Ein geschweißtes Teil ist nie "fertig", wenn der Lichtbogen endet. Geschweißte Bauteile können völlig unterschiedlich aussehen, je nachdem, wie ihre Oberfläche nach dem Fügen behandelt wird. Manche Teile weisen sichtbare Schweißperlen und Wellen auf, während andere als glattes, durchgehendes Metallstück ohne Spuren der Naht erscheinen.
Die Endbearbeitung ist nicht nur eine optische Arbeit. Eine Oberfläche, die Grübchen, Spalten oder sehr raue Schweißnähte aufweist, kann Feuchtigkeit einschließen, sich während der Beschichtung verfärben und zum Ausgangspunkt für Korrosion werden. Bei Produkten, die in der Medizintechnik, im Lebensmittelbereich oder im Außenbereich eingesetzt werden, wirkt sich die Oberflächenbeschaffenheit auf die Hygiene, die Lebensdauerkosten und sogar auf die Einhaltung von Vorschriften aus.

In vielen Branchen wirkt sich die Schweißnahtausführung direkt aus:
| Leistungsfaktor | Einfluss der Schweißnahtausführung |
|---|---|
| Korrosionsbeständigkeit | Raue Oberflächen fangen Verunreinigungen ein → Rost setzt schneller ein |
| Haftung der Beschichtung | Spitzen/Täler führen zu ungleichmäßiger Dicke und Schälrisiko |
| Ästhetik | Sichtbare Perlen verringern den wahrgenommenen Wert des Endprodukts |
| Hygiene | Poren und Kräuselungen halten Bakterien fest, schwer zu sterilisieren |
| Lebenszykluskosten | Schlechtes Finish = Nachlackieren, Polieren oder früherer Austausch |
Was genau ist eine Schweißnaht?
Eine Schweißnaht-Endbearbeitung bezieht sich auf den Nachbearbeitungszustand einer Schweißnaht - ob sie unberührt bleibt, leicht verblendet oder poliert wird, um eine glatte, ununterbrochene Oberfläche zu schaffen. Die Grundschweißung kann mit WIG-, MIG-, Laser- oder Impulslichtbogenschweißen durchgeführt werden, aber die Nachbearbeitung beginnt, nachdem die Verbindung strukturell vollständig ist.
Unterschiedliche Schweißverfahren erzeugen unterschiedliche Ausgangstexturen:
| Verfahren zum Schweißen | Typisches Schweißnahtprofil | Schwierigkeit nach dem Ziel | Anmerkungen |
|---|---|---|---|
| WIG | Glatte, schmale Wulst | Niedrig | Ideal für kosmetische oder sanitäre Zwecke |
| MIG | Größere Perle, einige Spritzer | Mittel | Muss vor der Beschichtung gemischt werden |
| Laser | Sehr fein, geringe Verzerrung | Sehr niedrig | Beste Option, wenn geringe Sichtbarkeit erforderlich ist |
| Stock/Bogen | Schwere Schlacke, grober Wulst | Hoch | Selten verwendet, wenn visuelle Qualität wichtig ist |
Bei der Herstellung von Kosmetika aus Edelstahl ist die endgültige Oberflächenrauheit oft Ra ≤ 0,8-1,2 µm. Bei Rahmen aus Baustahl, bei denen die Oberfläche nicht sichtbar oder nicht beschichtet ist, ist Ra 3,0-6,0 µm akzeptabel. Dieser Unterschied wirkt sich direkt auf den Arbeitsaufwand, die Kosten, die Zeit und die Schwierigkeit des Polierens aus.
Wie man eine Wasserwaage richtig auswählt?
Die Wahl einer Oberfläche sollte nie allein nach Gewohnheit oder Preis erfolgen. Die richtige Entscheidung ergibt sich aus drei grundlegenden Fragen:
1. Wo wird die Schweißnaht vorhanden sein - versteckt oder sichtbar?
Wenn niemand die Schweißnaht sieht und sich das Teil im Inneren eines Schranks, eines Maschinenrahmens oder unter einer Abdeckung befindet, ist eine Strukturlackierung ausreichend. Das Entfernen oder Polieren von Schweißraupen ist hier eine Kostenverschwendung, ohne die Leistung zu verbessern. Bei der Herstellung von Großserien kann die Wahl einer Grundoberfläche anstelle einer kosmetischen Oberfläche die Nachbearbeitungszeit um 40-70% reduzieren.
