Heftschweißen ist ein integraler Bestandteil des Schweißens, der als vorübergehender Halt dient, bevor die endgültige Schweißung durchgeführt wird. Dieser umfassende Leitfaden soll ein umfassendes Verständnis dieser wichtigen Technik vermitteln, indem er ihre Definition, ihren Zweck und ihre Bedeutung beim Schweißen behandelt.
Die Grundlagen des Heftschweißens verstehen
Heftschweißen bildet die Grundlage für erfolgreiche Schweißprojekte. Lassen Sie uns die Kernkonzepte erkunden, die diese Technik so wertvoll machen.
Was ist Heftschweißen?
Eine Heftschweißung funktioniert wie eine temporäre Punktschweißung - man kann sie sich wie einen präzisen Stich vorstellen, der Metallteile zusammenhält. Diese kleinen Schweißnähte sichern die Teile in ihrer Position und sorgen für die richtige Passform und Ausrichtung vor der endgültigen Schweißung.
Der Zweck von Heftschweißnähten
Beim Heftschweißen werden kleine, strategische Schweißnähte erzeugt, die Metallteile vor dem endgültigen Schweißen vorübergehend in ihrer Position sichern. Diese präzisen Verbindungen wirken wie Stifte und ermöglichen es den Schweißern, die richtige Ausrichtung zu bestimmen und bei Bedarf Anpassungen vorzunehmen.
Heftschweißung vs. Vollverschweißung: Hauptunterschiede
Heftschweißnähte sind kleiner und schneller herzustellen als Vollschweißnähte. Sie sind temporär und ermöglichen Anpassungen. Vollschweißnähte sind dauerhaft und sorgen für die vollständige Festigkeit der Verbindung. Heftschweißnähte legen die Struktur fest, während Vollschweißnähte die Arbeit abschließen.
Wie funktioniert das Heftschweißen?
Heftschweißen ist eine temporäre Schweißtechnik, die dazu dient, Metallteile vor dem endgültigen Schweißen zu fixieren. Hier finden Sie eine detaillierte Schritt-für-Schritt-Anleitung:
Schritt 1:Bereiten Sie die Materialien vor
- Reinigen Sie die Metalloberflächen gründlich, um Schmutz, Rost oder Ablagerungen zu entfernen, die die Schweißung beeinträchtigen könnten.
- Stellen Sie sicher, dass die Werkstücke öl- und fettfrei sind, um Verunreinigungen zu vermeiden.
Schritt 2:Positionieren und Einspannen der Werkstücke
- Richten Sie die Teile entsprechend den Konstruktionsvorgaben aus.
- Verwenden Sie Klemmen oder Vorrichtungen, um sie während des Schweißvorgangs sicher zu fixieren.
Schritt 3:Schweißausrüstung einrichten
- Wählen Sie die geeignete Schweißtechnik (MIG, WIG oder Stick) auf der Grundlage der Materialien und Projektanforderungen.
- Stellen Sie die Schweißmaschine auf eine geringere Wärmezufuhr ein, um Verformungen zu vermeiden.
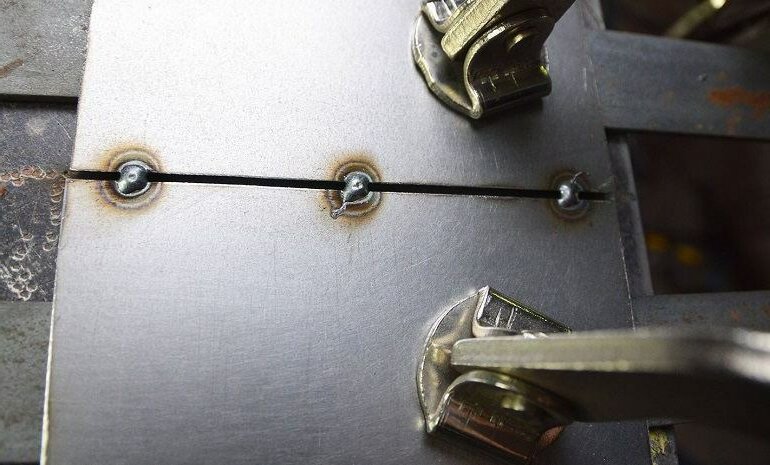
Schritt 4:Herstellen der Heftschweißnaht
- Beginnen Sie an einem Ende der Verbindung und bringen Sie eine kleine Heftnaht an.
