Beschichtung selbst ab, sondern auch davon, wie sie aufgebracht wird. Das Beschichtungsverfahren beeinflusst die Wärmeeinwirkung, die Haftung, die Dicke und die Eignung von TiN für einen bestimmten Produktionszweck.
Wie die PVD-TiN-Beschichtung auf die Oberfläche aufgebracht wird
Die physikalische Gasphasenabscheidung (PVD) ist eine der gängigsten Methoden zum Aufbringen von TiN. Bei diesem Verfahren wird Titan in einer kontrollierten Kammer verdampft, reagiert mit Stickstoff und wird als dünne Schicht auf die Oberfläche des Teils aufgebracht.
PVD ist weit verbreitet, weil es eine harte, dünne Beschichtung ohne die höheren Prozesstemperaturen erzeugt, die bei anderen Beschichtungsmethoden erforderlich sind. Das macht es zu einer gängigen Wahl für Schneidwerkzeuge, Stempel, Matrizen und Präzisionsteile, die eine bessere Oberflächenleistung bei geringerem thermischen Risiko benötigen.
Die Beschichtung wird in der Regel in einer dünnen, kontrollierten Schicht aufgetragen. Dies trägt dazu bei, die Oberfläche zu verbessern und gleichzeitig die Maßänderung relativ gering zu halten, was bei Werkzeugen und Teilen mit engeren Toleranzanforderungen nützlich ist.
Wenn stattdessen eine CVD-TiN-Beschichtung verwendet wird?
Bei der chemischen Gasphasenabscheidung (CVD) wird TiN anders aufgetragen. Anstatt ein festes Target zu verdampfen, werden bei diesem Verfahren reaktive Gase bei erhöhten Temperaturen verwendet, um eine Beschichtung auf der Oberfläche zu bilden.
CVD kann eine starke Beschichtung liefern und wird dort eingesetzt, wo das Substrat, die Prozessbedingungen und die Endanwendung dies unterstützen. Bei einigen Anwendungen im Werkzeugbau wird es eher wegen der Deckkraft und der Beschichtungseigenschaften als wegen der Verarbeitung bei niedrigen Temperaturen eingesetzt.
Der Hauptnachteil ist die Hitze. CVD läuft in der Regel bei einer viel höheren Prozesstemperatur als PVD, so dass es nicht für jedes Werkzeug oder Teil die beste Lösung ist, insbesondere wenn Temperaturempfindlichkeit oder Maßkontrolle wichtig sind.
Warum wirkt sich der Beschichtungsprozess auf die Dicke, die Haftung und die Wärmeeinwirkung aus?
Die Beschichtungsmethode ist wichtig, denn die Leistung von TiN hängt nicht nur von der Zusammensetzung ab. Sie hängt auch davon ab, wie gut sich die Beschichtung mit der Oberfläche verbindet, wie dick sie ist und wie stark das Teil während der Beschichtung der Hitze ausgesetzt ist.
Die Dicke spielt eine Rolle, weil eine zu geringe Beschichtung den Nutzen einschränken kann, während eine zu große Beschichtung bei manchen Anwendungen die Belastung erhöht oder Probleme mit den Kanten verursacht. Die Haftung ist wichtig, denn eine harte Beschichtung hilft nur dann, wenn sie auch im Betrieb hält. Die Wärmeeinwirkung ist wichtig, da das Substrat nach der Beschichtung seine beabsichtigten Eigenschaften beibehalten muss.
Wo eine TiN-Beschichtung am sinnvollsten ist?
TiN eignet sich am besten für Anwendungen, bei denen Oberflächenverschleiß, Reibung und wiederholter Kontakt die wichtigsten limitierenden Faktoren sind. Es ist in der Regel eine gute Wahl, wenn das Ziel darin besteht, die Oberflächenlebensdauer zu verbessern, ohne den Grundwerkstoff oder die Werkzeugkonstruktion zu verändern.
Warum wird TiN häufig bei Bohrern, Schaftfräsern und anderen Schneidwerkzeugen verwendet?
Schneidwerkzeuge gehören zu den häufigsten Anwendungen von TiN. Bohrer, Schaftfräser, Gewindebohrer und ähnliche Werkzeuge profitieren oft von einer härteren, reibungsärmeren Oberfläche, wenn der Kantenverschleiß eine praktische Grenze darstellt.
Bei diesen Anwendungen kann TiN dazu beitragen, den Oberflächenverschleiß zu verringern und den Verlust des nutzbaren Kantenzustands zu verlangsamen. Dies kann zu einer längeren Werkzeuglebensdauer und einer stabileren Schneidleistung über einen Produktionslauf hinweg beitragen.