Wenn die Schweißnaht sichtbar ist, steigt der Standard. Bei Außengehäusen, rostfreien Fassaden, architektonischen Metallarbeiten oder Produkten für den Endverbraucher wird die Oberflächenqualität zu einem integralen Bestandteil des gesamten Produkterlebnisses. Glätte, gleichmäßige Maserung und nahtlose Übergänge prägen den wahrgenommenen Wert weit mehr, als den Käufern bewusst ist.
| Standort | Priorität beenden |
|---|---|
| Intern/versteckt | Stärke > Aussehen |
| Sichtbar, aber beschichtet | Glatt genug für einen gleichmäßigen Film |
| Sichtbar, ungestrichen | Nahtlos / geringe Rauheit bevorzugt |
2. Mit welchem Material und welcher Dicke arbeiten Sie?
Das Material bestimmt, wie weit Sie arbeiten können, ohne eine Verformung zu riskieren.
- Aluminium leitet Wärme schnell ab → überhitzt leicht beim Schleifen
- Edelstahl zeigt Verfärbungen → erfordert kontrolliertes Polieren
- Kohlenstoffstahl kann geschliffen werden, benötigt aber möglicherweise eine Oberflächenbehandlung, um Rost zu verhindern.
Dünne Bleche (<2,0 mm) vertragen kein starkes Schleifen, ohne sich zu verziehen.
Dicker Baustahl (mehr als 4,0 mm) kann mit minimalem Risiko aggressiv geglättet werden.
Eine gute Regel für die Entscheidungsfindung:
| Werkstoff | Empfohlene Finish-Strategie |
|---|---|
| Aluminium | Niedertemperaturschweißen + kontrolliertes Blending (sichtbare Teile) |
| Rostfreier Stahl | Ausführung je nach RA-Anforderung und Hygienebedarf |
| Kohlenstoffstahl | Das Finish hängt eher vom Beschichtungsplan als von der Sichtbarkeit allein ab |
Soll das Teil beschichtet, eloxiert oder offen gelassen werden?
Eine raue Schweißnaht mag im Rohzustand akzeptabel sein, aber nach der Beschichtung ist sie katastrophal. Vor allem das Eloxieren vergrößert Defekte, indem es eine kleine Riffelung in einen sichtbaren Lichthof verwandelt. Das jetzt gewählte Finish entscheidet darüber, ob die Oberflächenbeschichtung später erfolgreich ist.
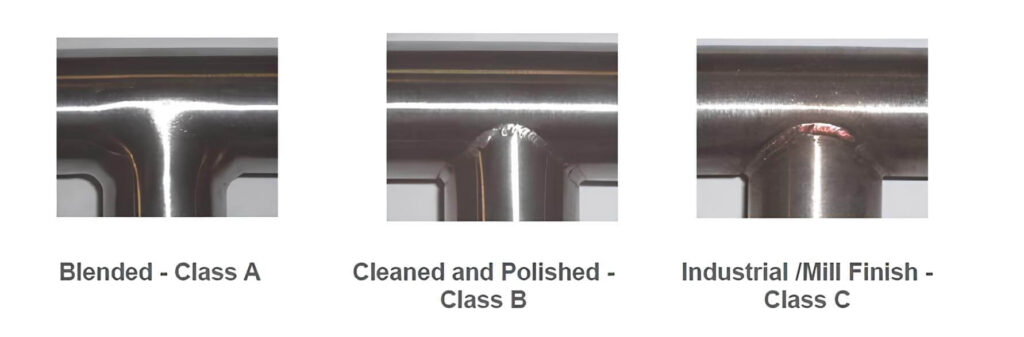
Erläuterungen zu den Schweißnahtfinish-Stufen
Sobald der Zweck und das Material des Teils definiert sind, ist der nächste Schritt die Wahl der richtigen Schweißnahtqualität. Die meisten Metallverarbeitungsprojekte fallen in eine der drei Hauptkategorien - Klasse A, Klasse B und Klasse C - die jeweils ein unterschiedliches Gleichgewicht zwischen Kosten, Aussehen und Leistung bieten.
