Viele Menschen entscheiden sich für die Pulverbeschichtung, um Metallteile widerstandsfähiger und schöner zu machen. Dabei denken sie vielleicht nicht viel über die Beschichtungsdicke nach. Ist sie zu dünn, kann die Beschichtung abplatzen oder sich zu schnell abnutzen. Ist sie zu dick, kann sie ungleichmäßig aussehen, reißen oder mehr kosten als nötig. Dieser einfache Faktor kann die Haltbarkeit, das Aussehen und die Funktion Ihrer Teile beeinflussen.
Die Dicke der Pulverbeschichtung spielt eine große Rolle für das Aussehen und die Haltbarkeit der Teile. Lassen Sie uns nun aufschlüsseln, wie sich die Dicke auf verschiedene Aspekte Ihres Projekts auswirkt.

Was ist die Dicke der Pulverbeschichtung?
Die Dicke der Pulverbeschichtung ist die Tiefe der auf eine Oberfläche aufgebrachten Beschichtung. Sie wird von der Oberseite der Beschichtung bis zur Oberfläche des Teils darunter gemessen. Diese Schicht wird als trockenes Pulver verwendet und dann durch Hitze gehärtet, um eine feste Oberfläche zu bilden. Die Dicke beeinflusst, wie gut die Beschichtung haftet, verschleißfest ist und das Teil schützt.
Die ideale Dicke der Pulverbeschichtung liegt zwischen 2 und 5 mils (50-125 Mikrometer). Dies gewährleistet einen starken Schutz, ein glattes Aussehen und keine Leistungsprobleme. Ein Überschreiten dieses Bereichs kann zu Abplatzungen, schlechter Haftung oder zusätzlichen Kosten führen.
Dünne Beschichtungen können lückenhaft aussehen oder sich schnell abnutzen, während dicke Beschichtungen beim Aushärten Blasen oder Risse verursachen können. Deshalb ist die Messung der Schichtdicke ein wichtiger Schritt bei der Qualitätskontrolle.
Maßeinheiten: Mils und Mikron
Die Dicke der Pulverbeschichtung wird in der Regel gemessen in mils oder Mikrometer.
- 1 mil = 0,001 Zoll
- 1 Mikron = 0,001 Millimeter
In den USA ist die Angabe in mils gebräuchlicher. In Europa und anderen Regionen sind Mikrometer der Standard. Um sie zu vergleichen:
- 1 mil = 25,4 Mikrometer
Die meisten Messgeräte für die Pulverbeschichtung zeigen beide Einheiten an. Die Verwendung der richtigen Einheit hilft, Fehler bei der Prüfung und Berichterstattung zu vermeiden.
Typische Dickenbereiche nach Anwendungstyp
Je nachdem, wo und wie die Teile verwendet werden, benötigen sie unterschiedliche Beschichtungsstärken:
- Dekorative Teile für den Innenbereich: 1,5-2,5 mils (38-63 Mikron)
- Allgemeine Industrieteile2,0-3,5 mils (50-90 Mikron)
- Automobil und Außeneinsatz: 3,0-5,0 mils (75-125 Mikron)
- Schwerlast- oder Schiffsteile: 5,0-10,0 mils (125-250 Mikron)
Normen für die Dicke von Pulverbeschichtungen
Normen geben klare Regeln für das Auftragen und Überprüfen der Pulverbeschichtungsdicke vor. Sie helfen sicherzustellen, dass die Teile die Leistungs- und Sicherheitsanforderungen erfüllen.
ASTM-Normen
- ASTM D7091 erklärt, wie man die Trockenschichtdicke mit Magnet- und Wirbelstrommessgeräten misst.
- ASTM D1186 konzentriert sich auf die zerstörungsfreie Prüfung von nichtmagnetischen Beschichtungen auf Metallsubstraten.
Diese sind in den USA weit verbreitet, um die Schichtdicke während der Produktion und Inspektion zu überprüfen.
ISO-Normen
- ISO 2360 beschreibt Methoden zur Messung der Schichtdicke mit Hilfe von Wirbelstromgeräten bei nichtleitenden Schichten.
- ISO 2808 ist ein weltweiter Standard für lackierte oder pulverbeschichtete Oberflächen, der sowohl zerstörende als auch zerstörungsfreie Dickenprüfungen ermöglicht.
ISO-Normen sind in internationalen Verträgen üblich und tragen dazu bei, die Qualität grenzüberschreitend anzugleichen.
EN-Normen
- EN 13523 umfasst mehrere Teile zu Prüfverfahren für bandbeschichtete Metalle.
- Diese werden in Europa häufig für Bau-, Geräte- und Transportanwendungen verwendet.