TiN ist nach wie vor eine praktische Wahl für viele allgemeine Zerspanungsanwendungen, da es eine deutliche Oberflächenverbesserung bietet, ohne dass die Entscheidung über die Beschichtung übermäßig kompliziert wird.
Wo Stempel, Matrizen und Umformwerkzeuge von TiN? profitieren
TiN eignet sich auch gut für viele Stempel, Matrizen und Formwerkzeuge. Diese Werkzeuge versagen oft zuerst an der Oberfläche durch Reibung, Fressen, lokale Abnutzung oder wiederholte Kontaktschäden und nicht durch Massenbrüche.
Eine härtere Oberfläche kann dazu beitragen, dass das Werkzeug einem wiederholten Kontakt besser standhält. Eine geringere Reibung kann auch bei Anwendungen helfen, bei denen Kleben oder Oberflächenmarkierungen ein Teil des Problems sind.
Wenn der Oberflächenverschleiß das Hauptproblem ist, ist TiN oft eine praktische Verbesserung für Umformwerkzeuge.
Wann sind Verschleiß- und Gleitteile gute Kandidaten für TiN?
Einige Verschleißteile und Gleitkomponenten sind ebenfalls gute Kandidaten für TiN. Dabei handelt es sich in der Regel um Teile, die wiederholten Bewegungen, Anpressdruck oder Reibung an einer bestimmten Oberfläche ausgesetzt sind.
Beispiele hierfür sind Führungsflächen, Kontaktpunkte und andere Teile, bei denen ein Versagen eher als allmählicher Oberflächenverlust denn als strukturelle Überlastung auftritt. In diesen Fällen kann TiN dazu beitragen, die Arbeitsfläche zu schützen und die Lebensdauer zu verlängern.
Am besten ist es, wenn die Beschichtung ein eindeutiges Oberflächenproblem löst. Wenn das eigentliche Problem Stöße, große Hitze oder ein schlechtes Design des Basisteils ist, ist der Wert von TiN in der Regel geringer.

Wo die TiN-Beschichtung praktische Grenzen hat?
TiN ist eine praktische Beschichtung für viele verschleißbedingte Anwendungen, aber sie ist nicht die beste Lösung für jedes Werkzeug oder Teil. Ihre Grenzen zeigen sich in der Regel, wenn das Hauptproblem nicht mehr nur der Oberflächenverschleiß ist, sondern auch Hitze, Materialwechselwirkungen oder Maßempfindlichkeit.
Wann ist TiN nicht die beste Wahl für Anwendungen mit höherer Hitze?
TiN eignet sich gut für viele allgemeine Werkzeuganwendungen, insbesondere wenn das Hauptziel darin besteht, Oberflächenverschleiß und Reibung zu verringern. Wenn jedoch die Schnitttemperatur zu einem Hauptfaktor für das Versagen wird, bietet TiN möglicherweise nicht mehr das beste Gleichgewicht.
Dies ist häufig der Fall bei schnellerer Zerspanung, härteren Werkstoffen oder bei Arbeiten, bei denen sich die Hitze auf die Werkzeugkante konzentriert. Unter diesen Bedingungen muss die Beschichtung mehr als nur dem Verschleiß widerstehen. Sie muss auch bei zunehmender thermischer Belastung stabil bleiben.
TiN sollte nicht standardmäßig bei jeder Schneidarbeit gewählt werden. Es ist in der Regel eine gute Wahl, wenn Verschleiß und Reibung die wichtigsten Einschränkungen sind. Wenn Hitze das vorherrschende Problem wird, sollten andere Beschichtungssysteme näher betrachtet werden.
Warum kann das Material des Werkstücks die Leistung von TiN verändern?
Die Leistung von TiN hängt auch von dem Material ab, das geschnitten, geformt oder berührt wird. Unterschiedliche Werkstückmaterialien führen zu unterschiedlichen Fehlermustern an der Werkzeugoberfläche, wie z. B. abrasiver Verschleiß, Verkleben, Aufbauschneiden und hitzebedingte Schäden.
Aus diesem Grund kann eine Beschichtung, die bei einem Material gut funktioniert, bei einem anderen weniger effektiv sein. Ein Werkzeug, das gegen ein relativ stabiles Verschleißmuster läuft, kann eindeutig von TiN profitieren, während ein Werkzeug, das einer stärkeren Adhäsion oder einer höheren thermischen Belastung ausgesetzt ist, möglicherweise eine andere Lösung benötigt.
TiN kann sehr effektiv sein, aber nur, wenn das Oberflächenverhalten den tatsächlichen Anforderungen der Arbeit entspricht.
Wie können Teilegeometrie und Toleranzanforderungen die Beschichtungsergebnisse einschränken?