Klasse C - Strukturelles Finish (keine kosmetischen Arbeiten)
Schweißnähte der Klasse C werden in ihrem natürlichen Zustand belassen. Die Schweißnaht bleibt sichtbar, wobei kleinere Spritzer und Hitzeverfärbungen akzeptabel sind, solange die strukturelle Festigkeit erhalten bleibt. Es wird nicht geschliffen oder poliert, es sei denn, die Sicherheitskanten müssen leicht gereinigt werden.
Dieses Finish ist ideal für Maschinengestelle im Innenbereich, Verstärkungsbügel, tragende Verbindungen und Bauteile, die für den Endverbraucher nicht sichtbar sind. Das Entfernen oder Polieren der Schweißnaht bringt keine Leistungsvorteile und erhöht nur die Arbeitskosten.
Typische Merkmale
- Schweißwulst vollständig freigelegt
- Oberflächenrauhigkeit ca. Ra 3,0-6,0 μm
- Kein Überblenden oder Glätten
Kostenniveau
- Basiswert = 1,0× (niedrigste Kosten, schnellste Abwicklung)
Am besten für
- Verdeckte Schweißnähte in Baugruppen
- Festigkeitskritische Teile, bei denen das Aussehen keine Rolle spielt
- Komponenten, die pulverbeschichtet und optisch verdeckt werden
Bei falscher Wahl
- Die Textur kann durch die Beschichtung durchschimmern
- Das Erscheinungsbild kann auf Außenflächen unfertig aussehen
Verwenden Sie Klasse C, wenn Leistung das Ziel ist und das Polieren keinen messbaren Nutzen bringt.
Klasse B - Halbkosmetische Ausführung (ausgewogene Kosten + visuelle Qualität)
Klasse B ist eine gemischte Schweißnahtbehandlung, die Grate abmildert und die sichtbare Wulsthöhe glättet, ohne die Fugenspuren vollständig zu entfernen. Die Oberfläche bleibt leicht strukturiert, aber glatt genug, um gleichmäßig zu beschichten. Dies ist die gebräuchlichste Oberfläche für sichtbare Industrieteile, bei denen ein sauberes Erscheinungsbild wichtig ist, aber eine vollständige Spiegelpolitur nicht erforderlich ist.
Typische Merkmale
- Schweißraupe leicht vermengt und aufgeweicht
- Oberflächenrauhigkeit ca. Ra 1,6-2,4 μm
- Schweißnaht ist bei genauer Betrachtung noch sichtbar
Kostenniveau
- ~1,2×-1,5× die Kosten der Klasse C
Am besten für
- Pulverbeschichtete oder lackierte Gehäuse
- Sichtbare Maschinen- oder Schrankflächen
- Projekte, die ein professionelles, aber nicht luxuriöses Finish erfordern
Vorteile
- Verbessert die Haftung der Beschichtung und die Gleichmäßigkeit des Films
- Verringert das Risiko von Halo-Linien und Orangenhaut nach der Aushärtung
Wenn ein Teil sichtbar ist und beschichtet werden soll, ist Klasse B oft die kostengünstigste Wahl.
Klasse A - Vollkosmetisches Finish (hochwertige nahtlose Oberfläche)
Bei der Schweißnahtbearbeitung der Klasse A wird das Wulstprofil vollständig entfernt und die Naht bündig mit dem umgebenden Material verschmolzen. Das Ergebnis ist eine glatte, durchgehende Oberfläche mit minimalen optischen Übergängen. Bei Displays aus Edelstahl und Aluminium wird diese Oberfläche häufig verwendet, wenn das Aussehen ein produktbestimmendes Merkmal ist.
Es sind mehrere Schleifschritte erforderlich: Grobabtrag, Verschneiden, Feinbearbeitung und manchmal Hochglanzpolieren. Die Hitze muss sorgfältig kontrolliert werden, insbesondere bei dünnen Blechen, um Verformungen zu vermeiden.
