يحتاج المصنعون إلى تشطيبات دقيقة وعالية الجودة على القِطع الأسطوانية. تتطلب طرق الطحن التقليدية إعدادًا مكثفًا وتعديلات مستمرة، مما يؤدي إلى إبطاء الإنتاج. يحل الطحن بدون مركزية هذه المشكلة من خلال التخلص من الحاجة إلى نقطة مركزية ثابتة، وتقليل الأخطاء، وتحسين الكفاءة.
على عكس الطحن التقليدي، لا يتطلب الطحن بدون مركزية التثبيت، مما يسرّع العملية. ويستخدم على نطاق واسع في الصناعات التي تتطلب إنتاج كميات كبيرة من الأجزاء الدقيقة، مثل صناعة الطيران والسيارات والطب.
ما هو الطحن بدون مركزية؟
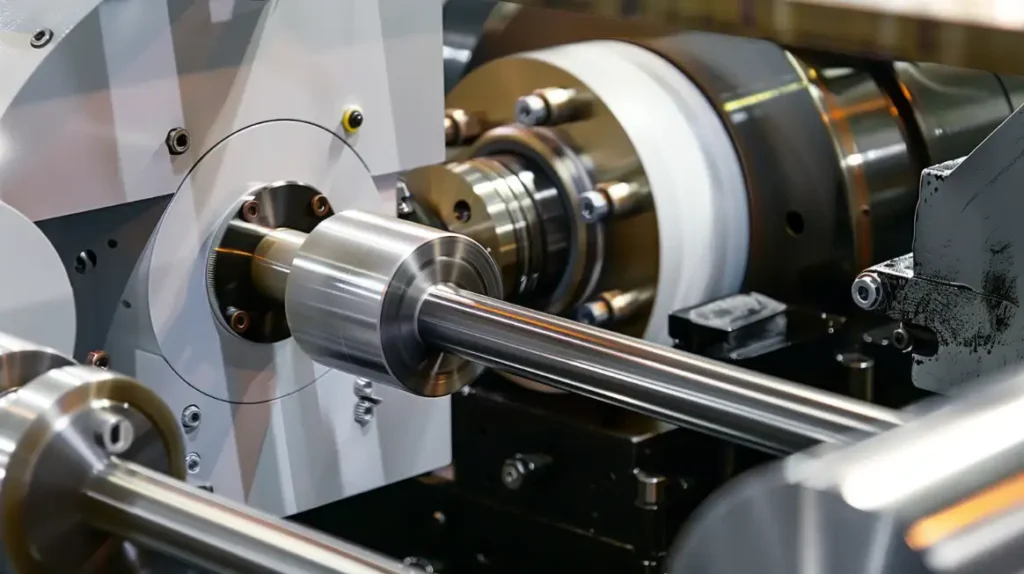
الطحن بدون مركزية هي عملية تقليل المواد التي تستخدم عجلة طحن لإزالة المواد من القطر الخارجي لقطعة العمل. تستخدم عجلة كاشطة دوارة لقطع المواد من خارج قطعة العمل. وعلى عكس الطرق الأخرى، فهي لا تحتاج إلى مشابك أو مراكز لتثبيت القطعة في مكانها.
ولأنها لا تتطلب التمركز، فإن الإعداد أسرع وأكثر كفاءة. كما أنها تعطي استدارة ودقة أفضل في المنتج النهائي. تسمح العملية بالتحكم المحكم في سرعة وحركة قطعة العمل، مما يساعد على تحقيق نتائج دقيقة للغاية.
الاختلاف الرئيسي عن الطحن التقليدي هو عدم وجود تركيبات. في الطحن الأسطواني، يدور الجزء بين مراكز ثابتة. يعتمد الطحن بدون مركز على العجلات والشفرة لوضع وتدوير قطعة العمل. وهذا يجعلها أسرع وأفضل للإنتاج بكميات كبيرة.
المكونات الأساسية لماكينة الطحن بدون مركزية
تعتمد الدقة على ثلاثة عناصر أساسية تعمل في تناغم تام:
عجلة الطحن: التركيب والدور
عجلة الطحن هي أداة القطع الكاشطة. وهي مصنوعة من أكسيد الألومنيوم المترابط أو حبيبات كربيد السيليكون. تدور العجلة بسرعة، وتقوم بحلق المواد لتحقيق تفاوتات ضيقة وتشطيبات ناعمة.
عجلة التنظيم
تتحكم عجلة التنظيم في دوران قطعة العمل ومعدل التغذية. وهي تدور بشكل أبطأ من عجلة الطحن ولها رابطة مطاطية أو راتنجية للإمساك.
شفرة استراحة العمل
تدعم شفرة مسند الشُّغْلَة قطعة العمل أثناء الطحن. يتم وضعها بين عجلات الطحن والتنظيم. وعادة ما تكون الشفرة مصنوعة من الفولاذ المقوى أو الكربيد من أجل المتانة والدقة.
كيف يعمل الطحن غير المركزي؟
يزيل الطحن بدون مركزية المواد من الأجزاء الأسطوانية دون تثبيتها في مكانها. وبدلاً من ذلك، تستخدم عجلتين ونظام دعم بسيط لتحقيق الدقة. إليك كيفية عملها خطوة بخطوة:
تحميل قطع العمل
- يضع المشغل الجزء على شفرة استراحة العمل بين عجلة الطحن والتنظيم.
