يعاني العديد من المصنّعين مع القِطع المعقدة ذات الأشكال أو المنحنيات المتغيرة. غالبًا ما تترك طرق الخراطة القياسية خطوات أو أسطحًا خشنة. يمكن أن تؤدي هذه المشكلات إلى زيادة إعادة العمل وإطالة المهل الزمنية والتكاليف الإضافية. الخراطة الكنتورية تحل هذه المشاكل. فهي تتيح لك إنشاء أشكال سلسة ومتدفقة على مخرطة بأقل قدر من التشطيب اليدوي.
إذا كنت ترغب في إنشاء أجزاء ذات منحنيات سلسة أو أشكال معقدة، فإن الخراطة الكنتورية يمكن أن تساعدك في تحقيق ذلك. انظر كيف يعمل وسبب أهميته أدناه.

ما هو الخراطة الكنتورية?
الخراطة الكنتورية هي عملية خراطة كفافية، حيث تتحرك أداة القطع في كلا المحورين X و Z في نفس الوقت. تسمح هذه الحركة متعددة المحاور للأداة باتباع مسار منحني أو بزاوية محددة. الهدف هو إنشاء أشكال ناعمة، مثل الأقواس أو الحواف المستديرة أو المقاطع الجانبية المائلة على قطعة عمل دوارة.
على عكس الخراطة المستقيمة، حيث تقوم الأداة بعمل قطع بسيط على طول محور واحد، فإن الخراطة الكنتورية تسمح بعمل أشكال هندسية أكثر تعقيدًا. يعتمد شكل الجزء النهائي على كيفية برمجة مسار الأداة.
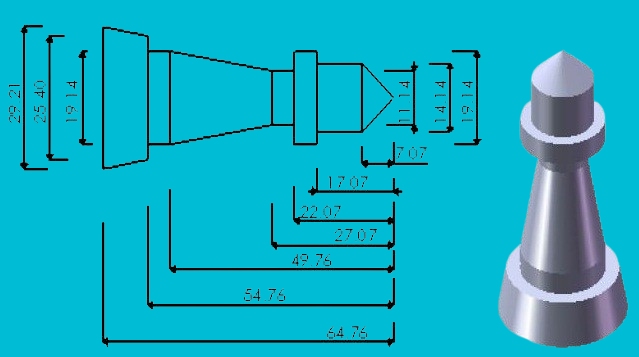
هذه الطريقة فعالة بشكل خاص للأجزاء التي لها أقطار متغيرة، مثل أعمدة الكامات أو الفوهات أو الموصلات المخصصة. وغالبًا ما يتم إجراؤها باستخدام مخارط بنظام التحكم الرقمي CNC لتحسين التحكم والدقة.
كيف تعمل خراطة الكنتور؟
يتبع الخراطة الكنتورية عملية مباشرة لضمان الحصول على نتائج دقيقة. إليك كيفية عملها عملياً.
الخطوة 1: تحضير قطعة العمل
ابدأ بمادة خام أسطوانية، غالبًا ما تكون قضيبًا دائريًا أو فراغًا مطروقًا، يتم قطعه أطول قليلاً من طول الجزء النهائي (عادةً مع زيادة 2-5 مم إضافية للتقويم والتثبيت). قم بتركيب الشُّغْلَة بإحكام في ظرف ثلاثي الفك أو رباعي الفكوك، مع ضمان التركيز المناسب.
قم بتنظيف السطح باستخدام مزيل الشحوم أو مذيب يحتوي على الكحول لإزالة الزيوت أو الأكسدة. بالنسبة للأجزاء عالية الدقة، من الضروري التحقق من الاستقامة باستخدام مؤشر قرص أو كتل على شكل حرف V.
الخطوة 2: اختيار الأداة وإعدادها
حدد أداة القطع التي تطابق الشكل المطلوب. يجب أن يتطابق حجم طرف الأداة وشكلها وطلائها مع المادة ونوع الصقل المطلوب. على سبيل المثال، استخدم أداة ذات طرف نصف قطره من 0.4 مم إلى 0.8 مم لأعمال الكنتور العامة.
قم بتركيب الأداة في الحامل وضبطها على الخط المركزي للماكينة. استخدم أداة الضبط أو قم بمحاذاة الأداة يدويًا. اجعل إعداد الأداة قصيرًا وصلبًا لتقليل الاهتزاز.
