Wenn Löcher, Biegungen oder Prägungen zu dicht beieinander liegen, sinkt die Umformqualität schnell. Das Metall kann sich nicht gleichmäßig dehnen, was zu Rissen, Falten oder verzerrten Formen führt. Diese Probleme erhöhen den Ausschuss, lassen die Werkzeuge schneller verschleißen und verlangsamen die Produktion. Meistens liegt die Ursache in schlechten Abständen in der Entwurfsphase.
Zuverlässige Umformung beginnt mit den richtigen Abständen. Wenn ein ausreichender Abstand zwischen den Merkmalen eingehalten wird, kann das Metall frei fließen. Dadurch werden Spannungen reduziert und eine gleichbleibende Teilegeometrie gewährleistet. Gute Abstände schützen auch die Werkzeuge, verbessern die Wiederholbarkeit und senken die Produktionskosten.
Die richtigen Abstände machen den Unterschied zwischen einem reibungslosen und einem riskanten Prozess aus. Sehen wir uns an, wie Nähe funktioniert und warum sie bei jeder Blechkonstruktion wichtig ist.

Grundlagen der Feature-Proximity in der Blechkonstruktion
Unter der Nähe von Merkmalen versteht man den Abstand zwischen Merkmalen wie Löchern, Biegungen, Prägungen oder Ausschnitten auf einem Blechteil. Dieser Abstand wirkt sich direkt darauf aus, wie sich das Material während der Umformung verhält. Wenn die Merkmale zu nahe beieinander liegen, baut sich Spannung auf, was zu Rissen oder ungleichmäßiger Dehnung führt.
Definition und Funktion
Die Nähe der Merkmale steuert die mechanische Stabilität. Ein angemessener Abstand hält das Teil stabil und verringert die Verformung. Wenn zum Beispiel zwei Löcher zu nahe an einem biegenziehen beide während der Umformung aus demselben Bereich des Materials. Dies kann zu Rissen oder Dehnungen um die Löcher herum führen. Bei korrektem Abstand erfolgt jeder Umformschritt ohne Störung.
Einfluss der Materialeigenschaften
Die Materialeigenschaften bestimmen, wie groß der Abstand zwischen den Merkmalen sein soll.
- Duktilität: Weichere Metalle wie Aluminium lassen sich stärker dehnen, was engere Layouts ermöglicht. Edelstahl ist starrer und weniger dehnbar und erfordert daher größere Abstände.
- Richtung der Maserung: Die Faserrichtung des Metalls beeinflusst seine Dehnung. Merkmale, die entlang der Maserung angeordnet sind, können schneller reißen. Werden sie quer zur Maserung platziert, verteilt sich die Spannung gleichmäßiger.
- Dicke: Dickere Bleche widerstehen dem Biegen und Dehnen besser. Sie benötigen größere Abstände, um konzentrierte Spannungen zu vermeiden.
| Werkstoff | Duktilität | Empfohlener Abstand zwischen Bohrung und Biegung | Anmerkungen |
|---|---|---|---|
| Aluminium (5052/6061) | Hoch | 1,5t - 2t | Ermöglicht straffere Layouts |
| Unlegierter Stahl (SPCC) | Mittel | 1,5t - 2,5t | Geeignet für allgemeine Anwendungen |
| Rostfreier Stahl (304/316) | Niedrig | 2t - 3t | Erforderlich sind größere Abstände und Radien |
Gemeinsame Merkmalstypen und ihre Interaktion
Wenn Sie verstanden haben, was Nähe bedeutet, müssen Sie als Nächstes verstehen, wie die verschiedenen Merkmale bei der Bildung zusammenwirken. Jede Art von Merkmal geht anders mit Spannungen um, sodass sich die Abstandsregeln je nach Geometrie ändern.
Löcher in der Nähe von Kurven
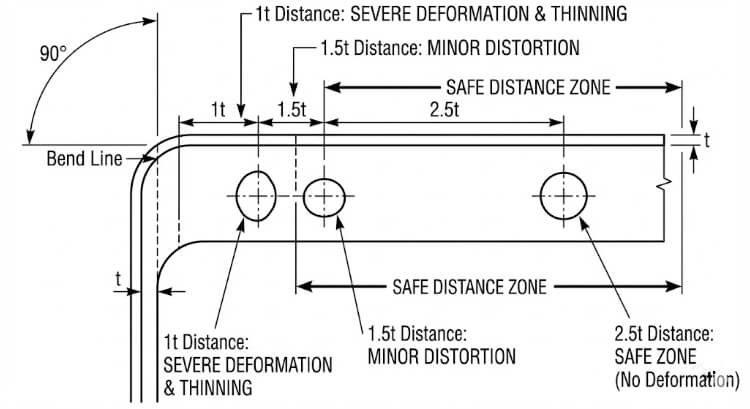
Löcher in der Nähe von Biegungen verformen sich häufig. Wenn sich das Blech biegt, dehnt sich der Bereich um die Biegelinie und zieht das Material in der Nähe des Lochs. Dies kann zu Rissen führen oder die Form des Lochs verändern.
