Wenn man Metall biegt, bleibt es manchmal nicht dort, wo man es haben will. Man formt es in einem bestimmten Winkel, lässt die Kraft los, und dann - zack - bewegt es sich zurück. Dieses Problem, das als Rückfederung bezeichnet wird, kann die Genauigkeit beeinträchtigen und Zeit kosten. Wenn Sie schon einmal mit Teilen zu tun hatten, die nach dem Biegen nicht den Spezifikationen entsprachen, ist Rückfederung wahrscheinlich der Grund dafür. Was also ist die Ursache und wie kann man sie beheben?
In diesem Leitfaden wird erklärt, was Rückfederung ist, welche Faktoren sie beeinflussen und wie man sie kontrollieren kann. Sie erhalten klare Schritte, die Sie sofort umsetzen können.
Verständnis der Rückfederung in Blechumformung
Rückfederung ist ein häufiges Problem, das die Genauigkeit der Teile während des Biegeprozesses beeinträchtigt. Um sie in den Griff zu bekommen, müssen wir zunächst verstehen, was sie ist, warum sie auftritt und wo sie am häufigsten auftritt.
Was ist Rückfederung??
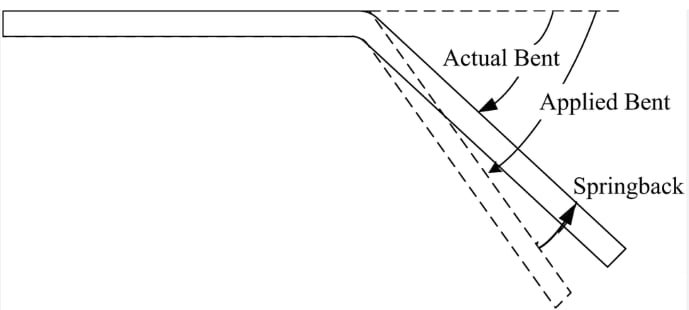
Unter Rückfederung versteht man die Tendenz eines Materials, nach einer Biegung wieder in seine ursprüngliche Form zurückzukehren. Wenn eine Kraft das Metall verbiegt, verformt es sich sowohl elastisch als auch plastisch. Nach Wegnahme der Kraft versucht der elastische Teil, sich zu erholen. Dieser Rückprall wird als Rückfederung bezeichnet.
Am auffälligsten ist dies, wenn der Biegewinkel offener ist als beabsichtigt. Dieser Unterschied zwischen der beabsichtigten Form und der tatsächlichen Form ist der Rückfederungseffekt.
Warum die Rückfederung auftritt: Die Wissenschaft dahinter
Die Rückfederung erfolgt aufgrund der elastischen Rückfederung. Wenn Metall gebogen wird, dehnt es sich auf der Außenseite und drückt sich auf der Innenseite zusammen. Ein Teil dieser Dehnung ist elastisch - es schnappt zurück, wenn der Druck weg ist.
Das Ausmaß der Rückfederung hängt von der Streckgrenze und der Dicke des Materials ab, Biegeradiusund Biegen Methode. Härtere Materialien wie rostfreier Stahl federn in der Regel stärker zurück als weichere Materialien wie Aluminium.
Überblick über gängige Umformszenarien, die von Rückfederung betroffen sind
Rückfederung tritt bei den meisten Biegeverfahren auf. Dazu gehören das Luftbiegen, das Tiefziehen und das Prägen. Beim Luftbiegen ist die Rückfederung am größten, weil der Stempel das Metall nicht in die Matrize drückt.
Auch beim U-Biegen und V-Biegen ist das häufig der Fall. Größere Biegeradien oder Metalle mit höherer Festigkeit verschlimmern sie. Auch bei dünnen Materialien kann die Rückfederung stärker ausfallen als erwartet.
Mechanik der Rückfederung
Um die Rückfederung zu kontrollieren, ist es hilfreich zu verstehen, was im Inneren des Metalls vor sich geht. Schauen wir uns an, wie sich Metall verformt, wo sich Spannungen aufbauen und welche Faktoren die Rückfederung erhöhen oder verringern.