Typische Merkmale
- Keine sichtbare Wulstform oder Übergangslinie
- Die Schweißnaht verschmilzt mit der Oberfläche bei einem Standard-Betrachtungsabstand
- Rauheit typischerweise ≤ Ra 0,8-1,2 μm
Kostenniveau
- ~2×-4× der Kosten von Klasse C, je nach Nahtlänge und Materialhärte
Am besten für
- Für den Kunden sichtbare Produkte aus rostfreiem Stahl
- Display-Strukturen, Einzelhandelsmetalle, Architekturpaneele
- Teile, die aus nächster Nähe angefasst, beurteilt, verkauft und bewertet werden
Wenn unvollendet
- Schweißnahtschatten senkt die wahrgenommene Qualität
- Gefahr der Verfärbung, wenn nicht repassiviert
- Nacharbeitskosten steigen nach der Beschichtung erheblich
Wie sich die Schweißnahtausführung auf die jeweilige Oberflächenbehandlung auswirkt?
Die Schweißnahtbeschaffenheit entscheidet darüber, ob Beschichtungen sauber haften oder Unvollkommenheiten unter der Oberfläche zum Vorschein kommen. Die richtige Oberfläche verhindert ein Versagen, während die falsche jeden nachfolgenden Fehler vergrößert.
Pulverbeschichtung
Pulverbeschichtung Die Dicke beträgt durchschnittlich 60-120 μm.
Wenn die Schweißnaht ungleichmäßig ist, wird das Pulver in den Spitzen dicker und in den Tälern dünner, was zu Abweichungen in Textur und Glanz führt. Klasse B ist die zuverlässigste Basislinie - glatt genug für eine gleichmäßige Herstellung, aber nicht übermäßig bearbeitet.
- Funktioniert am besten mit Klasse B
- Vermeiden Sie die rohe Klasse C, wenn die Perle verschwinden muss.
- Die Klasse A ist nur für hochwertige, ultraglatte Pulverlacke erforderlich.
Nasslack / Flüssigbeschichtung
Farbe ist dünner als Pulver (25-60 μm), so dass das Oberflächenprofil besser sichtbar ist. Eine leicht verblendete Schweißnaht ist normalerweise ausreichend, es sei denn, das Teil ist dekorativ.
- Geeignet für Klasse C oder B, je nach Sichtbarkeit
- Nicht empfohlen für ästhetische Frontplatten, es sei denn, sie sind geglättet
Eloxieren (Aluminium)
Eloxieren verstärkt Unebenheiten - Kratzer, Wellen, Spannungsspuren und TIG/MIG-Übergangslinien. Eloxierte Oberflächen erfordern oft die Klasse A, insbesondere für eine klare oder natürliche Oberfläche.
- Am besten mit Klasse A
- Klasse B kann für gefärbte Farben mit geringerem Kontrast verwendet werden.
- Klasse C sollte vermieden werden - der Schweißnaht-Halo wird offensichtlich
Beschichtung (Nickel/Chrom/Zink)
Beschichtung folgt genau der Mikrotopographie. Jede Schweißnahtwelle wird unter der Metallschicht noch sichtbar sein. Für ein gleichmäßiges Reflexionsvermögen ist eine Mischschweißung erforderlich.
- Am besten mit Klasse B → A je nach Reflexionsziel
- Vermeiden Sie die Klasse C für dekorative oder reflektierende Metalle
Passivierung von rostfreiem Stahl
Passivierung verbessert die Korrosionsbeständigkeit, indem es freies Eisen von der Oberfläche entfernt, aber es kann die Struktur nicht verbergen. Eine verfeinerte Schweißnahtoberfläche weist weniger Porosität auf und verbessert die Chemikalienabdeckung.