الخطوة 3: برمجة مخرطة CNC
استخدم برنامج CAM أو الكود G لإنشاء مسار الأداة. يجب أن يتحكم البرنامج في حركتي X و Z لمطابقة شكل الجزء. اضبط عمق القطع ومعدل التغذية وسرعة عمود الدوران وفقًا للمادة.
فيما يلي بعض الإعدادات الأساسية:
- الفولاذ الطري: 300-500 قدم سطحي في الدقيقة
- الفولاذ المقاوم للصدأ: 150-250 متر مكعب من الفولاذ المقاوم للصدأ
- معدل التغذية: 0.05-0.2 مم لكل دورة
تحقق مرة أخرى من الكود قبل تشغيله. حتى الأخطاء الصغيرة يمكن أن تتسبب في تعطل الأداة أو خردة الأجزاء. إذا تكررت هذه المهمة، احفظ البرنامج للمرة القادمة.
الخطوة 4: التشغيل التجريبي والمحاكاة (اختياري ولكن يوصى به)
قم بإجراء محاكاة أولاً. يمكن القيام بذلك في برنامج CAM أو على وحدة تحكم CNC. يساعدك ذلك على تصور كيفية تحرك الأداة وتحديد أي مشاكل محتملة قد تنشأ.
يمكنك أيضًا إجراء تشغيل جاف على الماكينة. في هذه الخطوة، تتحرك الأداة من خلال البرنامج دون قطع الجزء. تتيح لك التأكد من مسار الأداة والخلوص وحركة البرج الدوّار. استخدم دائمًا السرعة البطيئة ووضع الخطوة الواحدة أثناء هذا الفحص.
الخطوة 5: تنفيذ عملية الدوران
بمجرد أن يبدو كل شيء على ما يرام، قم بتشغيل الجهاز وتشغيل البرنامج. راقب العملية. تأكد من أن الأداة تقطع بسلاسة وأن البُرادة تتخلص من البُرادة.
ابحث عن علامات تآكل الأداة أو الاهتزاز أو الضوضاء. اضبط التغذية أو السرعة إذا لزم الأمر. بعد القطع، أوقف الماكينة وأزل الجزء. يرجى قياس الحجم والتحقق من الشكل للتأكد من مطابقته للرسم.
أنواع عمليات الخراطة الكنتورية
يتضمن الخراطة الكنتورية عدة طرق. يتم استخدام كل منها بناءً على شكل الجزء والمنطقة التي تحتاج إلى القطع. تساعد هذه الطرق الميكانيكيين على إنشاء أنواع مختلفة من التشكيلات الجانبية.
دوران الكفاف الخارجي
تُستخدم هذه الطريقة لتشكيل الجزء الخارجي للجزء المستدير من الخارج. تتحرك أداة القطع على طول السطح الخارجي لإنشاء منحنيات أو زوايا أو خطوات.
تُستخدم عادةً في الأجزاء مثل الأعمدة والأكمام والأغلفة. يمكن لهذه العملية تشكيل أشكال تفصيلية مع الحفاظ على سطح أملس.
نظرًا لأن الأداة تعمل من الخارج، فمن الأسهل إزالة البُرادة وإبقاء الأداة في الموضع الصحيح. ولهذا السبب تُستخدم هذه الطريقة على نطاق واسع في العديد من الورش.
الخراطة الكنتورية الداخلية
تُستخدم هذه الطريقة لقطع الأشكال داخل ثقب أو فتحة. تتحرك أداة القطع من الداخل وتتبع مساراً منحنياً أو مائلاً.
وغالباً ما تُستخدم لإنشاء ثقوب أو أخاديد أو أخاديد داخلية. يحتاج هذا النوع من العمل إلى أدوات أصغر وتخطيط أكثر دقة.
نظرًا لأن الأداة تعمل داخل الجزء، فإن المساحة ضيقة. يمكن أن تتراكم البُرادة بسرعة. الإعداد الجيد وتدفق سائل التبريد المناسب ضروريان للحفاظ على سير الأمور بسلاسة.
دوران الملف الشخصي المعقد
تجمع هذه الطريقة بين كل من القطع الداخلي والخارجي. تتبع الأداة مسارًا يتضمن العديد من الأشكال، مثل المنحنيات، والاستدقاق، وتغييرات الخطوات.
وغالبًا ما تُستخدم للقطع المخصصة، مثل الموصلات أو الأعمدة ذات المقاطع المتعددة. يجب أن تتبع الماكينة مسارًا دقيقًا لتجنب الأعطال والحفاظ على دقة عالية.