Elastische vs. plastische Verformung
Wenn sich Metall biegt, dehnt es sich zunächst elastisch aus. Das heißt, es verändert seine Form, kann aber immer noch in seine ursprüngliche Form zurückkehren. Wenn die Kraft zunimmt, verformt sich das Metall plastisch. In diesem Fall wird die Formänderung dauerhaft.
Die Rückfederung erfolgt, weil der elastische Teil nach der Umformung zurückschnellt, während der Kunststoffteil stehen bleibt. Je mehr elastische Energie gespeichert ist, desto stärker federt das Metall zurück.
Die Rolle der Eigenspannung
Beim Biegen entstehen Spannungen im Inneren des Metalls. Diese Restspannungen, die so genannten Eigenspannungen, verbleiben im Teil, auch wenn der Druck entfernt wird.
Die Außenfläche der Biegung steht unter Spannung. Auf der Innenfläche herrscht Druck. Beim Umformen der Enden versuchen diese entgegengesetzten Kräfte, sich auszugleichen, wodurch sich das Teil leicht zurückbewegt.
Faktoren, die das Rückfederungsverhalten beeinflussen
Wie stark die Rückfederung ausfällt, hängt von mehreren Faktoren ab. Dazu gehören:
- Materialtyp: Hochfeste Metalle federn stärker zurück.
- Dicke: Dünnere Bleche federn in der Regel stärker zurück, weil es weniger Material gibt, das der Rückfederung entgegenwirkt.
- Biegeradius: Größere Radien führen zu mehr Rückfederung.
- Biegewinkel: Flache Kurven sind stärker betroffen als tiefe Kurven.
- Methode der Werkzeugherstellung: Das Luftbiegen führt zu einer stärkeren Rückfederung als das Tiefziehen oder Prägen.
Messung der Rückfederung
Die genaue Messung der Rückfederung ist entscheidend für optimale Biegeergebnisse. Die Verwendung realer Daten hilft Ingenieuren, zuverlässige Anpassungen in der Produktion vorzunehmen.
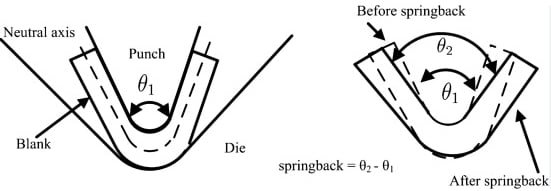
Vergleich von Winkeln
Eine Standardmethode ist der Vergleich des beabsichtigten Biegewinkels mit dem tatsächlichen Winkel nach dem Umformen. Wenn Sie zum Beispiel eine Biegung von 90° anstreben, aber nach der Herstellung 94° messen, haben Sie 4° Rückfederung.
In der Großserienproduktion kann die Verwendung eines digitalen Winkelmessers oder eines Laserwinkelmessgeräts helfen, wiederholbare Ergebnisse mit einer Genauigkeit von ±0,1° zu erzielen. Diese Methode ist schnell und funktioniert gut bei flachen Teilen und Standardwinkeln.
Rückfederungsfaktor
Der Rückfederungsfaktor (K) ist eine Kennzahl, die zur Vorhersage der Ergebnisse beiträgt. Er wird wie folgt berechnet:
K = Endgültiger Winkel / Gebogener Winkel vor dem Loslassen
Wenn Sie zum Beispiel ein Teil auf 85° biegen und es nach dem Loslassen 90° misst, dann:
K = 90 / 85 = 1.06
Ein Rückfederungsfaktor zwischen 1,03 und 1,10 ist typisch für Materialien wie rostfreier Stahl oder hochfester Stahl. Bei weicheren Materialien wie Aluminium kann er zwischen 1,01 und 1,03 liegen.
Versuch und Irrtum
Trotz des Einsatzes von Werkzeugen und Formeln ist Versuch und Irrtum nach wie vor eine weit verbreitete Methode. Viele Werkstätten führen einige Testbiegungen durch und passen sie an, bis das Teil den Spezifikationen entspricht. Dieser Ansatz eignet sich gut für das Biegen neuer Materialien oder die Verwendung von Spezialwerkzeugen.
