Jeder Maschinenbauingenieur und Produktdesigner kennt diese Situation. Sie entwerfen ein kompaktes Blechgehäuse in CAD. Das Modell sieht präzise aus, die Interferenzerkennung funktioniert, und das flache Muster ist fehlerfrei. Sie schicken die DXF-Datei an die Werkstatt und erwarten eine schnelle Bearbeitung.
Stattdessen erhalten Sie ein "No-Quote" oder eine Aufforderung zur Entwurfsänderung (ECN). Die Rückmeldung ist einfach, aber frustrierend: "Der Flansch an dieser Kante ist zu kurz, um ihn zu formen".
In der digitalen Welt von SolidWorks oder Inventor wird Blech als ein Material mit unendlicher Steifigkeit und ohne Fertigungsbeschränkungen behandelt. In der realen Welt ist das Umformen von Metall jedoch ein gewalttätiger Prozess, der durch Reibung, Hebelwirkung und Werkzeuggeometrie bestimmt wird.
Dieser Leitfaden soll diese Kluft überbrücken. Wir werden die widersprüchlichen "Faustregeln" - von der aggressiven 1,5-fachen Dicke bis zur konservativen 4-fachen Dicke - auseinandernehmen und Ihnen helfen, die genaue Mindestflanschlänge zu bestimmen, die für eine zuverlässige Produktion erforderlich ist.
Festlegung der "Mindestflanschlänge"
Bevor wir uns mit den Mechanismen befassen, müssen wir uns auf die Definition einigen, um teure Kommunikationsfehler zu vermeiden.
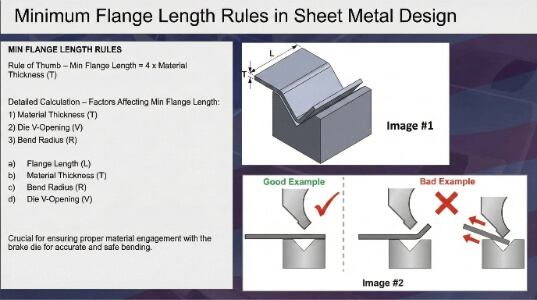
Wenn Hersteller von der Mindestflanschlänge (Lₘᵢₙ) sprechen, beziehen sie sich auf das Außenmaß des Flansches - von der Außenseite der Biegung bis zum Rand des Teils. Dieses Maß umfasst sowohl die Biegeradius (R) und die Materialdicke (T).
Wenn dieser Abstand nicht ausreicht, kann die Abkantpresse die Geometrie nicht physikalisch herstellen, ohne dass es zu Ausschuss kommt.
Die Physik: Warum es die Grenze gibt?
Um zu verstehen, warum es eine Mindestlänge gibt, müssen wir uns den Standardherstellungsprozess ansehen, der in 90% der Präzisionsfertigung verwendet wird: Air Bending.
Beim Luftbiegen wird das Blech auf eine untere Matrize gelegt, die normalerweise eine V-förmige Öffnung hat. Ein Oberstempel senkt sich und drückt das Metall in die V-Öffnung. Entscheidend ist, dass das Blech nicht bis zum Boden der Matrize gedrückt wird. Stattdessen "schwimmt" es auf drei verschiedenen Kontaktpunkten:
- Die Spitze des obersten Schlags.
- Die linke Schulter der V-Matrize.
- Die rechte Schulter der V-Matrize.
Die "Brücken"-Analogie
Stellen Sie sich das Blech wie eine Brücke vor, die eine Schlucht überspannt (die V-Öffnung). Damit die Brücke hält, muss sie auf beiden Seiten der Schlucht sicher auf festem Untergrund ruhen.
Wenn Sie einen zu kurzen Flansch konstruieren, erreicht das Material auf einer Seite nicht die "Schulter" der V-Matrize. Anstatt sich zu biegen, rutscht das Blech einfach in den Hohlraum der Matrize. Dies führt zu drei verschiedenen Fehlern:
- Verrutschen und Verzerrung: Das Teil gleitet während des Pressenzyklus seitwärts, wodurch eine krumme oder "hundebeinige" Biegelinie entsteht.
- Fugenhobeln: Das abrutschende Blech gräbt sich in den teuren gehärteten Stahl der Matrizenschultern ein und beschädigt das Werkzeug.