- Achten Sie auf gleichmäßige Größe und Abstände der Heftschweißnähte, um Gleichmäßigkeit zu gewährleisten.
Schritt 5:Inspektieren und Einstellen
- Überprüfen Sie die Ausrichtung nach jeder Heftschweißung, um sicherzustellen, dass die Teile korrekt positioniert bleiben.
- Nehmen Sie gegebenenfalls Anpassungen vor, bevor Sie mit dem endgültigen Schweißen fortfahren.
Zu überwindende Herausforderungen
Das Heftschweißen ist zwar unverzichtbar, birgt aber auch eine Reihe von Herausforderungen, die die Qualität und Zuverlässigkeit der endgültigen Schweißnaht beeinträchtigen können. Das Verständnis dieser Probleme ist entscheidend für die Gewährleistung erfolgreicher Ergebnisse.
Verzerrung und Fehlausrichtung
Heftschweißnähte, die zu weit auseinander oder in falscher Reihenfolge gesetzt werden, können zu Verformungen der Verbindung und zu falsch ausgerichteten Teilen führen. Dies ist besonders problematisch bei langen Nähten oder dünnen Materialien.
Rissige und spröde Zonen
Rasche Abkühlung oder unzureichende Wärmezufuhr beim Heftschweißen kann zu spröden, rissempfindlichen Bereichen in der Wärmeeinflusszone (WEZ) führen. Diese Risse können sich beim endgültigen Schweißen oder unter Belastung ausbreiten.
Verbleibender Stress
Beim Heftschweißen kommt es zu örtlicher Erwärmung und Abkühlung, was zu Eigenspannungen im Werkstück führen kann. Diese Spannungen können zu Verzug, Rissen oder geschwächten Verbindungen führen.
Inkonsistente Schweißnahtqualität
Ungleichmäßige Heftschweißnähte, die durch schlechtes Einspannen, falsche Winkel oder unsachgemäße Technik verursacht werden, können zu schwachen Verbindungen führen, die beim endgültigen Schweißen nicht mehr ausgerichtet bleiben.
Fehlersuche und Prävention
- Richtige Abstände und Abfolge: Der Abstand zwischen den Heftschweißungen ist gleichmäßig und folgt einer ausgewogenen Reihenfolge, um den Verzug zu kontrollieren.
- Steuerung von Vorwärmung und Kühlung: Materialien bei Bedarf vorwärmen und langsam abkühlen lassen, um spröde Zonen zu vermeiden.
- Einspannen und Ausrichten: Verwenden Sie sichere Klemmen oder Vorrichtungen, um die Ausrichtung beizubehalten und Bewegungen während des Schweißens zu reduzieren.
Arten von Heftschweißnähten
Heftschweißen ist ein vielseitiges Verfahren mit verschiedenen Techniken, die auf spezifische Anwendungen zugeschnitten sind. Jede Art von Heftschweißung dient einem bestimmten Zweck und gewährleistet die richtige Ausrichtung, Stabilität und minimale Verformung während des Schweißvorgangs.
Punktschweißen
Heftpunktschweißungen sind kleine, punktförmige Schweißnähte, die an strategischen Punkten entlang der Verbindung angebracht werden. Sie werden in der Regel für eine vorübergehende Fixierung verwendet und sind ideal für dünne Materialien oder wenn nur eine geringe Wärmezufuhr erforderlich ist. Punktnähte lassen sich schnell anbringen und leicht abbrechen, wenn Anpassungen erforderlich sind.
