Richtlinien für die Konstruktion von Blechkonstruktionen
Die Herstellung eines funktionalen Blechteils erfordert eine sorgfältige Planung. Ein gut entworfenes Teil ist stabil, sieht professionell aus und kann ohne Probleme hergestellt werden. Dieser Leitfaden enthält einfache Regeln, die Ihnen helfen, Blechteile zu entwerfen, die in der realen Produktion funktionieren.
Grundsätze der Konstruktion für die Fertigung (DFM)
Ein gutes Design macht die Produktion einfacher und billiger. Denken Sie immer daran, wie das Teil hergestellt werden soll. Dieser Ansatz wird Design for Manufacturing (DFM) genannt.
Die Bedeutung von Toleranzen in der Fertigung
Toleranzen legen die zulässige Abweichung von den Abmessungen eines Teils fest. Verwenden Sie enge Toleranzen nur dort, wo sie unbedingt erforderlich sind. Unnötig enge Toleranzen treiben die Kosten in die Höhe. Bei den meisten Merkmalen sollten Sie sich an Standardtoleranzen halten. Dies gibt dem Hersteller Spielraum für seine Arbeit, ohne die Qualität zu beeinträchtigen.
Entwürfe einfach halten
Einfache Teile sind billiger zu produzieren. Reduzieren Sie Biegungen und einzigartige Merkmale, wo Sie können. Lassen Sie uns mehrere Teile zu einem zusammenfassen. Dadurch wird die Montagezeit verkürzt und der Bedarf an Befestigungselementen verringert. Einfachere Konstruktionen sind auch zuverlässiger und leichter herzustellen.
Standardisierung von Teilen und Funktionen
Verwenden Sie standardisierte Lochgrößen, Biegeradien und Blechgrößen. Die Standardisierung verringert die Einrichtungszeit und den Werkzeugwechsel. Auch die Materialbeschaffung wird dadurch einfacher. Halten Sie sich an gängige Materialien und Oberflächen, die leicht zu beschaffen sind.
Gemeinsame Merkmale von Blechteilen
Blechteile enthalten oft Merkmale, die die Festigkeit, die Funktion oder die Montage verbessern. Jedes Merkmal hat einen bestimmten Zweck und muss sorgfältig entworfen werden, um Probleme bei der Herstellung zu vermeiden.
Eckrundungen
Scharfe Ecken schwächen die Teile und erschweren das Biegen. Verrundungen verteilen die Spannung und verringern das Risiko von Rissen. Außerdem verbessern sie die Passform bei der Montage und sorgen für ein saubereres Aussehen. Verwenden Sie konsistente Radien, die den Standardwerkzeugen entsprechen, um die Produktion zu erleichtern.
Rippen
Rippen erhöhen die Steifigkeit ohne viel zusätzliches Gewicht. Sie verhindern ein Verziehen in großen, flachen Bereichen und reduzieren Vibrationen. Halten Sie die Rippentiefe und -abstände gleichmäßig, um die Leistung zu verbessern und die Herstellung zu erleichtern.
Prägungen
Prägungen erzeugen erhabene oder vertiefte Bereiche auf dem Blech. Sie können Teile verstärken, als Abstandshalter dienen oder Platz für Befestigungselemente schaffen. Kontrollieren Sie die Höhe und Breite, um ein Einreißen während der Formgebung zu vermeiden.
Dimples
Vertiefungen verstärken flache Abschnitte und können bei manchen Konstruktionen den Luftstrom verbessern. Sie helfen auch beim Ausrichten von Schrauben oder Nieten. Wählen Sie die Größe der Vertiefungen sorgfältig aus, damit das Material nicht zu sehr ausgedünnt wird. Die richtigen Abstände sorgen für eine gleichmäßige Festigkeit des gesamten Teils.
Runde Knockouts
Runde Vorprägungen schaffen Öffnungen für Drähte, Kabel oder Befestigungselemente. Sie können entfernt werden, ohne das Teil zu beschädigen. Um Risse zu vermeiden, sollten Sie die Ausstanzungen nicht an Biegungen oder Kanten anbringen. Standardgrößen eignen sich am besten für gängige Beschläge.
Lamellen
Lamellen sorgen für die Belüftung und halten die Teile stabil und steif. Sie lenken den Luftstrom und können das Gewicht reduzieren. Stellen Sie den richtigen Winkel und Abstand ein, um ein Gleichgewicht zwischen Luftstrom und Festigkeit herzustellen. Bringen Sie sie in flachen Bereichen an, um eine saubere Formgebung zu gewährleisten und Defekte zu vermeiden.
Grundlagen des Biegens
Beim Biegen werden flache Bleche zu funktionalen Teilen geformt, wobei Festigkeit und Genauigkeit erhalten bleiben. Wenn man die wichtigsten Begriffe und Werte versteht, lassen sich Konstruktionen leichter herstellen.