Um dies zu verhindern, sollten die Löcher mindestens 1,5 bis 2,5 Tonnen von der Biegelinie entfernt sein. Bei rostfreiem Stahl oder hochfesten Materialien sollte dieser Wert auf 3 t erhöht werden. Die SAE J2550-Richtlinie unterstützt diese Werte und zeigt, dass sie dazu beitragen, die Form der Bohrungen bei 90°-Biegungen beizubehalten.
Prägungen und Raster in Randnähe
Prägungen und Lamellen machen das Blech stärker, behindern aber den Metallfluss. Wenn sie zu nahe an einer Kante sitzen, baut sich Spannung auf, was zu Kantenrissen oder Verformungen führt.
Halten Sie mindestens 3 t Abstand von der nächstgelegenen Kante. Bei tieferen Prägungen oder Rasterungen auf 4 t erweitern. Mit diesem Abstand bleiben die Kanten nach dem Formen flach und verzugsfrei.
Geformte Laschen und Ausschnitte
Laschen und Ausschnitte verändern die Bewegung des Materials beim Biegen. Wenn sie zu dicht beieinander liegen, dehnt sich das Blech ungleichmäßig aus. Dies führt zu schlechter Biegequalität und ungleichmäßigen Winkeln.
Halten Sie die Laschen in einem Abstand von mindestens 1 t und 1,5 t von Löchern oder Biegungen entfernt. Dies ermöglicht eine ausgeglichene Spannung und eine gleichmäßige Verformung während der Produktion und Montage.
Konstruktionsgeometrische Beschränkungen und ihre Auswirkungen
Die Geometrie von Bauteilen beeinflusst, wie sich die Spannung während der Umformung durch das Metall bewegt. Die Einhaltung der richtigen Abstandsregeln hilft den Konstrukteuren, das Umformverhalten genauer vorherzusagen.
Richtlinien für Mindestabstände
In den Industrienormen werden die Abstände oft als Vielfaches der Blechdicke (t) angegeben. Die nachstehende Tabelle enthält allgemeine Empfehlungen:
| Prozess-Typ | Merkmal Beziehung | Empfohlener Abstand | Kommentare |
|---|---|---|---|
| Biegen | Bohrung bis Biegelinie | 1,5t - 2,5t | Gemeinsame Gestaltungsregel |
| Schneiden | Bohrung bis Kante | ≥ 1.0t | Verhindert das Einreißen von Kanten |
| Prägung/Raster bis zum Rand | 3t - 4t | Erhält die Ebenheit | |
| Tiefziehen | Von Merkmal zu Merkmal | ≥ 5t | Vermeidet Ausdünnungsprobleme |
| Prägung | Von Merkmal zu Merkmal | ≥ 2t | Reduziert die Werkzeugbelastung |
Dies sind Ausgangspunkte. Die genauen Abstände hängen von Faktoren wie Materialstärke, Biegewinkel und Werkzeuggenauigkeit ab.
Biegeradius und Feature-Interaktion
Das Innere Biegeradius wirkt sich auch darauf aus, wie eng die Merkmale sein können. Ein kleinerer Radius erhöht die Spannung an der Biegung. Wenn ein Loch zu nahe ist, kann es reißen oder sich verziehen.
Halten Sie die Löcher mindestens das 1,5fache des Biegeradius von der Biegung entfernt. Bei härteren Materialien wie rostfreiem Stahl sollte der Radius auf das 2fache erhöht werden. Größere Radien tragen dazu bei, die Belastung gleichmäßiger zu verteilen und die Konsistenz der Teile zu verbessern.
Wenn Abstand und Radius gut ausbalanciert sind, biegt sich das Material geschmeidig und reduziert RückfederungVerzug und Nacharbeit.
Überlegungen zu Werkzeugen und Verfahren
Die Art und Weise, wie Matrizen, Stempel und Presswerkzeuge zusammenwirken, schränkt direkt ein, wie nahe die Merkmale platziert werden können. Ein schlechter Zugang zu den Werkzeugen oder Interferenzen können selbst das am besten konstruierte Teil beschädigen.