Auch die Form des Teils hat Einfluss darauf, ob TiN gut geeignet ist. Scharfe Kanten, schmale Merkmale, blinde Bereiche und Oberflächen mit engen Toleranzen können die Kontrolle der Beschichtungsleistung erschweren.
TiN ist dünn, bei vielen Werkzeuganwendungen oft 2-5 μm, aber es fügt der Oberfläche dennoch Material hinzu. Bei vielen Werkzeugen ist diese Veränderung gering und überschaubar. Bei maßempfindlichen Merkmalen kann jedoch selbst eine dünne Beschichtung Passung, Spiel oder Kontaktverhalten beeinträchtigen.
Auch die Geometrie beeinflusst, wie gleichmäßig die Beschichtung aufgetragen wird. Die Kantenbeschaffenheit, die lokale Form und der Zugang zur Oberfläche sind von Bedeutung. Aus diesem Grund sollten Beschichtungsentscheidungen nicht nur das Verschleißproblem berücksichtigen, sondern auch, wie sich die Teileform und die Toleranzanforderungen auf brauchbare Beschichtungsergebnisse auswirken.
Wie man die richtige Beschichtung für den Auftrag wählt?
Die Wahl der richtigen Beschichtung sollte sich aus der Anwendung ergeben, nicht aus Gewohnheit. Eine sinnvolle Entscheidung beginnt mit der Fehlerart und geht dann über Temperatur, Materialverhalten, Geometrie und Lieferantenkontrolle.
Wie schneidet TiN im Vergleich zu TiCN, AlTiN und DLC in realen Anwendungen ab??
TiN wird oft gewählt, weil es ein praktisches Gleichgewicht von Härte, geringerer Reibung und breiter Verwendbarkeit bei allgemeinen Werkzeuganwendungen bietet. Es ist eine gute Option, wenn die Hauptanforderung eine bessere Oberflächenverschleißfestigkeit ist, ohne dass die Entscheidung über die Beschichtung zu komplex wird.
TiCN wird häufig in Betracht gezogen, wenn der Verschleiß stärker ist und eine härtere, verschleißfestere Oberfläche benötigt wird. AlTiN wird häufiger in heißeren Schneidumgebungen verglichen, wo die thermische Leistung wichtiger wird. DLC wird häufig erörtert, wenn eine sehr geringe Reibung die Hauptanforderung ist, insbesondere bei Gleit- oder Schwachlastkontaktbedingungen.
Die sinnvollste Frage ist nicht, welche Beschichtung im Allgemeinen die beste ist. Die bessere Frage ist, was die eigentliche Ursache für das Versagen des Werkzeugs oder Teils ist. Wenn die Hauptursache der Verschleiß ist, kann TiN oder TiCN ausreichend sein. Wenn Hitze die Ursache für das Versagen ist, sollte man sich AlTiN genauer ansehen. Wenn das reibungsarme Gleitverhalten am wichtigsten ist, könnte DLC relevanter sein.
Was sollten Ingenieure prüfen, bevor sie TiN spezifizieren?
Die Ingenieure sollten zunächst das eigentliche Problem ermitteln. Wenn das Hauptproblem der Oberflächenverschleiß, das Reiben oder die Reibung an der Kontaktschicht ist, kann TiN ein guter Kandidat sein. Wenn das Hauptproblem Hitze, Stöße oder eine schlechte strukturelle Unterstützung ist, kann TiN nur eine begrenzte Verbesserung bieten.
Danach sollten sie das Material des Substrats, die Betriebsbedingungen, die Geometrie und die Empfindlichkeit der Abmessungen prüfen. Eine Beschichtung funktioniert am besten, wenn sie auf ein Werkzeug oder Teil aufgebracht wird, das in seiner Grundkonstruktion bereits einwandfrei ist.
In der Praxis sollte TiN eine gute technische Lösung unterstützen, nicht eine schwache Lösung kompensieren. Die Beschichtung sollte der Konstruktionslogik des Auftrags folgen, nicht sie ersetzen.
Was sollten Käufer bestätigen, bevor sie Teile zur Beschichtung einsenden?
Käufer sollten sich nicht nur den Namen der Beschichtung bestätigen lassen. Sie sollten das Beschichtungsverfahren, die angestrebte Schichtdicke, die Vorlaufzeit, die Konsistenz und die Frage prüfen, ob der Lieferant Erfahrung mit ähnlichen Werkzeugen oder Teilen hat.
Es lohnt sich auch zu prüfen, ob das Teil kritische Oberflächen, kantenempfindliche Merkmale oder toleranzempfindliche Bereiche aufweist, die einer genaueren Kontrolle bedürfen. Wenn einige wenige Mikrometer die Passgenauigkeit oder das Kontaktverhalten beeinträchtigen können, sollte dies geklärt werden, bevor der Auftrag freigegeben wird.