Linie biegen
Die Biegelinie ist die Stelle, an der das Blech gefaltet wird. Selbst eine kleine Verschiebung kann sich auf die Position der Löcher oder den Sitz der Baugruppe auswirken. Eine typische Toleranz liegt bei ±0,25 mm, wodurch die Biegungen bei den meisten Teilen genau sind.
Winkel
Der Biegewinkel bestimmt die endgültige Form, z. B. eine 90°-Faltung für Halterungen oder Rahmen. Materialien wie Baustahl federn nach dem Biegen oft um 2-4° zurück. Um einen echten 90°-Winkel zu erreichen, kann der Bediener das Werkzeug auf etwa 88° einstellen, damit sich das Teil in den richtigen Winkel entspannen kann.
Radius
Der innere Biegeradius bestimmt die Festigkeit des Teils. Eine gute Regel ist, den Radius an die Materialstärke anzupassen. Beispielsweise funktioniert ein 2 mm dickes Edelstahlblech am besten mit einem Innenradius von 2 mm. Dies verhindert Risse und sorgt für glatte Biegungen. Weichere Metalle wie Aluminium können engere Biegungen vertragen, aber die Anpassung der Dicke an den Radius verbessert die Konsistenz.
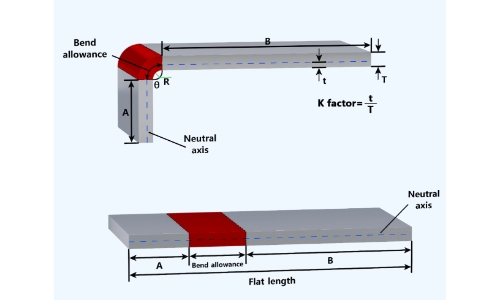
Neutrale Achse
Beim Biegen dehnt sich die Außenfläche aus und die Innenfläche wird zusammengedrückt. Dazwischen liegt die neutrale Achse, die ihre Länge nicht verändert. Sie sitzt in der Regel etwa ein Drittel der Innenfläche in das Material hinein. Die Kenntnis ihrer Position hilft bei der Erstellung genauer Flachmuster-Layouts.
K-Faktor
Der K-Faktor beschreibt, wo die neutrale Achse innerhalb der Materialdicke liegt. Bei 1 mm kaltgewalztem Stahl liegt er oft bei 0,33. Bei der gleichen Dicke von Aluminium kann er näher bei 0,40 liegen. Die Verwendung des richtigen K-Faktors stellt sicher, dass der flache Rohling auf die richtige Endgröße gebogen wird.
Biegezugabe
Durch das Biegen wird das Material gedehnt, weshalb die Konstrukteure dies berücksichtigen müssen. Die Biegezugabe ist die zusätzliche Länge, die hinzugefügt wird, um sicherzustellen, dass das flache Blech korrekt geformt wird. Ein 1 mm starkes Stahlblech, das um 90° mit einem Radius von 1 mm gebogen wird, benötigt beispielsweise eine Zugabe von 1,6 mm. Wird dies im flachen Muster berücksichtigt, bleibt das fertige Teil innerhalb der Toleranz.
Grundlagen des Schneidens
Der Zuschnitt ist der erste Schritt bei den meisten Blechprojekten. Die Qualität jedes Schnitts beeinflusst, wie gut sich das Teil später biegen, schweißen oder zusammensetzen lässt. Die Kenntnis gängiger Probleme und einfacher Regeln trägt dazu bei, dass die Teile präzise und einfach zu fertigen sind.
Loch-Durchmesser
Die Löcher müssen die richtige Größe und den richtigen Abstand haben, um Beschädigungen beim Stanzen oder Laserschneiden zu vermeiden. Eine gute Regel ist, dass der Lochdurchmesser mindestens so groß sein sollte wie die Blechdicke. Bei einem 2 mm dicken Stahlblech sollten die Löcher beispielsweise nicht kleiner als 2 mm sein. Kleinere Löcher können das Blech einreißen oder verformen, während Löcher mit der richtigen Größe saubere Kanten und eine längere Lebensdauer des Werkzeugs ermöglichen.
Verzerrung
Hitze und Spannungen beim Schneiden können zu Verformungen oder Biegungen führen, insbesondere bei dünnen Blechen. Beim Laserschneiden kann es bei großen Tafeln unter 1,5 mm Dicke zu einer leichten Wölbung kommen. Sie können die Verformung verringern, indem Sie die Schnitte weiter auseinander legen, Stützlaschen anbringen oder Wasserstrahlschneiden verwenden, wenn die Ebenheit entscheidend ist.
Lokalisierte Härtung
Bei Verfahren wie Laser- oder Plasmaschneiden entstehen entlang der Kante Hochtemperaturzonen. Dadurch können Materialien wie Kohlenstoffstahl gehärtet werden. Gehärtete Kanten können beim Biegen brechen oder Werkzeuge schneller verschleißen. Vermeiden Sie Probleme, indem Sie Biegungen nicht an den Schnittkanten anbringen oder bei Bedarf ein sekundäres Verfahren wie Kantenschleifen anwenden.