تعتمد هذه العملية على برنامج CNC جيد التصميم واختيار الأداة المناسبة. قد يستغرق إعدادها وقتًا أطول، ولكنها توفر الوقت من خلال إنهاء الجزء في خطوة واحدة.
مزايا الخراطة الكنتورية
يوفر الخراطة الكنتورية العديد من المزايا مقارنة بطرق الخراطة الأساسية. فهي تتيح للورش تلبية المواصفات الأكثر دقة وتحسين الجودة وتقليل خطوات الإنتاج.
التصنيع الآلي للملامح المعقدة
يمكّن الخراطة الكنتورية من تصنيع القِطع ذات المنحنيات والاستدقاقات والأشكال الممزوجة. لا تحتاج إلى إعدادات متعددة أو تركيبات مخصصة. يمكن لبرنامج CNC واحد قطع التشكيلات التفصيلية في عملية واحدة. إنه يمنح مزيدًا من الحرية في تصميم القِطع دون زيادة التكاليف.
دقة واتساق أعلى
يسمح التحكم باستخدام الحاسب الآلي بحركة الأداة بدقة على طول المحورين X وZ. وهذا يضمن أن كل عملية قطع تتبع نفس المسار. ونتيجة لذلك، يوفر الخراطة الكنتورية تناسقًا عاليًا من جزء إلى آخر. وتظل التفاوتات المسموح بها ضيقة حتى في عمليات الخراطة الطويلة.
تشطيب أفضل للسطح
نظرًا لأن الأداة تتحرك بسلاسة على طول الكفاف، فهناك خطوات أو علامات أدوات أقل. مع معدلات التغذية والسرعات وهندسة الأداة المناسبة، ينتج عن الخراطة الكنتورية خراطة نظيفة, أسطح مصقولة. وهذا يقلل أو يزيل الحاجة إلى الصقل أو الطحن الإضافي.
كفاءة الوقت للأشكال المعقدة
بدلاً من تبديل الأدوات أو تغيير موضع الجزء، يمكن للخراطة الكنتورية إنشاء الشكل بالكامل في مسار واحد. فهو يجمع بين التشطيب والتخشين على نفس المسار. وهذا يوفر الوقت ويقلل من المناولة ويسرع الإنتاج.
تطبيقات الخراطة الكنتورية
يحل الخراطة الكنتورية تحديات التصنيع الحقيقية في مختلف الصناعات. إليك المجالات التي تقدم فيها القيمة الأكبر:
الفضاء الجوي
غالبًا ما تحتوي الأجزاء الفضائية الجوية على مقاطع مدببة وانتقالات سلسة وأبعاد حرجة. تُستخدم الخراطة الكنتورية في تصنيع مكونات التوربينات وأجزاء معدات الهبوط والموصلات الهيكلية. وهي تتيح للمصنعين تلبية التفاوتات الصارمة مع الحفاظ على جودة السطح العالية.
السيارات
في قطاع السيارات، يتم استخدام الخراطة الكنتورية في صناعة أعمدة الكامات، وقضبان التوجيه، ودبابيس التعليق، وأجزاء الصمامات. تحتاج هذه الأجزاء إلى منحنيات دقيقة لتعمل بشكل صحيح. يقلل الخراطة الكنتورية من وقت الإعداد ويحافظ على اتساق كل جزء.
مكونات الأجهزة الطبية
غالبًا ما تتميز الأدوات والغرسات الطبية بأشكال مستديرة وتفاصيل دقيقة ومعقدة. تتطلب الأجزاء مثل المقابض الجراحية وزراعات العظام ومكونات الأسنان تشطيبات ناعمة وتفاوتات متقاربة. وهي تساعد على تلبية معايير الجودة الصارمة المطلوبة في التطبيقات الطبية.
إنتاج القوالب والقوالب
أجزاء القوالب والقوالب غالبًا ما تتطلب أشكالًا منحنية وتفاصيل دقيقة، خاصةً بالنسبة إلى القولبة بالحقن أو صب القوالب. يساعد الخراطة الكنتورية على تشكيل هذه الملامح مباشرةً على إدخالات أو دبابيس مستديرة. يقلل من الصقل اليدوي ويمكّن صانعي الأدوات من تلبية مواصفات التصميم بسرعة أكبر.

أفضل الممارسات للخراطة الكنتورية الفعالة
يعتمد تحقيق أفضل النتائج في الخراطة الكنتورية على التخطيط الدقيق والإعداد المنظم جيدًا. إليك بعض أفضل الممارسات للحفاظ على كفاءة العملية ودقتها.