Kontinuierliche Heftschweißungen
Bei kontinuierlichen Heftschweißungen wird eine Reihe von eng beieinander liegenden Heftnähten über die gesamte Länge der Verbindung gesetzt. Diese Methode bietet einen stärkeren Halt und ist besonders nützlich für dickere Materialien oder lange Nähte, bei denen zusätzliche Stabilität erforderlich ist.
Heftschweißungen an Ecken und Kanten
Eck- und Kantenheftschweißungen werden zur Befestigung von Metallteilen an Ecken oder entlang von Kanten verwendet. Diese Schweißnähte gewährleisten die korrekte Ausrichtung von Verbindungen, die einen Winkel bilden, wie z. B. T-Verbindungen oder L-förmige Baugruppen, und erhalten die strukturelle Integrität beim endgültigen Schweißen.
Stumpfnähte
Stumpfnähte dienen dazu, zwei Metallteile Ende an Ende auszurichten. Diese Schweißnähte tragen dazu bei, den korrekten Spalt und die korrekte Ausrichtung bei Stumpfnähten beizubehalten, was für das Erreichen starker, gleichmäßiger Endschweißnähte bei Anwendungen wie Rohrleitungen oder Blechverarbeitung entscheidend ist.
Für das Heftschweißen verwendete Materialien
Heftschweißen ist ein vielseitiges Verfahren, das bei einer Vielzahl von Metallen angewendet werden kann. Die Wahl des Werkstoffs und des Zusatzwerkstoffs spielt eine entscheidende Rolle, um starke, präzise und verzugsfreie Schweißnähte zu gewährleisten.
Üblicherweise klemmgeschweißte Metalle
Zu den am häufigsten verwendeten Metallen für das Heftschweißen gehören:
- Stahl
- Rostfreier Stahl
- Aluminium
- Gusseisen
- Kupfer und Messing
- Titan- und Magnesium-Legierungen
Die Wahl des richtigen Zusatzwerkstoffs für das Heftschweißen
Die Auswahl des richtigen Zusatzwerkstoffs ist entscheidend für die Kompatibilität mit dem Grundwerkstoff und die Erzielung starker Heftschweißungen:
Unedle Metalle Kompatibilität:
- Verwenden Sie Schweißzusatzwerkstoffe, die den Eigenschaften des Grundmaterials entsprechen oder diese ergänzen (z. B. ER70S-6 für Baustahl und ER4043 für Aluminium).
Anforderungen an den Schweißprozess:
- Für WIG-SchweißenWählen Sie Füllstäbe mit Durchmessern, die für die Materialstärke geeignet sind.
- Für MIG-SchweißenWählen Sie Drahtgrößen, die ein Gleichgewicht zwischen Wärmezufuhr und Abscheidungsrate herstellen.
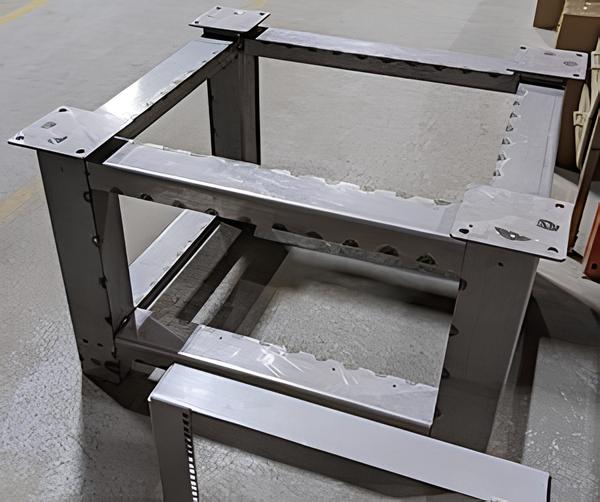
Heftschweißen im Stahlbau
Heftschweißnähte sind im Stahlbau unverzichtbar, z. B. Gerüstausrüstung. Sie halten Balken und Stützen an ihrem Platz. Nägel ermöglichen Anpassungen vor dem endgültigen Schweißen. Sie helfen bei der Bewältigung von Spannungen während des Bauprozesses. Richtiges Heften gewährleistet strukturelle Integrität.