Industrie-Zertifizierungen
Einige Branchen nutzen ihre Programme parallel zu globalen Standards:
- Qualicoat (Architektur): Erfordert eine Schichtdicke zwischen 2,0-2,4 Millimeter (50-60 Mikrometer) für dekoratives Aluminium.
- AAMA 2605 (architektonisches Aluminium): Aufforderungen zur mindestens 2,8 Millimeter (70 Mikrometer) und Witterungsbeständigkeitstests.
- OEM-Normen: Automobil- und Haushaltsgerätemarken können hausinterne Spezifikationen für Beschichtungsdicke und -prüfung erstellen.

Wie wirkt sich die Dicke auf die Leistung aus?
Die Dicke der Pulverbeschichtung hat einen direkten Einfluss auf die Leistung eines Teils. Wird sie falsch gewählt, kann dies zu schlechtem Schutz, Rissen oder einer rauen Oberfläche führen.
Korrosionsbeständigkeit und Schutz
Eine angemessene Schichtdicke trägt zur Versiegelung der Oberfläche bei und hält Feuchtigkeit, Salz und Chemikalien fern. Wenn die Beschichtung zu dünn ist, können Wasser oder Luft an das Metall gelangen und Korrosion auslösen.
Dickere Beschichtungen bieten einen besseren Langzeitschutz in rauen Umgebungen wie Küsten- oder Industriegebieten. Aber Dicke allein ist nicht genug. Die Beschichtung muss auch gut aushärten und fest auf der Oberfläche haften.
Auswirkungen auf Flexibilität und Haftung
Wenn eine Beschichtung zu dick ist, kann sie spröde werden. Das macht es wahrscheinlicher, dass sie reißt oder abplatzt, wenn das Teil biegt oder biegt sich.
Dünnere Beschichtungen sind flexibler, bieten aber möglicherweise nicht genügend Deckkraft. Die ideale Dicke erlaubt es dem Teil, sich leicht zu biegen, ohne dass die Beschichtung bricht. Sie trägt auch dazu bei, dass das Pulver beim Aushärten besser haftet.
Einfluss auf Erscheinungsbild und Oberflächenqualität
Eine ungleichmäßige oder falsche Dicke kann das Aussehen eines fertigen Teils ruinieren. Dünne Stellen können stumpf oder verblasst erscheinen. Dicke Stellen können zu Texturproblemen führen, wie Orangenhaut oder Tropfen.
Die richtige Schichtdicke sorgt für eine glatte, gleichmäßige und glänzende Oberfläche. Sie trägt auch dazu bei, dass die Farben auf dem gesamten Teil intensiver und gleichmäßiger aussehen.
Faktoren, die die endgültige Beschichtungsdicke beeinflussen
Die Dicke der Pulverbeschichtung hängt von mehreren Faktoren ab, u. a. von der verwendeten Methode, dem Pulver selbst und der Art der Oberflächenvorbereitung.
Methode der Anwendung
Das elektrostatische Spritzen ist die gängigste Methode. Eine Sprühpistole lädt das Pulver auf, das an dem geerdeten Metallteil haften bleibt. Die Menge des gesprühten Pulvers und der Abstand zur Waffe beeinflussen die endgültige Dicke.
Beschichtung im Wirbelschichtverfahren Dabei wird ein erhitztes Teil in einen Behälter mit schwebenden Pulverteilchen getaucht. Das Pulver schmilzt und bleibt an der Oberfläche haften. Diese Methode führt in der Regel zu dickeren Beschichtungen und eignet sich gut für hochbelastete Teile.
Jede Methode hat einen anderen Bereich typischer Dicken. Bei der Sprühbeschichtung werden in der Regel 1,5 bis 5,0 Millimeter erreicht, während die Wirbelschichtbeschichtung 10 Millimeter oder mehr erreichen kann.
Pulvertyp und Partikelgröße
Nicht alle Puder verhalten sich gleich. Manche fließen besser, schmelzen schneller oder bauen sich schneller auf. Die Art des Harzes (z. B. Epoxid oder Polyester) beeinflusst, wie dick die Beschichtung sein kann, bevor Probleme auftreten.
Auch die Partikelgröße spielt eine Rolle. Größere Partikel führen in der Regel zu dickeren Beschichtungen. Feine Pulver erzeugen oft glattere Oberflächen, erfordern aber mehr Kontrolle, um dünne Stellen zu vermeiden.
Material und Oberflächenbeschaffenheit des Substrats
Die Oberfläche des Teils verändert die Haftung des Pulvers. Glatte oder glänzende Metalle können das Pulver auch nicht halten, was zu dünnen Stellen führt. Raue oder strukturierte Oberflächen können mehr Pulver binden, wodurch die Beschichtung dicker wird.