- Das Versagen der Rückstauanzeige: Dies ist der Punkt, den Konstrukteure oft übersehen. Bediener von Abkantpressen verwenden einen Hinteranschlag - Roboterfinger hinter der Maschine - um das Teil genau zu positionieren. Wenn Ihr Flansch zu kurz ist, kann er die Finger des Hinteranschlags nicht erreichen. Ohne diesen physischen Anschlag muss der Bediener das Teil nach Augenmaß positionieren, was eine gleichmäßige Massenproduktion unmöglich macht.
Die kritische Variable: Matrizenbreite
Die Breite der V-Matrizenöffnung ist nicht willkürlich; sie wird auf der Grundlage der Materialstärke (T) ausgewählt.
Nach gängiger Industriepraxis beträgt die V-Matrizenöffnung in der Regel das 6- bis 8-fache der Materialstärke.
- Für ein 2,0 mm dickes Blech wird die Werkstatt wahrscheinlich eine 12 mm oder 16 mm breite V-Matrize verwenden.
- Damit die Biegung erfolgreich ist, muss der Flansch lang genug sein, um mindestens die Hälfte dieser V-Öffnung (V/2) zu überbrücken, zuzüglich einer Sicherheitsmarge.
Diese geometrische Beziehung - zwischen der Dicke Ihres Materials und der Breite des Werkzeugs, das zum Biegen benötigt wird - ist die Grundlage für jede Formel für Mindestflansche. Sie erklärt, warum ein 3mm-Flansch bei dünnen Blechen perfekt funktioniert.

Der Kampf der Formeln: Konservativ vs. Theoretisch
Wenn Sie in technischen Handbüchern nach Regeln für Mindestflansche im Vergleich zu Fertigungsrichtlinien suchen, werden Sie eine verwirrende Diskrepanz feststellen. In einigen Quellen wird behauptet, dass Sie einen Flansch mit der 1,5-fachen Materialstärke (1,5T) erreichen können. In der Zwischenzeit besteht Ihr Verarbeiter wahrscheinlich auf der 4-fachen Dicke (4T).
Warum gibt es eine so große Lücke? Die Antwort liegt in der spezifischen Biegemethode, die verwendet wird: Air Bending versus Bottoming. Das Verständnis dieser Unterscheidung ist der Schlüssel zur Konstruktion von Teilen, die nicht nur möglich, sondern auch wirtschaftlich sind.
1. Der Ansatz des "sicheren Herstellers" (die 4T-Regel)
Wenn Sie für die allgemeine Produktion entwerfen und sicherstellen wollen, dass Ihre Teile schnell angeboten und fehlerfrei hergestellt werden, sollten Sie diese Regel befolgen.
Die Formel:
Lₘᵢₙ ≈ 4 × T + R
(wobei T = Materialdicke und R = Biegeradius)
Die Fertigungsrealität:
Diese Formel ist vom Air Bending abgeleitet, dem Industriestandard für moderne Präzisionsbleche.
- V-Matrize Breite: Wie bekannt, wird beim Luftbiegen eine V-Matrizenbreite von etwa 6T bis 8T verwendet.
- Die Geometrie: Um die Hälfte dieser V-Öffnung sicher zu überbrücken, muss das Material etwa 3T bis 4T aus der Mitte herausragen.
- Der Sicherheitsfaktor: Durch Hinzufügen des Biegeradius (R) in die Formel wird sichergestellt, dass das Metall, auch wenn es sich wölbt und an Länge verliert, sicher auf den Schultern der Matrize bleibt.
Warum intelligente Ingenieure es benutzen:
Die Konstruktion nach der 4T-Regel gibt der Werkstatt Flexibilität. Sie ermöglicht die Verwendung einer Standardpalette von V-Dies, die auf jeder Maschine verfügbar sind.
- Szenario: Wenn Sie bis zum absoluten Limit (1,5 T) konstruieren und das spezifische enge V-Werkzeug der Werkstatt beschädigt ist oder gerade einen anderen Auftrag ausführt, steht Ihre Produktion still.
- Szenario: Wenn Sie auf 4T konstruieren, kann der Bediener bei Bedarf auf ein etwas breiteres Werkzeug umschalten, um die Produktion aufrechtzuerhalten und Ihre Vorlaufzeit zu sichern.
2. Der "theoretische" Ansatz (die 1,5T-Regel)
Wenn Sie technische Nachschlagewerke wie das Handbuch für Maschinen oder in speziellen Werkzeugkatalogen nachsehen, werden Sie oft viel kürzere Werte finden.