- Beste Kompatibilität mit der Klasse B-A
- Sanitäranwendungen erfordern bündigen Abschluss + RA-Kontrolle
Kosten vs. Aussehen: Die zwei häufigsten Fehler vermeiden
Es gibt nur zwei Möglichkeiten, wie die Schweißnahtbearbeitung schief gehen kann:
Fehler 1 - Versteckte Komponenten überarbeiten
Das Schleifen von Schweißnähten an Innenrahmen bringt keinen Mehrwert. Es erhöht die Kosten, verlängert die Vorlaufzeit und kann die Verbindung unnötig schwächen.
Fehler 2 - Unzureichendes Finishing sichtbarer oder beschichteter Teile
Eine sichtbare Klasse-C-Schweißnaht wird noch sichtbarer, wenn sie lackiert oder eloxiert wird - insbesondere bei Aluminium -, was zu:
- Ablehnung des Kunden
- Nacharbeit Schleifen + Wiederbeschichtung
- Schäden durch Garantie oder Qualitätswahrnehmung
Eine $20-Schweißnaht kann heute zu einem $200-Problem werden, wenn Nacharbeit, Beschichtung und Arbeitsverluste anfallen.
Langfristige Leistungsüberlegungen
Die Qualität der Verarbeitung beeinflusst die Haltbarkeit, nicht nur das Aussehen.
| Faktor | Ohne ordnungsgemäße Ausführung (Klasse C falsch angewendet) | Mit korrektem Finish (Klasse B/A) |
|---|---|---|
| Korrosionsbeständigkeit | Verunreinigungen setzen sich in Poren fest → Rost entsteht schneller | Weniger Fallenstandorte = bessere Langlebigkeit |
| Reinigbarkeit | Raue Nähte fangen Rückstände ein | Glatte Schweißnähte lassen sich leicht reinigen |
| Vibrationsbeständigkeit | Die Spannung konzentriert sich auf die Wulstspitzen | Polierte Übergänge verringern das Risiko der Rissbildung |
| Hygiene | Bakterien verankern sich in Felsspalten | Die sanitäre Ausrüstung verhindert die Ansiedlung von |
In der Lebensmittel-, Pharma-, Medizin- und Laborproduktion ist die Schweißnahtausführung eine funktionale Anforderung und nicht nur eine ästhetische Vorliebe.
Schlussfolgerung
Bei der Wahl der richtigen Schweißnahtbeschichtung geht es nicht um Perfektion - es geht um den Zweck. Die richtige Oberfläche ist diejenige, die mit der Sichtbarkeit, der Beschichtungsmethode, der Umwelt und der Lebensdauerleistung übereinstimmt. Wenn diese Elemente bereits in einem frühen Stadium des Projekts aufeinander abgestimmt werden, führt dies zu stärkeren, saubereren und zuverlässigeren Teilen - und das ohne unnötige Kosten.
Sind Sie bereit, die perfekte Oberfläche für Ihr nächstes Projekt auszuwählen? Wir helfen Ingenieuren und Herstellern bei der Auswahl der Oberfläche, die ihren Anforderungen am besten entspricht. Dabei berücksichtigen wir Funktion, Kosten und Beschichtungsleistung - von Schweißnähten der Klasse C bis hin zu nahtlosen Edelstahloberflächen der Klasse A. Dateien hochladen oder unser Technikteam kontaktieren um ein schnelles und genaues Angebot zu erhalten.
Hey, ich bin Kevin Lee

In den letzten 10 Jahren bin ich in verschiedene Formen der Blechbearbeitung eingetaucht und teile hier coole Erkenntnisse aus meinen Erfahrungen in verschiedenen Werkstätten.
Kontakt aufnehmen
Kevin Lee
Ich verfüge über mehr als zehn Jahre Berufserfahrung in der Blechverarbeitung und bin auf Laserschneiden, Biegen, Schweißen und Oberflächenbehandlungstechniken spezialisiert. Als Technischer Direktor bei Shengen bin ich bestrebt, komplexe Fertigungsherausforderungen zu lösen und Innovation und Qualität in jedem Projekt voranzutreiben.
Verwandte Ressource

Fingerabdruckresistenter Edelstahl: Funktionsweise und Auswahl

OEM vs. Auftragsfertigung: Wie Sie das richtige Modell für Ihr Projekt wählen