Matrizenspielraum und Werkzeugzugang
Jeder Stempel und jede Matrize braucht genügend Platz, um sicher arbeiten zu können. Wenn Löcher, Laschen oder Prägungen zu dicht beieinander liegen, können sich ihre Werkzeugwege überschneiden. Dies kann zu Kratzern, Graten oder Werkzeugbrüchen führen.
Um diese Probleme zu vermeiden:
- Halten Sie mindestens 1t Abstand zwischen Features, die denselben Werkzeugweg haben.
- Bei Verbund- oder Folgeverbundwerkzeugen sollte der Abstand auf 2t-3t vergrößert werden, um Überschneidungen zwischen den Hüben zu vermeiden.
- Bei tiefen oder mehrstufigen Formen sollten Sie vor dem Schneiden des Werkzeugstahls eine Werkzeugsimulation durchführen.
Der Zugang zu den Werkzeugen ist bei Abkantpressen und Folgeverbundwerkzeugen entscheidend. Bei einer Abkantpresse können enge Abstände dazu führen, dass die Stempelnase nicht richtig zwischen die geformten Bereiche passt. In einem Folgeverbundwerkzeug können verschiedene Stempel auf überlappende Bereiche treffen, wenn das Layout zu kompakt ist. Mit Hilfe der 3D-CAD-Validierung können diese Probleme frühzeitig erkannt und kostspielige Nacharbeiten am Werkzeug vermieden werden.
Umformreihenfolge und Rückfederung
Die Reihenfolge, in der die Umformschritte durchgeführt werden, beeinflusst die endgültige Genauigkeit. Wenn Merkmale nahe beieinander liegen, kann das Biegen eines Bereichs den anderen verzerren. Wenn beispielsweise ein Flansch in der Nähe einer Jalousie geformt wird, kann die Höhe der Jalousie abgeflacht oder verschoben werden.
Folgen Sie einer logischen Umformungsreihenfolge:
- Formen Sie zuerst tiefe Formen oder Prägungen.
- Führen Sie nun die Biegungen aus.
- Zum Schluss werden sie abgeschnitten und durchbohrt.
Diese Abfolge verringert die Spannungsübertragung zwischen den Merkmalen.
Die Rückfederung ist ein weiterer zu beachtender Faktor. Nach dem Biegen neigt das Blech dazu, in seinen flachen Zustand zurückzuspringen. Je näher die Merkmale beieinander liegen, desto stärker wirkt sich die Rückfederung auf benachbarte Bereiche aus.
Es gibt verschiedene Möglichkeiten, die Rückfederung zu kontrollieren:
- Vergrößerung des Biegeradius.
- Hinzufügen einer Nachprägung oder eines Prägeschritts zur Stabilisierung der Geometrie.
- Anpassung der Feature-Abstände, um die Interaktion zwischen Bereichen zu reduzieren.
Der Einsatz der Simulation zur Vorhersage und Kompensation der Rückfederung trägt dazu bei, stabile Winkel und saubere Geometrien bei Produktionsteilen zu erhalten.
Simulation und Validierungsmethoden
Vor der Massenproduktion bestätigen Simulationen und Tests, ob die Abstandsregeln sicher sind. Diese Validierungsschritte verbinden die Designtheorie mit dem Umformverhalten in der Praxis.
Finite-Elemente-Analyse (FEA) bei Annäherungsversuchen
Mit FEA können Ingenieure sehen, wie sich Spannung und Dehnung während der Umformung durch das Metall bewegen. Wenn die Merkmale zu dicht beieinander liegen, bilden sich Zonen mit hohen Spannungen - in der Regel an denselben Stellen, an denen sich später Risse oder Falten bilden.
Software wie AutoForm, ABAQUS und ANSYS kann diese Effekte genau modellieren. Sie zeigen, wie sich Änderungen der Abstände, des Biegeradius oder der Materialart auf Ausdünnung und Rückfederung auswirken.
Zu den wichtigsten Ergebnissen der FEA gehören:
- Karten der Mächtigkeitsverteilung: zeigen, wo das Material zu dünn sein könnte.
- Grenzformänderungsdiagramme (FLD) geben die Dehnungswerte an, bei denen Risse auftreten.
- Spannungskonturdiagramme: besonders beanspruchte Bereiche in der Nähe von Löchern oder Prägungen hervorheben.