Die Formel:
Lₘᵢₙ ≈ 1,5 × T bis 2,0 × T
Die versteckten Kosten:
Diese Regel gilt in der Regel für das Absenken (oder Prägen), nicht für das normale Luftbiegen. Beim Bottoming drückt der Stempel das Blech ganz nach unten in die V-Matrize und klemmt die Materialstruktur ein. Da das Blech physisch zwischen Stempel und Matrize eingeklemmt ist, muss es nicht die gesamte Breite der V-Öffnung überbrücken, um stabil zu bleiben.
Die Berufung auf diese Regel ist jedoch mit erheblichen Risiken und Kosten verbunden:
- Tonnage-Spitzen: Das Absenken erfordert eine bis zu 5-mal höhere Tonnage als das Luftbiegen. Viele elektrische oder hybride Präzisionsabkantpressen sind für diese anhaltend hohe Belastung nicht ausgelegt.
- Werkzeugverschleiß: Der hohe Druck beschleunigt den Verschleiß von Stempel und Matrize, was im Laufe der Zeit zu ungleichmäßigen Winkeln führt.
- Prozess-Inkompatibilität: Wenn eine Werkstatt versucht, Ihre 1,5T-Konstruktion mit Luft zu biegen, weil sie nicht über die nötige Tonnage verfügt, um das Teil zu biegen, wird es scheitern. Es wird in die Matrize rutschen, was zu einer verschrotteten Charge führt.
Das Urteil
Die "1,5T-Regel" ist theoretisch möglich, aber in der Praxis teuer und riskant. Die "4T-Regel" ist konservativ, zuverlässig und kostengünstig.
Die Goldene Regel des DFM:
Entwerfen Sie immer nach der konservativen (4T) Regel, wann immer dies möglich ist. Greifen Sie nur dann auf die theoretische Grenze (1,5T) zurück, wenn das Design dies unbedingt erfordert, und seien Sie auf mögliche Rückschläge oder höhere Werkzeugkosten seitens Ihres Lieferanten vorbereitet.
Biegen des Unbiegbaren: Variablen und Umgehungen
Bevor Sie sich auf einen kurzen Flansch festlegen, müssen Sie verstehen, wie Materialauswahl und Biegewinkel die Grenzen des physikalisch Möglichen verschieben.
Der Faktor "Material": Warum Noten wichtig sind
Nicht alle Metalle verhalten sich unter der Presse auf die gleiche Weise. Die Mindestflanschlänge ist direkt mit dem erforderlichen Biegeradius (R) verbunden, und der Radius wird durch die Duktilität des Materials bestimmt.
- Aluminium 6061-T6 (Die spröde Herausforderung): Diese gängige Luft- und Raumfahrtsorte ist bekanntermaßen spröde. Wenn Sie eine scharfe Biegung versuchen, wird sie brechen. Um dies zu verhindern, müssen die Verarbeiter einen größeren Biegeradius verwenden (oft 1,5T oder mehr). Da unsere Formel Lₘᵢₙ = 4T + R lautet, erfordert ein größerer Radius automatisch einen längeren Flansch.
- Aluminium 5052-H32 (Die duktile Alternative): Wenn Ihre Konstruktion einen engen Flansch erfordert, sollten Sie auf 5052 umsteigen. Es ist weicher und kann einen engeren Radius ohne Rissbildung bewältigen, wodurch eine kürzere Mindestflanschlänge möglich ist.
- Rostfreier Stahl: Aufgrund der hohen Streckgrenze und der beträchtlichen Rückfederung müssen rostfreie Stähle oft übermäßig gebogen werden, um den endgültigen Winkel zu erreichen. Dieser tiefere Hub kann eine breitere V-Matrize erfordern, um die Tonnagegrenzen des Werkzeugs nicht zu überschreiten, was wiederum die erforderliche Flanschlänge erhöht.
Der Winkelfaktor
Die meisten Konstruktionsleitfäden gehen von einer Standard-90°-Biegung aus. Der Biegewinkel verändert jedoch die physikalischen Gegebenheiten an den Kontaktpunkten des V-Stempels erheblich.
- Akute Winkel (<90°): Um Metall auf 30° oder 45° zu biegen, muss der Stempel tiefer in die V-Matrize eindringen. Durch diesen tieferen Hub wird das Blech weiter von den Schultern der Matrize weggezogen. Daher sind für spitze Biegungen oft längere Flansche erforderlich als für 90°-Biegungen, um sicherzustellen, dass das Material während des gesamten Hubs in Kontakt mit der Matrize bleibt.
- Stumpfe Winkel (>90°): Diese sind im Allgemeinen sicherer. Der Stempel legt einen geringeren Weg zurück, so dass die Gefahr, dass der Flansch in die Matrize rutscht, geringer ist.