Faktoren, die die Qualität der Heftschweißung beeinflussen
Die Qualität von Heftschweißnähten hängt von mehreren kritischen Faktoren ab, z. B. von den Wärmeeinstellungen, der Auswahl der Elektroden und der Materialstärke. Die richtige Kontrolle und das Verständnis dieser Elemente gewährleisten starke, genaue und verzugsfreie Heftschweißungen.
Wärmeeinstellungen und ihre Auswirkungen auf die Schweißnaht
Die Wärmezufuhr spielt beim Heftschweißen eine entscheidende Rolle. Eine unzureichende Wärmezufuhr kann zu schwachen Schweißnähten mit schlechtem Einbrand führen, während eine zu hohe Wärmezufuhr Verzug oder Durchbrand verursachen kann, insbesondere bei dünnen Materialien.
Es ist wichtig, die Stromstärke des Schweißgeräts auf die Materialstärke abzustimmen. Für dünnere Metalle werden niedrigere Heizeinstellungen empfohlen, um Verformungen zu vermeiden, während für dickere Materialien höhere Einstellungen erforderlich sind, um eine ausreichende Durchdringung zu erreichen.
Richtige Elektrodenauswahl
Die Wahl der richtigen Elektrode ist entscheidend für qualitativ hochwertige Heftschweißungen. Die Elektrode muss mit dem Grundwerkstoff kompatibel sein, um eine ordnungsgemäße Verschmelzung und Festigkeit zu gewährleisten. Zum Beispiel:
- Dünne Metalle: Verwenden Sie Elektroden mit kleinerem Durchmesser (z. B. E6013), um eine geringe Eindringtiefe zu erzielen und die Gefahr des Durchbrennens zu verringern.
- Dickere Metalle: Entscheiden Sie sich für Elektroden mit niedrigem Wasserstoffgehalt (z. B. E7018), um ein tieferes Eindringen zu ermöglichen und das Risiko der Rissbildung zu minimieren.
Materialdicke und ihre Auswirkung auf die Heftschweißung
Die Materialstärke hat einen direkten Einfluss auf die Heftschweißtechniken und -einstellungen:
- Dünne Materialien: Geringere Stromstärke, höhere Verfahrgeschwindigkeiten und kleinere Reißzwecken, um Überhitzung und Verformung zu vermeiden.
- Dicke Materialien: Höhere Stromstärken, langsamere Fahrgeschwindigkeiten und größere Nägel sind erforderlich, um eine ausreichende Durchdringung und Stabilität zu gewährleisten.
Vorteile des Heftschweißens
Heftschweißen ist eine wichtige Technik in der Metallverarbeitung. Es bietet zahlreiche Vorteile, die die Effizienz, Präzision und Gesamtqualität von Schweißprojekten verbessern.
Verbesserte Präzision und strukturelle Integrität
Heftschweißen gewährleistet eine präzise Ausrichtung der Bauteile, was für die Erzielung genauer und qualitativ hochwertiger Schweißnähte entscheidend ist. Richtig platzierte Heftschweißnähte verhindern Bewegungen während des Schweißvorgangs, so dass Fugenabstände und strukturelle Integrität erhalten bleiben.
Zeit- und Kosteneffizienz
Das Heftschweißen macht komplexe Spannsysteme und Vorrichtungen überflüssig und rationalisiert den Rüstvorgang. Außerdem können die Schweißer die Teile schnell befestigen und so bei der Montage Zeit sparen.
Reduzierung von Nacharbeit und Ausschuss
Durch die Beibehaltung der Ausrichtung und die Vermeidung von Fehlern beim Schweißen minimiert das Heftschweißen die Wahrscheinlichkeit von Defekten oder Fehlausrichtungen, die eine Nacharbeit erfordern würden. Dadurch wird der Materialabfall reduziert und das Risiko, dass wertvolle Komponenten verschrottet werden, gesenkt, was letztlich die Projekteffizienz verbessert und die Gesamtkosten senkt.