Kerbe
Die Schnittfuge ist die Breite des vom Schneidwerkzeug entfernten Materials. Beim Laserschneiden liegt sie in der Regel zwischen 0,1 und 0,3 mm, je nach Materialstärke und Leistungseinstellung. Wird der Schnittspalt ignoriert, können Löcher unterdimensioniert oder Schlitze zu eng sein. Die Berücksichtigung des Schnittspalts in der flachen Konstruktion stellt sicher, dass das endgültige Teil ohne Nacharbeit den vorgesehenen Abmessungen entspricht.
Häufig zu vermeidende Fehler bei der Blechkonstruktion
Selbst erfahrene Konstrukteure können wichtige Fertigungsgrenzen übersehen. Das frühzeitige Erkennen dieser häufigen Fehler verbessert die Funktion der Teile und senkt die Produktionskosten.
Überkomplizierte Designs
Das Hinzufügen unnötiger Merkmale ist ein häufiger Fehler. Jede zusätzliche Biegung, jeder kundenspezifische Ausschnitt oder jede Sonderform erhöht den Bedarf an Werkzeugen und die Produktionszeit. Komplexe Konstruktionen erfordern mehr Maschineneinstellungen, erhöhen das Risiko von Fehlern und erschweren die Montage. Vereinfachen Sie die Konstruktion, indem Sie nicht benötigte Elemente entfernen und Teile nach Möglichkeit zu einzelnen, geformten Komponenten kombinieren.
Schlechte Platzierung von Löchern und Ausschnitten
Löcher oder Ausschnitte, die sich zu nahe an Biegungen befinden, können sich beim Umformen verformen. Halten Sie Löcher mindestens das Dreifache der Materialdicke von Biegelinien entfernt. Vermeiden Sie die Anhäufung von Löchern in kleinen Bereichen, da dies die Struktur schwächt und zu Rissen führen kann. Bei Elektrogehäusen müssen die Aussparungen sorgfältig ausgeführt werden, um die Festigkeit der Platte zu erhalten.
Toleranzen übersehen
Enge Toleranzen erhöhen die Kosten. Reservieren Sie ±0,005″-Toleranzen nur für kritische Passungsmerkmale. Verwenden Sie Standardtoleranzen von ±0,030″ für andere Abmessungen. Markieren Sie deutlich, welche Maße entscheidend sind und welche Toleranzen gelockert werden können. Denken Sie daran, dass Bleche aufgrund des Materialgedächtnisses und der Rückfederung natürlichen Schwankungen unterliegen.
Falsche Materialauswahl
Die Wahl des falschen Materials kann zu Produktionsproblemen oder zum Ausfall von Teilen führen. Vermeiden Sie gehärtete Stähle für Teile, die stark gebogen werden müssen. Aluminium bietet Korrosionsbeständigkeit und ein geringeres Gewicht, ist aber teurer als Stahl. Verwenden Sie für Teile im Außenbereich rostfreien Stahl oder verzinktes Material. Prüfen Sie die Materialverfügbarkeit und die Vorlaufzeiten, wenn Sie ungewöhnliche Legierungen spezifizieren.
Vergessen von Montageüberlegungen
Konstruieren Sie Teile mit Blick auf die Montage. Sorgen Sie für genügend Freiraum für Schweißzangen und Nietwerkzeuge. Berücksichtigen Sie Ausrichtungsmerkmale wie Kerben oder Laschen zur leichteren Positionierung. Sorgen Sie dafür, dass die Hände bei der Montage Zugang haben. Selbstlokalisierende Merkmale können den Bedarf an komplexen Vorrichtungen verringern und die Montage beschleunigen.
Vernachlässigung der Anforderungen an das Finish
Oberflächen beeinflussen sowohl Design als auch Funktion. Legen Sie die Anforderungen an die Oberfläche frühzeitig fest. Brechen Sie scharfe Kanten, damit Beschichtungen besser haften. Vermeiden Sie bei der Pulverbeschichtung Bereiche, in denen der Faradaysche Käfig verhindert, dass die Farbe die Ecken erreicht. Vermeiden Sie bei der Beschichtung Konstruktionen, in denen sich Chemikalien ablagern. Verschiedene Beschichtungen müssen möglicherweise vorbehandelt werden, was sich auf die Abmessungen auswirken kann.
Los geht's
Das Entwerfen eines Teils ist nur der erste Schritt. Der wahre Wert entsteht, wenn Ihr Blechkonzept präzise und effizient hergestellt wird. Wenn Sie einfache Konstruktionsregeln befolgen und die richtigen Materialien wählen, wird die Fertigung einfacher und vorhersehbarer. Planen Sie Biegungen, Bohrungen und Merkmale mit Blick auf die reale Produktion, um Fehler und Ausschuss zu reduzieren.
Sind Sie bereit, Ihren Entwurf in ein hochwertiges Blechteil zu verwandeln? Kontaktieren Sie uns noch heute, um ein schnelles Angebot und fachkundige Beratung für Ihr Projekt zu erhalten.