Prototypentests und Anpassungen
Selbst bei detaillierten Simulationen sind reale Umformversuche erforderlich. Prototypen zeigen, wie sich das tatsächliche Material unter realen Pressbedingungen verhält, einschließlich Reibung, Werkzeugverschleiß und Schmierung.
Während der Tests prüfen die Ingenieure:
- Form- und Positionsgenauigkeit der Löcher.
- Konsistenz von Biegewinkel und Radius.
- Oberflächenausdünnung oder Faltenbildung in der Nähe von geformten Merkmalen.
Wenn Probleme auftreten, wird der Abstand oder der Radius angepasst. Ein typischer Prozess kombiniert FEA-Ergebnisse mit physischen Versuchsdaten. Sobald beide übereinstimmen, ist das Layout für die Produktion bereit.
Optimierungsstrategien für das Design
Nach der Bestätigung des sicheren Abstands ist der nächste Schritt die Optimierung des Layouts für Leistung und Aussehen.
Gleichgewicht zwischen Ästhetik und Herstellbarkeit
Designer reduzieren manchmal die Abstände, um kompakte oder visuell ausgerichtete Layouts zu erhalten. Das sieht zwar sauberer aus, kann aber zu Problemen bei der Formgebung wie Verformung oder Rissbildung führen.
Der beste Ansatz ist eine selektive Anpassung. Eine Vergrößerung des Abstands um nur 0,5 t in Schlüsselbereichen kann Probleme verhindern, während das Gesamtbild unverändert bleibt. Die frühzeitige Einbindung von Werkzeugingenieuren hilft dabei, diese Gleichgewichtspunkte zu finden, bevor die Produktion beginnt.
Die enge Zusammenarbeit zwischen Design und Fertigung gewährleistet, dass sowohl die Ästhetik als auch die Effizienz erhalten bleiben.
Standardisierung und Wissensbibliotheken
Die Erstellung interner Bibliotheken mit Näherungsregeln verbessert die Konsistenz. In diesen Datenbanken werden bewährte Verhältnisse für jedes Material und jeden Prozess zusammen mit Anmerkungen aus der Produktionserfahrung aufgezeichnet.
| Werkstoff | Bohrung-Biegung | Prägekante | Tab-Tab | Quelle |
|---|---|---|---|---|
| Aluminium 5052 | 1,5t-2t | 3t | 1t | Interne Testdaten |
| Baustahl SPCC | 2t | 3.5t | 1.5t | Feedback zur Produktion |
| Edelstahl 304 | 2,5t-3t | 4t | 1.5t | Validierung von Werkzeugen |
Solche Referenzen verkürzen die Konstruktionszeit, verhindern wiederholte Fehler und tragen dazu bei, dass die Qualität der Umformung projektübergreifend gleich bleibt. Mit der Zeit führt diese gemeinsame Wissensbasis zu besseren Designs, niedrigeren Werkzeugkosten und reibungsloseren Produktionsläufen.
Häufige Design-Fehler und wie man sie vermeidet
Selbst erfahrene Konstrukteure übersehen manchmal Abstandsregeln. Diese Fehler mögen auf der Zeichnung unbedeutend aussehen, aber sie führen später oft zu Umformfehlern. Eine frühzeitige Erkennung dieser Fehler verhindert Ausschuss, Werkzeugverschleiß und Produktionsverzögerungen.
Ignorieren von Faserrichtung und Materialfluss
Ein häufiger Fehler ist es, die Faserrichtung des Materials zu vergessen. Beim Walzen richten sich die Körner des Metalls in eine Richtung aus, was sich auf die Dehnung und Biegung des Blechs auswirkt.
Wenn Löcher, Schlitze oder Prägungen entlang der Maserung angebracht sind, bilden sich beim Biegen oder Ziehen oft Risse. Das Metall dehnt sich leichter entlang der Maserung, widersteht aber der Dehnung quer zur Maserung, wodurch Schwachstellen entstehen. Dieses Problem tritt vor allem bei rostfreiem Stahl und hochfesten Legierungen mit geringer Duktilität auf.
Bewährte Praktiken:
- Bringen Sie Löcher und Schlitze nach Möglichkeit senkrecht zur Faserrichtung an.
- Drehen Sie tiefe Merkmale, wie z. B. Lamellen oder Ziehharmonikas, so, dass sie quer zur Faser verlaufen.
- Fordern Sie bei Teilen mit engen Umformungsgrenzen vor der Layoutplanung Werkszeugnisse an, die die Kornorientierung kennzeichnen.
Durch die Kontrolle der Faserrichtung wird das Blech gleichmäßig gedehnt, was die Genauigkeit, die Oberflächengüte und die Ermüdungsbeständigkeit verbessert.