استخدم هندسة الأداة الصحيحة
يعد اختيار الشكل الهندسي الصحيح للأداة أمرًا بالغ الأهمية لإنتاج مقاطع جانبية دقيقة. يجب أن يتطابق نصف قطر مقدمة الأداة مع مستوى تفاصيل الكفاف:
- استخدم نصف قطر أنف صغير (على سبيل المثال، 0.2-0.4 مم) للزوايا الحادة وأنصاف الأقطار الضيقة.
- استخدم نصف قطر أنف أكبر (على سبيل المثال، 0.8-1.2 مم) لانتقالات أكثر سلاسة ولمسة نهائية أفضل للسطح.
يؤثر تآكل الأدوات تأثيرًا كبيرًا على جودة السطح ودقة الأبعاد. افحص المدخلات بانتظام تحت التكبير. ابحث عن علامات تآكل الجناح أو التقطيع أو الحافة المتراكمة (BUE). استبدل المدخلات البالية قبل الوصول إلى التآكل الحرج لتجنب سوء التشطيبات أو انحراف الأبعاد.
تحسين معلمات القطع
يجب تعديل سرعة القطع (SFM)، ومعدل التغذية (مم/معدل دوران)، وعمق القطع (DOC) بناءً على مادة الشُّغْلَة ونوع الأداة. على سبيل المثال:
- الفولاذ المقاوم للصدأ قد تتطلب سرعات أبطأ (150-250 SFM) للتحكم في الحرارة والتآكل.
- الألومنيوم يسمح بسرعات أعلى (تصل إلى 600-1000 SFM) ولكنه يتطلب أدوات حادة وإخلاء جيد للبُرادة.
استخدم القيم الموصى بها من الشركة المصنعة كنقطة بداية. قم بضبط المعلمات الدقيقة بناءً على هندسة القِطع، وعمر الأداة، ونتائج تشطيب السطح لتحسين الأداء. تجنب السرعات المفرطة لعمود الدوران أو التغذية الزائدة، والتي يمكن أن تتسبب في حدوث رفرفة الأداة أو الاهتزاز أو تعطل سريع للإدخال.
استخدم وضع السرعة الثابتة للسطح (CSS) في برمجة الماكينات بنظام التحكم الرقمي كلما أمكن. يعمل ذلك على ضبط سرعة عمود الدوران تلقائيًا بناءً على قطر الجزء، مما يضمن ظروف قطع متسقة على طول الأسطح المنحنية.
إعطاء الأولوية لقطع العمل المناسبة
يعد قطع العمل الآمن والصلب ضروريًا لمنع الانحراف أو الاهتزاز أثناء الخراطة. استخدم الأظرف ثلاثية الفكوك الدقيقة أو الأطواق أو التَرْكِيبات المخصصة التي توفر قبضة محكمة دون تشويه الجزء.
تحقق من محاذاة الجزء باستخدام مؤشر قرص. يجب أن يظل إجمالي الانحراف أقل من 0.01 مم للمهام عالية الدقة. يمكن أن يتسبب التشبيك غير الكافي أو التركيب خارج المركز في حدوث انحراف مستدق أو بيضاوي أو رفرفة السطح.
بالنسبة للقطع ذات الجدران الرقيقة أو الحساسة، ضع في اعتبارك الفكوك اللينة أو الدعم من مركز متحرك أو غُرَاب متحرك لتقليل التشوه تحت ضغط القطع.
خاتمة
الخراطة الكنتورية هي عملية خراطة بنظام التحكم الرقمي باستخدام الحاسب الآلي تُستخدم لقطع الأشكال المنحنية أو المائلة أو المعقدة على القِطع المستديرة. وهي تعمل من خلال التحكم في الأداة على طول محورين لاتباع مسار سلس ومبرمج. تتيح هذه الطريقة إنتاج قِطَع الماكينة بدقة أكبر وتشطيبات أنظف وخطوات أقل.
هل تحتاج إلى مساعدة في تصنيع القِطع المنحنية المخصصة أو المقاطع الجانبية المعقدة؟ اتصل بنا اليوم للحصول على دعم الخبراء وعروض أسعار سريعة لمشروعك القادم.
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة

الفولاذ المقاوم للصدأ المقاوم لبصمات الأصابع: كيف يعمل، وكيف تختار