Oberflächenvorbereitung wie Sandstrahlen oder die Verwendung einer chemischen Vorbehandlung - hilft, die Haftung zu verbessern. Eine saubere, gleichmäßige Oberfläche trägt auch zu einer gleichmäßigen Dicke des Teils bei.
Bedienertechnik und Geräteeinstellungen
Wie das Pulver versprüht wird, spielt eine wichtige Rolle. Die Geschwindigkeit der Pistole, der Abstand zum Teil und der Sprühwinkel wirken sich alle darauf aus, wie viel Pulver sich aufbaut.
Geräteeinstellungen wie Spannung, Luftdruck und Pulverflussrate müssen je nach Form und Größe des Teils angepasst werden. Selbst erfahrene Bediener können ungleichmäßige Beschichtungen auftragen, wenn das Gerät nicht richtig eingestellt ist.
Messen der Pulverbeschichtungsdicke
Die Messung der Schichtdicke hilft, Probleme frühzeitig zu erkennen. So wird sichergestellt, dass die endgültige Beschichtung sowohl den optischen als auch den Leistungsanforderungen entspricht. Es gibt verschiedene Möglichkeiten, die Schichtdicke vor und nach dem Aushärten zu prüfen.
Methoden zur Messung vor der Aushärtung (DFT-Vorhersage)
Vor der Aushärtung können Sie die endgültige Trockenschichtdicke (DFT) abschätzen, indem Sie den Pulveraufbau überprüfen. Dies geschieht in der Regel mit:
- Kamm-Lehrgeräte: Einfache Werkzeuge, die in den Puder gedrückt werden, um zu sehen, wie viel sich angesammelt hat.
- Laser- oder Ultraschallsensoren: Berührungslose Methoden für fortgeschrittene Einsätze.
Diese Methoden sind nur Schätzungen. Das Pulver schmilzt und fließt während des Aushärtens, was die endgültige Dicke verändern kann. Eine frühzeitige Kontrolle hilft jedoch, eine Über- oder Unterbeschichtung zu vermeiden.
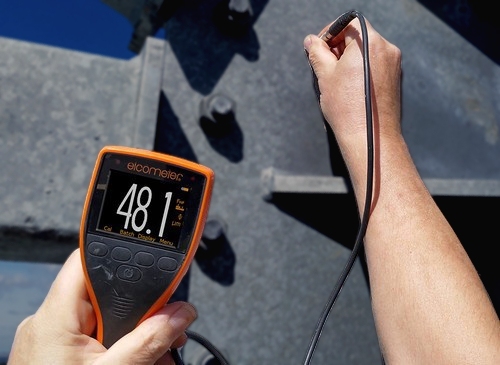
Werkzeuge zur Dickenmessung nach dem Aushärten
Nach dem Aushärten wird die Beschichtung fest. Dies ist der Zeitpunkt, an dem die meisten Inspektionen stattfinden. Die Werkzeuge umfassen:
- Magnetische Lehren werden für Beschichtungen auf Stahl oder Eisen verwendet. Sie messen den Abstand zwischen der Oberfläche und dem darunter liegenden Metall.
- Wirbelstrommessgeräte: Funktionieren am besten bei nichtmagnetischen Metallen wie Aluminium. Sie erkennen die Schichtdicke durch Messung des elektrischen Widerstands.
Beide Geräte sind schnell, einfach zu bedienen und nicht zerstörerisch. Die meisten digitalen Versionen zeigen die Dicke sofort in Mils oder Mikron an.
Gemeinsame Herausforderungen bei präzisen Messungen
Es ist nicht immer einfach, ein genaues Ergebnis zu erzielen. Einige häufige Probleme sind:
- Raue oder unebene Oberflächen: Kann zu falschen Messwerten führen.
- Randeffekte: Die Dicke neigt dazu, an den Kanten oder Ecken dünner zu sein.
- Bedienerfehler: Wenn Sie das Messgerät in einem falschen Winkel halten oder es nicht richtig nullen, können die Ergebnisse verfälscht werden.
- Temperatur: Heiße Oberflächen können die Messwerte beeinflussen, wenn sie vor der Prüfung nicht entsprechend gekühlt werden.
Die besten Ergebnisse erzielen Sie, wenn Sie das richtige Werkzeug für den jeweiligen Metalltyp verwenden, die Kalibrierungsschritte befolgen und an mehreren Stellen des Werkstücks prüfen.
Wie erreicht man die ideale Dicke der Pulverbeschichtung?
Um die richtige Schichtdicke zu erreichen, reicht es nicht aus, nur Pulver zu sprühen. Es erfordert eine gute Vorbereitung, die richtigen Werkzeuge und Aufmerksamkeit bei jedem Prozessschritt.