Überfüllte Layouts
Ein weiterer Fehler besteht darin, zu viele Merkmale in einen kleinen Raum zu quetschen, um Material zu sparen oder die Konstruktion kompakt zu gestalten. Durch die Überfüllung wird der Metallfluss während der Umformung eingeschränkt, was das Risiko von Verformungen, Rissen oder Verzerrungen erhöht.
Bei Halterungsteilen können sich zum Beispiel Löcher, die zu nahe an Biegungen angebracht sind, beim Formen des Flansches ausdehnen. Zu eng platzierte Lamellen können sich beim Pressen überlappen und Oberflächenabdrücke hinterlassen oder sogar das Werkzeug beschädigen.
Präventionsstrategien:
- Wenden Sie Abstandsverhältnisse an, die auf der Blechdicke (t) und dem Umformtyp basieren.
- Verwenden Sie FEA-Simulationen oder Musterversuche, um komplexe Layouts zu testen.
- Vor der Freigabe des Entwurfs ist eine Überprüfung der Herstellbarkeit mit den Werkzeugingenieuren vorzunehmen.
Ein überladenes Layout mag im CAD effizient aussehen, erhöht aber oft Nacharbeit, Prüfzeit und Ausschuss. Ausgewogene Konstruktionen führen zu besserer Qualität und stabilerer Umformleistung.
Schlussfolgerung
Die Einhaltung der richtigen Abstandsregeln ist eine der effektivsten Methoden, um eine stabile Blechumformung zu gewährleisten. Angemessene Abstände ermöglichen einen reibungslosen Materialfluss, verhindern Risse und erhalten die Maßhaltigkeit. Außerdem schützt es die Werkzeuge und reduziert Ausschuss, Rüstzeiten und Produktionsunterbrechungen.
Eine frühzeitige Validierung durch Simulation und Prototypentests stellt sicher, dass das Design auch unter realen Bedingungen gut funktioniert. Wenn Konstruktions-, Werkzeugbau- und Produktionsteams zusammenarbeiten, können sie Abstandsrisiken frühzeitig erkennen und konsistente Umformergebnisse mit weniger Überraschungen erzielen.
Sind Sie bereit, Ihre Blechkonstruktion zu verbessern?
Unser Ingenieurteam kann Sie bei der Überprüfung Ihrer Layouts auf Herstellbarkeit unterstützen. Senden Sie Ihre Zeichnungen oder 3D-Modelleund wir überprüfen die Abstandsgrenzen, simulieren die Umformschritte und empfehlen Verbesserungen, bevor die Werkzeugherstellung beginnt.
FAQs
Was passiert, wenn ein Loch zu nahe an einer Biegelinie liegt?
Das Loch kann sich während der Umformung dehnen, verformen oder reißen, da sich das Material um die Biegung herum ungleichmäßig verformt. Ein Abstand von 1,5-2,5 t hilft, Form und Festigkeit zu erhalten.
Wie kann ich sichere Abstände für ein neues Material finden?
Beginnen Sie mit Standardverhältnissen, die auf der Blechdicke und der Zugfestigkeit basieren, und bestätigen Sie dann die Ergebnisse durch Simulation und Prototypversuche.
Ändern sich die Abstandsregeln zwischen lasergeschnittenen und gestanzten Teilen?
Ja. Gestanzte Teile erfordern größere Abstände, um Stoßkräften standzuhalten und Grate oder Verformungen zu vermeiden. Bei lasergeschnittenen Teilen sind geringere Abstände möglich, da sie keiner mechanischen Belastung ausgesetzt sind.
Hey, ich bin Kevin Lee

In den letzten 10 Jahren bin ich in verschiedene Formen der Blechbearbeitung eingetaucht und teile hier coole Erkenntnisse aus meinen Erfahrungen in verschiedenen Werkstätten.
Kontakt aufnehmen
Kevin Lee
Ich verfüge über mehr als zehn Jahre Berufserfahrung in der Blechverarbeitung und bin auf Laserschneiden, Biegen, Schweißen und Oberflächenbehandlungstechniken spezialisiert. Als Technischer Direktor bei Shengen bin ich bestrebt, komplexe Fertigungsherausforderungen zu lösen und Innovation und Qualität in jedem Projekt voranzutreiben.
Verwandte Ressource

Fingerabdruckresistenter Edelstahl: Funktionsweise und Auswahl

OEM vs. Auftragsfertigung: Wie Sie das richtige Modell für Ihr Projekt wählen