Aus Sicht des Einkaufs besteht das Ziel nicht einfach darin, ein beschichtetes Teil zu kaufen. Das Ziel ist es, sicherzustellen, dass der Beschichtungsprozess mit den tatsächlichen Serviceanforderungen des Teils übereinstimmt und einen nutzbaren Wert in der Produktion liefert.
Schlussfolgerung
Die Titannitridbeschichtung ist am stärksten, wenn das eigentliche Problem an der Oberfläche liegt. Sie ist eine praktische Wahl für Werkzeuge und Teile, die eine bessere Verschleißfestigkeit, eine geringere Reibung und ein stabileres Kontaktverhalten bei wiederholtem Einsatz erfordern.
Sie eignet sich oft gut für Schneidwerkzeuge, Stempel, Matrizen und Verschleißteile, weil sie die Arbeitsoberfläche verbessert, ohne das Grundmaterial zu verändern. Das macht TiN zu einer guten Option, wenn das Substrat bereits in Ordnung ist und die Beschichtung eher dazu dient, die Lebensdauer der Oberfläche zu verlängern, als ein tieferes Designproblem zu korrigieren.
Brauchen Sie Hilfe bei der Auswahl der richtigen Beschichtung für Ihr Werkzeug oder Teil? Wenn Sie TiN mit anderen Optionen vergleichen oder prüfen möchten, ob TiN für Ihr Material, Ihre Geometrie und Ihre Einsatzbedingungen geeignet ist, kann unser Team Ihnen helfen. Senden Sie uns Ihre Zeichnungen, Teiledetails oder Anwendungsanforderungenund wir werden die Eignung der Beschichtung für Ihren speziellen Anwendungsfall prüfen.
FAQs
Wozu dient die Titannitridbeschichtung?
TiN-Beschichtungen werden in der Regel auf Schneidwerkzeugen, Stempeln, Matrizen, Formwerkzeugen und Verschleißteilen verwendet. Sie wird hauptsächlich verwendet, um die Oberflächenhärte zu verbessern, den Verschleiß zu verringern und die Reibung bei wiederholtem Kontakt zu reduzieren.
Wie dick ist die TiN-Beschichtung?
TiN wird normalerweise als dünne Oberflächenschicht aufgetragen. Bei vielen Anwendungen im Werkzeugbau beträgt die Schichtdicke in der Regel 2-5 μm, wobei der genaue Bereich vom Verfahren und der Anwendung abhängt.
Verändert die TiN-Beschichtung die Abmessungen der Teile?
Ja, aber in der Regel nur geringfügig. TiN bildet eine dünne Oberflächenschicht, so dass die Maßänderungen in vielen Fällen gering sind. Dennoch sollten Merkmale mit engen Toleranzen und kritische Kontaktflächen vor der Beschichtung geprüft werden.
Ist eine TiN-Beschichtung gut für Schneidwerkzeuge?
Ja, TiN wird häufig bei Bohrern, Schaftfräsern, Gewindebohrern und anderen Schneidwerkzeugen verwendet. Es ist oft eine gute Wahl, wenn die Hauptanforderung eine bessere Verschleißfestigkeit und geringere Reibung bei allgemeinen Schneidanwendungen ist.
Kann eine TiN-Beschichtung eine schwache Werkzeugkonstruktion reparieren?
Nein. TiN kann die Oberfläche verbessern, aber es kann eine schlechte Substratwahl, eine schwache Geometrie oder ungeeignete Prozessbedingungen nicht korrigieren. Es funktioniert am besten, wenn das zugrunde liegende Werkzeug oder Teil bereits für die Aufgabe geeignet ist.
Hey, ich bin Kevin Lee

In den letzten 10 Jahren bin ich in verschiedene Formen der Blechbearbeitung eingetaucht und teile hier coole Erkenntnisse aus meinen Erfahrungen in verschiedenen Werkstätten.
Kontakt aufnehmen
Kevin Lee
Ich verfüge über mehr als zehn Jahre Berufserfahrung in der Blechverarbeitung und bin auf Laserschneiden, Biegen, Schweißen und Oberflächenbehandlungstechniken spezialisiert. Als Technischer Direktor bei Shengen bin ich bestrebt, komplexe Fertigungsherausforderungen zu lösen und Innovation und Qualität in jedem Projekt voranzutreiben.
Verwandte Ressource

Fingerabdruckresistenter Edelstahl: Funktionsweise und Auswahl

OEM vs. Auftragsfertigung: Wie Sie das richtige Modell für Ihr Projekt wählen