Schlussfolgerung
Heftschweißen ist ein entscheidender Schritt in der Metallverarbeitung, der höhere Präzision, geringeren Verzug und höhere Effizienz ermöglicht. Wenn Sie die Techniken beherrschen und die Faktoren verstehen, die die Qualität beeinflussen, können Sie zuverlässige und hochwertige Schweißnähte für Ihre Projekte gewährleisten.
Haben Sie Fragen zur Bewältigung bestimmter Schweißaufgaben oder zur Verbesserung Ihres Fertigungsprozesses? Wenn Sie fachkundigen Rat oder Unterstützung für Ihr nächstes Projekt suchen, wenden Sie sich bitte an kontaktieren Sie uns-wir sind hier, um zu helfen.
FAQ:
Was ist der Unterschied zwischen einer Heftschweißung und einer normalen Schweißung?
Eine Heftschweißung ist eine kleine, temporäre Schweißnaht, die dazu dient, Metallteile vor dem endgültigen Schweißen an ihrem Platz zu halten. Im Gegensatz dazu ist eine normale Schweißnaht eine dauerhafte, durchgehende Schweißnaht, die strukturelle Festigkeit und Haltbarkeit gewährleisten soll.
Wann ist Heftschweißen angesagt?
Das Heftschweißen sichert die Teile in der Anfangsphase der Montage in ihrer Position. Es ist unerlässlich für Projekte mit komplexen Geometrien, großen Bauteilen oder verzugsanfälligen Materialien. Es ist auch ideal, wenn Klammern oder Spannvorrichtungen nicht effektiv eingesetzt werden können.
Was ist eine Brücken-Heftschweißung?
Eine Brücken-Heftschweißung wird ausgeführt, wenn ein Spalt zwischen zwei Bauteilen vorhanden ist, wie z. B. beim Schweißen von Rohren oder bei falsch ausgerichteten Verbindungen. Kleine Heftstiche werden abwechselnd auf jeder Seite des Spalts angebracht, um Überhitzung und Verformung zu vermeiden. Diese Schweißnähte überbrücken den Spalt vorübergehend, bis die endgültige Schweißung abgeschlossen ist.
Kann man Aluminium heften?
Aluminium kann zwar geheftet werden, muss aber aufgrund seiner hohen Wärmeleitfähigkeit und seines niedrigen Schmelzpunktes vorsichtig behandelt werden. Die Verwendung von Zusatzwerkstoff wird für stärkere Heftnähte empfohlen, da Aluminium ohne Zusatzwerkstoff unter thermischer Belastung reißen kann. Für präzise Heftschweißungen an Aluminium wird häufig das WIG-Schweißen bevorzugt.
Kann man rostfreien Stahl heftenschweißen?
Ja, nichtrostender Stahl kann gut geheftet werden. Ein fester Sitz ohne Lücken ist entscheidend, um Verzug oder Hitzeverformung zu vermeiden. Um saubere Heftungen zu erzeugen, ohne das Material zu überhitzen, werden in der Regel schnelle, hohe Hitzeschübe verwendet.
Hey, ich bin Kevin Lee

In den letzten 10 Jahren bin ich in verschiedene Formen der Blechbearbeitung eingetaucht und teile hier coole Erkenntnisse aus meinen Erfahrungen in verschiedenen Werkstätten.
Kontakt aufnehmen
Kevin Lee
Ich verfüge über mehr als zehn Jahre Berufserfahrung in der Blechverarbeitung und bin auf Laserschneiden, Biegen, Schweißen und Oberflächenbehandlungstechniken spezialisiert. Als Technischer Direktor bei Shengen bin ich bestrebt, komplexe Fertigungsherausforderungen zu lösen und Innovation und Qualität in jedem Projekt voranzutreiben.
Verwandte Ressource

Kehlnaht-Bearbeitung: Was die Kosten und die Qualität der Teile bestimmt

Fingerabdruckresistenter Edelstahl: Funktionsweise und Auswahl