Beispielsweise können Werkstätten Musterteile vorbiegen, den Rückfederungswinkel für jede Materialstärke aufzeichnen und diese Werte für zukünftige Aufträge protokollieren. Diese Werksdatenbanken sparen oft Zeit und verringern die Nacharbeit.
Materialeigenschaften und ihr Einfluss auf die Rückfederung
Die Art des Metalls, das Sie wählen, spielt eine wichtige Rolle bei der Rückfederung. Verschiedene Materialien verhalten sich je nach ihrer Festigkeit und Steifigkeit unterschiedlich.
Die Rolle von Elastizitätsmodul und Streckgrenze
Der Elastizitätsmodul misst die Steifigkeit eines Materials. Je höher er ist, desto mehr widersteht das Metall der Dehnung. Die Streckgrenze gibt an, wie viel Spannung das Material aushalten kann, bevor es sich dauerhaft verformt.
Hochfeste Materialien speichern beim Biegen mehr elastische Energie. Wenn die Kraft aufgehoben wird, geben sie mehr von dieser Energie ab, was zu einer größeren Rückfederung führt.
Wie wirkt sich die Legierungszusammensetzung auf die Rückfederung aus?
Verschiedene Legierungen verhalten sich auf unterschiedliche Weise. Eine geringfügige Änderung der Zusammensetzung kann sich auf Härte, Duktilität und Elastizität auswirken. Diese Eigenschaften beeinflussen, wie stark das Material zurückfedert.
So sind beispielsweise wärmebehandeltes Aluminium oder gehärteter Stahl schwieriger zu formen und neigen eher zur Rückfederung als ihre weicheren Gegenstücke.
Vergleich der Rückfederung in Stahl, Aluminium und anderen Metallen
Stahl weist aufgrund seiner größeren Festigkeit in der Regel eine höhere Rückfederung auf als Aluminium. Insbesondere nichtrostender Stahl weist aufgrund seiner hohen Streckgrenze und Härte eine starke Rückfederung auf.
Aluminium ist weicher und dehnbarer und neigt daher weniger zum Rückfedern. Kupfer und Messing sind ebenfalls besser formbar und weisen eine geringere Rückfederung auf.
Titan ist wie rostfreier Stahl stabil und leicht, neigt aber zu einer starken Rückfederung, was eine präzise Formgebung erschwert.
Prozessparameter, die die Rückfederung beeinflussen
Beim Biegen geht es nicht nur um das Material. Auch die von Ihnen gewählten Prozesseinstellungen können sich auf das Ausmaß der Rückfederung auswirken. Kleine Änderungen bei der Werkzeugbestückung oder der Geschwindigkeit können einen großen Unterschied ausmachen.
Einfluss von Biegeradius und Biegewinkel
Ein großer Biegeradius erhöht die Rückfederung. Das Metall verformt sich nicht so stark plastisch, so dass mehr davon versucht, sich zu erholen.
Engere Biegungen erzwingen eine stärkere plastische Verformung, was zur Verringerung der Rückfederung beiträgt. Außerdem neigen kleinere Biegewinkel dazu, stärker zurückzuspringen als scharfe oder tiefe Winkel.
Auswirkung von Stanzgeschwindigkeit und Druck
Hohe Stanzgeschwindigkeiten können die Rückfederung erhöhen, insbesondere bei dünnen Metallen. Beim schnellen Biegen kann sich das Material nicht vollständig in seine Form setzen.
Die Anwendung von mehr Druck beim Biegen kann die Rückfederung verringern. Das liegt daran, dass mehr Kraft das Metall tiefer in die plastische Zone drückt, so dass weniger elastische Energie zum Zurückfedern übrig bleibt.
Temperaturüberlegungen zur Reduzierung der Rückfederung
Das Umformen bei höheren Temperaturen kann die Rückfederung verringern. Wärme macht das Material weicher und senkt seine Streckgrenze. Dadurch lässt es sich leichter formen und die elastische Rückfederung wird verringert.