Die "Cheat Codes": Wie man das Unmögliche herstellt
Was passiert, wenn Sie ein 2,0 mm dickes Gehäuse haben und Sie absolut muss einen 3,0-mm-Flansch haben, um ein Bauteil freizulegen? Das Standard-Luftbiegeverfahren sagt "Unmöglich".
Ein erfahrener Fertigungspartner kann diese Geometrie jedoch erreichen - wenn Sie bereit sind, dafür zu bezahlen. Hier sind die drei häufigsten Umgehungsmöglichkeiten.
1. Die "Biegen und Schneiden"-Methode
Dies ist die "Brute-Force"-Lösung für Prototypen und Präzisionsteile in kleinen Stückzahlen.
- Der Prozess: Die Werkstatt lasert das flache Muster mit einem Flansch, der sicher lang ist (z. B. 10 mm). Sie biegen es ganz normal mit Standardwerkzeugen. Dann wird das Teil zu einer CNC-Fräse gebracht, wo das überschüssige Material auf die gewünschte Länge von 3,0 mm bearbeitet wird.
- Die Kosten: Hoch. Sie fügen eine zweite Bearbeitungseinrichtung, manuelle Handhabung und Entgratungsschritte hinzu. Sie müssen sich fragen: Ist dieser kurze Flansch eine Erhöhung der Stückkosten von 200% auf 300% wert?
2. Entlastungskerben
Manchmal erscheint ein Flansch nur deshalb zu kurz, weil er an einen Ausschnitt oder eine abgeschrägte Ecke angrenzt.
- Die Lösung: Fügen Sie eine Entlastungskerbe (ein kleiner Schnitt senkrecht zur Biegelinie) am Übergangspunkt ein. Dies trennt den zu biegenden Flansch physisch von der problematischen Geometrie in der Nähe. Dadurch kann sich der Flansch unabhängig verformen, ohne dass das Material reißt oder der Bediener eine komplexe, nicht lineare Kante gegen den Hinteranschlag ausrichten muss.
3. Strategie für spezialisierte Werkzeuge
Wenn "Biegen und Schneiden" für die Großserienproduktion zu teuer ist, können Sie mit Ihrem Hersteller spezielle Werkzeugoptionen besprechen:
- Rotationsbieger / Abstreifwerkzeuge: Im Gegensatz zu herkömmlichen V-Formen halten diese Werkzeuge das Teil flach und "wischen" den Flansch mit Hilfe einer rotierenden Nocke nach oben. Sie können Flansche bis zu einer Stärke von 1 × Dicke ohne Schlupf formen.
- Offset-Stempel: Dies sind spezielle Werkzeuge, die zwei Biegungen (eine "Z"-Form) mit einem Schlag erzeugen. Sie eignen sich hervorragend für kurze Versätze, erfordern aber für jede spezifische Höhe eine spezielle Werkzeugausstattung.
Der Spickzettel und die abschließende Checkliste
Lassen Sie uns nun all diese Theorie in etwas umwandeln, das Sie sofort verwenden können: einen Spickzettel mit Kurzreferenzen und eine abschließende DFM-Checkliste (Design for Manufacturing), die Sie vor der Freigabe Ihrer Zeichnungen ausführen können.
Tabelle mit Schnellreferenzdaten
In der nachstehenden Tabelle werden die "sicheren" (Luftbiegen) Werte den "aggressiven" (Absenken/Spezialwerkzeuge) Grenzwerten gegenübergestellt.
- Standard: Verwenden Sie diese Werte für Standarddesigns, um die niedrigsten Kosten, die kürzeste Vorlaufzeit und die Fähigkeit, mehrere Quellen zu nutzen, zu gewährleisten.
- Risiko: Verwenden Sie diese Werte nur, wenn der Platz knapp ist. Warnung: Diese erfordern in der Regel spezielle Werkzeuge, eine höhere Tonnage oder eine sekundäre Bearbeitung.
| Materialdicke (T) | Konservatives Minimum (4T+R) | Aggressives Minimum (1,5T-2T) |
|---|---|---|
| 0,5 mm (24-26 ga) | ~ 2,5 mm | ~ 1,0 mm |
| 1,0 mm (20 ga) | ~ 5,0 mm | ~ 2,0 mm |
| 1,5 mm (16 ga) | ~ 7,0 mm | ~ 3,0 mm |
| 2,0 mm (14 ga) | ~ 9,0 mm | ~ 4,0 mm |
| 3,0 mm (11 ga) | ~ 13,0 mm | ~ 5,0 mm |
> Technische Anmerkung: Die "konservativen" Werte gehen von einem Standard-Biegeradius (R) aus, der ungefähr der Materialstärke entspricht. Wenn Sie einen größeren Radius angeben (z.B. R=3mm auf 1mm Material), müssen Sie diese zusätzliche Länge zu Ihrem Mindestflansch hinzufügen.