Vorbereitung der Oberfläche
Die Vorbereitung der Oberfläche ist die Grundlage für eine erfolgreiche Beschichtung. Eine saubere, vorbehandelte Oberfläche verbessert die Haftung und die Konsistenz der Schichtdicke.
- Reinigung: Entfernen Sie Öl, Staub oder Rost mit einer Entfettung oder einer alkalischen Reinigung.
- Vorbehandlung: Verwenden Sie Beschichtungen auf Phosphat- oder Zirkoniumbasis, um die Bindung zu verbessern.
- Explosionsprofil: Für sandgestrahlte Teile ist ein Ankerprofil von 1,5-2,5 mils (38-63 Mikron) ideal für die Pulverhaftung.
Kontrolle der Anwendungseinstellungen
Die Kontrolle der Sprühparameter ist entscheidend. Verwenden Sie elektrostatische Spritzpistolen und wählen Sie die Einstellungen entsprechend der Teilegeometrie.
- Stromspannung60-90 kV ist typisch für Standardteile. Höhere Spannungen erhöhen die Umhüllung, können aber bei übermäßiger Anwendung eine Rückionisierung verursachen.
- Entfernung der Waffe: Halten Sie einen Abstand von 8-12 Zoll zum Teil. Näheres Sprühen erzeugt starke Ablagerungen.
- Pulverausstoß: Halten Sie die Geschwindigkeit bei 150-200 Gramm pro Minute, um einen gleichmäßigen Filmaufbau zu gewährleisten.
Die meisten Anwendungen zielen auf eine Trockenschichtdicke von 2,0-3,0 mils (50-75 Mikron) ab. Beschichtungen über 5,0 mils können reißen oder unausgehärtetes Pulver im Inneren einschließen.
Überwachen und Messen
Messungen während und nach der Beschichtung verhindern Fehler.
- Schätzungen vor der Aushärtung: Mit Hilfe von Kammlehren wird eine Nachhärtungsdicke von 2,5 mils ±10% angestrebt.
- Nachbehandlungswerkzeuge: Verwenden Sie geeichte digitale Magnet- oder Wirbelstrommessgeräte. Achten Sie auf eine Genauigkeit innerhalb ±1% der tatsächlichen Dicke.
- Testpunkte: Prüfen Sie mindestens fünf Bereiche pro Teil - Fläche, Kante, Kurve und Aussparung. Dies gewährleistet die Gleichmäßigkeit der Beschichtung.
Wartung der Ausrüstung
Inkonsistente Ausrüstung führt zu widersprüchlichen Ergebnissen.
- Reinigen Sie Pistolen und Trichter täglich, um ein Verstopfen des Pulvers zu verhindern.
- Prüfen Sie die Ausgangsspannung wöchentlich mit einer Prüfvorrichtung.
- Die Gleichmäßigkeit des Ofens ist von entscheidender Bedeutung - überprüfen Sie mit Temperaturfühlern, dass die Hitze innerhalb von ±10°F in der Kammer bleibt.
Schlussfolgerung
Die Dicke der Pulverbeschichtung hat erheblichen Einfluss darauf, wie lange ein Teil hält, wie es aussieht und wie gut es funktioniert. Ist sie zu dünn, kann sie abplatzen oder frühzeitig rosten. Ist sie zu dick, kann sie reißen, abblättern oder zu Passformproblemen führen. Der ideale Bereich - in der Regel 2,0 bis 5,0 mils (50 bis 125 Mikrometer) - hängt davon ab, wo und wie das Teil verwendet wird.
Brauchen Sie Hilfe bei der Wahl der richtigen Pulverbeschichtungsstärke für Ihre Teile? Kontaktieren Sie unser Team noch heute für fachkundige Unterstützung und schnellen, zuverlässigen Service.
Hey, ich bin Kevin Lee

In den letzten 10 Jahren bin ich in verschiedene Formen der Blechbearbeitung eingetaucht und teile hier coole Erkenntnisse aus meinen Erfahrungen in verschiedenen Werkstätten.
Kontakt aufnehmen
Kevin Lee
Ich verfüge über mehr als zehn Jahre Berufserfahrung in der Blechverarbeitung und bin auf Laserschneiden, Biegen, Schweißen und Oberflächenbehandlungstechniken spezialisiert. Als Technischer Direktor bei Shengen bin ich bestrebt, komplexe Fertigungsherausforderungen zu lösen und Innovation und Qualität in jedem Projekt voranzutreiben.
Verwandte Ressource

Fingerabdruckresistenter Edelstahl: Funktionsweise und Auswahl

OEM vs. Auftragsfertigung: Wie Sie das richtige Modell für Ihr Projekt wählen