Die Warmumformung wird häufig für hochfeste Werkstoffe wie Titan oder modernen Stahl verwendet. Sie erfordert jedoch eine spezielle Ausrüstung und zusätzliche Verfahrensschritte.
Techniken zur Minimierung der Rückfederung
Die Rückfederung lässt sich zwar nicht völlig verhindern, aber kontrollieren. Mehrere praktische Methoden helfen, das Teil von Anfang an näher an Ihr Design zu bringen.
Überbiegung und Kompensationsstrategien
Überbiegen bedeutet, dass das Metall über den gewünschten Winkel hinaus gebogen wird. Wenn die Rückfederung auftritt, kehrt das Teil wieder in die richtige Form zurück. Dies ist eine der gängigsten und einfachsten Möglichkeiten, die Rückfederung zu beseitigen.
Sie können auch die Biegezugaben in Ihrem Entwurf anpassen oder Versuchsteile verwenden, um den richtigen Überbiegungswinkel zu finden. Es ist eine Mischung aus Erfahrung und Messung.
Verwendung von Matrizen und Werkzeuganpassungen
Verschiedene Biegeverfahren führen zu unterschiedlichen Ergebnissen. Beim Absenken und Prägen wird mehr Kraft aufgewendet, um das Teil fest in die Matrize zu drücken. Dies verringert die Rückfederung im Vergleich zum Luftbiegen.
Die Einstellung der Öffnungsweite der Matrize und des Stempelradius ist ebenfalls hilfreich. Eine engere Matrize und ein schärferer Stempel verringern den Spielraum für elastische Rückfederung. Werkzeugausrichtung und -verschleiß spielen ebenfalls eine Rolle - beschädigte Werkzeuge können die Rückfederung verschlimmern.
Wärmebehandlung und Methoden zum Stressabbau
Einige Metalle sprechen gut auf Spannungsabbau an. Nach der Umformung kann die Erwärmung des Teils innere Spannungen abbauen und die Form stabilisieren. Dies ist bei Teilen aus rostfreiem Stahl und Titan üblich.
Bei Präzisionsanwendungen kann das Glühen des Metalls vor dem Umformen die Rückfederung verringern. Dieser Schritt ist jedoch zeit- und kostenaufwendig und wird daher hauptsächlich bei engen Toleranzen eingesetzt.
Schlussfolgerung
Rückfederung ist ein natürlicher Bestandteil des Blechumformungsprozesses. Faktoren wie Materialstärke, Biegeradius, Werkzeuge und Umformverfahren spielen alle eine Rolle. Wenn Sie verstehen, wie Rückfederung funktioniert, und die richtigen Werkzeuge, Winkel und Techniken verwenden, können Sie ihre Auswirkungen minimieren.
Suchen Sie Unterstützung bei Blechteilen mit engen Toleranzen oder bei der Herstellung von kundenspezifischen Prototypen? Kontaktieren Sie uns heute um Ihr Projekt zu besprechen und fachliche Unterstützung von unserem erfahrenen Ingenieurteam zu erhalten.
Hey, ich bin Kevin Lee

In den letzten 10 Jahren bin ich in verschiedene Formen der Blechbearbeitung eingetaucht und teile hier coole Erkenntnisse aus meinen Erfahrungen in verschiedenen Werkstätten.
Kontakt aufnehmen
Kevin Lee
Ich verfüge über mehr als zehn Jahre Berufserfahrung in der Blechverarbeitung und bin auf Laserschneiden, Biegen, Schweißen und Oberflächenbehandlungstechniken spezialisiert. Als Technischer Direktor bei Shengen bin ich bestrebt, komplexe Fertigungsherausforderungen zu lösen und Innovation und Qualität in jedem Projekt voranzutreiben.
Verwandte Ressource

Elektrolytisch verzinkter Stahl: Leitfaden zur Verarbeitung und Auswahl

Stanzen vs. Laserschneiden: Kosten, Geschwindigkeit und DFM-Zwischenziele

Kehlnaht-Bearbeitung: Was die Kosten und die Qualität der Teile bestimmt