Ihre abschließende DFM-Checkliste
Bevor Sie die letzte CAD-Revision freigeben, sollten Sie diese fünf Fragen durchgehen. Sie ersparen Ihnen stundenlangen E-Mail-Verkehr mit Ihrem Verarbeiter und möglicherweise Tausende von Dollar an Ausschuss.
1. Welche Regel habe ich befolgt?
- Wenn Ihr Flansch > 4 × T ist, sind Sie sicher. Fahren Sie mit Zuversicht fort.
- Wenn Ihr Flansch < 2,5 × T ist, befinden Sie sich in der Gefahrenzone. Markieren Sie dieses Merkmal zur Überprüfung.
2. Ist der "kurze Flansch" notwendig?
- Fragen Sie sich selbst: Muss dieser Flansch unbedingt 3 mm lang sein? Oft werden Flansche aus ästhetischen Gründen oder aus Gründen der "Kompaktheit" verkürzt. Wenn Sie ihn verlängern können, um die 4T-Regel zu erfüllen, ohne andere Komponenten zu beeinträchtigen, sollten Sie dies tun. Es kostet nichts bei der Konstruktion, spart aber Geld bei der Herstellung.
3. Kann ich engere Toleranzen akzeptieren?
- Die Toleranzfalle: Kurze Flansche "schwimmen" beim Biegen mehr, weil sie weniger Kontaktfläche mit der Matrize haben. Wenn Sie einen 1,5T-Flansch forcieren, erwarten Sie keine Standard-Winkeltoleranz von ± 1. Möglicherweise müssen Sie diese Toleranz auf ± 3 erhöhen, um die Instabilität zu berücksichtigen.
4. Habe ich den Radius berücksichtigt?
- Denken Sie daran, dass die effektive Flanschlänge den Biegeradius einschließt. Wenn Sie einen 10-mm-Flansch, aber einen 5 mm-Radius haben, bleiben Ihnen nur 5 mm "flaches" Material zum Greifen. Stellen Sie sicher, dass Ihre Berechnung den Radius einschließt.
5. Bin ich bereit, für die Reparatur zu bezahlen?
- Wenn Sie unbedingt einen Flansch haben müssen, der gegen die Regeln verstößt, sind Sie dann auf die Kosten für "Biegen und Schneiden" vorbereitet? Dieser sekundäre Vorgang kann die Stückkosten des Teils verdoppeln. Wenn das Budget knapp ist, sollten Sie das Merkmal jetzt neu entwerfen.
Schlussfolgerung
In der Welt des Blechdesigns wird die Lücke zwischen "theoretisch möglich" und "wirtschaftlich machbar" oft in Millimetern gemessen. In technischen Handbüchern steht zwar, dass eine Mindestflanschlänge von 1,5-facher Materialstärke möglich ist, doch die Realität in der Fabrikhalle erfordert in der Regel eine sicherere 4-fache Stärke.
Ist Ihr Entwurf bereit für die Produktion? Raten Sie nicht. Sind Sie besorgt, dass Ihre engen Flansche Probleme auf der Abkantpresse verursachen könnten? Hören Sie auf zu raten und fangen Sie an zu validieren. Senden Sie uns Ihre CAD-Dateien für eine kostenlose DFM-Überprüfung.
Hey, ich bin Kevin Lee

In den letzten 10 Jahren bin ich in verschiedene Formen der Blechbearbeitung eingetaucht und teile hier coole Erkenntnisse aus meinen Erfahrungen in verschiedenen Werkstätten.
Kontakt aufnehmen
Kevin Lee
Ich verfüge über mehr als zehn Jahre Berufserfahrung in der Blechverarbeitung und bin auf Laserschneiden, Biegen, Schweißen und Oberflächenbehandlungstechniken spezialisiert. Als Technischer Direktor bei Shengen bin ich bestrebt, komplexe Fertigungsherausforderungen zu lösen und Innovation und Qualität in jedem Projekt voranzutreiben.
Verwandte Ressource

Fingerabdruckresistenter Edelstahl: Funktionsweise und Auswahl

OEM vs. Auftragsfertigung: Wie Sie das richtige Modell für Ihr Projekt wählen