- ليست هناك حاجة إلى تشبيك أو توسيط - حيث تستقر قطعة العمل بحرية.
دوران العجلة والاتصال
- ال عجلة الطحن (أكبر، مادة كاشطة) تدور بسرعة عالية، وتقطع المواد من قطعة العمل.
- ال عجلة تنظيم (الأصغر حجمًا، والمربوطة بالمطاط) تدور بشكل أبطأ، وتتحكم في دوران الجزء ومعدل التغذية.
إزالة المواد
- أثناء دوران العجلات، تدور قطعة العمل وتتحرك إلى الأمام (في الطحن من خلال التغذية العابر) أو يبقى في مكانه (في الطحن داخل التغذية).
- تزيل عجلة الطحن المواد الزائدة، وتحقق القطر والتشطيب المطلوبين.
تغذية مستمرة أو مضبوطة
- الطحن العابر للتغذية: تتحرك الأجزاء تلقائيًا بشكل مستقيم عبر العجلات - مثالية للقطع الطويلة والموحدة.
- الطحن داخل اللقمة: تتحرك العجلات إلى الداخل لطحن الأشكال المعقدة أو الأقطار المتدرجة.
المخرجات النهائية
- يخرج الجزء النهائي بسطح أملس ودقيق وخالٍ من النتوءات.
- لا توجد علامات ظرف ظرف أو تشوهات نظرًا لعدم وجود تشبيك.
أنواع الطحن بدون مركزية
يوفر الطحن بدون مركز حلولاً متعددة الاستخدامات للتصنيع الآلي الدقيق. هناك تقنيتان أساسيتان تعالجان تحديات التصنيع المختلفة: الطحن من خلال التغذية والطحن داخل التغذية.
الطحن العابر للتغذية
يتم استخدام الطحن العابر للتغذية لقطع العمل الأسطوانية الطويلة ذات القطر الثابت. تتحرك قطعة العمل باستمرار بين عجلات الطحن والتنظيم دون توقف.
- تقوم عجلة التنظيم بدفع الجزء إلى الأمام بينما تقوم عجلة الطحن بإزالة المواد.
- مثالية للإنتاج الضخم للأعمدة والقضبان والأنابيب.
- سريع وفعال، ولكنه غير مناسب للأجزاء ذات الأشكال المعقدة أو الأقطار المختلفة.
الطحن داخل التغذية
يتم استخدام الطحن بالتغذية الداخلية لقطع العمل ذات الأشكال المعقدة أو الأقطار المختلفة. بدلاً من التلقيم من خلال الماكينة، يتم إمساك قطعة العمل أثناء طحن تتحرك العجلة لإزالة المواد.
- وهي الأفضل للأجزاء ذات الدرجات أو الأكتاف أو الأجزاء المستدقة.
- يسمح بالطحن الدقيق لأقسام محددة.
- يتطلب المزيد من وقت الإعداد ولكنه يقدم نتائج دقيقة للغاية.
المواصفات الفنية
| المعلمة | النطاق النموذجي | الملاحظات |
|---|---|---|
| خشونة السطح | 0.1 - 1.6 ميكرومتر | يعتمد على حصى العجلة ومعلمات العملية |
| دقة الأبعاد | ± 0.01 مم | قدرة عالية الدقة |
| توافق المواد | المعادن والسيراميك والفولاذ المقوى | معالجة المواد متعددة الاستخدامات |
| عدد الدورات في الدقيقة النموذجي | 1500 - 3500 | تختلف حسب المواد ومواصفات العجلات |
المعلمات الرئيسية التي تؤثر على الطحن بدون مركزية
تتوقف الدقة في الطحن بدون مركزية على الاهتمام الدقيق بالعديد من المعلمات الحرجة. يضمن فهم هذه العوامل الأداء الأمثل وجودة القِطع.
إعداد الماكينة والمحاذاة
الإعداد الدقيق هو أساس الطحن الدقيق. يؤدي سوء المحاذاة إلى عيوب وإهدار المواد وعدم اتساق جودة القِطع. تضمن التعديلات المناسبة التشغيل السلس والحد الأدنى من الاهتزازات والنتائج الدقيقة.
الأخطاء الشائعة في الإعداد وعواقبها
- ارتفاع الشفرة غير صحيح: يسبب الطحن غير المتساوي والاستدارة الرديئة.
- اختلال العجلات: يؤدي ذلك إلى الحرارة الزائدة والعيوب السطحية والتحجيم غير الدقيق.
- زاوية تغذية غير مناسبة: يؤثر على حركة الجزء، مما يؤدي إلى اختلافات في القطر والتشطيب.
الاعتبارات المادية
تعمل هذه العملية بشكل جيد مع المعادن مثل الفولاذ والألومنيوم والنحاس الأصفر والتيتانيوم. كما يمكن طحن السيراميك واللدائن الصلبة باستخدام عجلات متخصصة.
التحديات المادية والحلول
- المعادن الصلبة: تتطلب مواد كاشطة قوية لمنع التآكل المفرط للعجلات.
- المواد اللينة: يلزم التحكم الدقيق في الضغط لتجنب التشوه.
- المواد الحساسة للحرارة: طلب سرعات طحن مضبوطة لمنع التلف الحراري.
اختيار العجلة وتلبيسها
- عجلة الطحن: تحدد المادة وحجم الحبيبات كفاءة القطع وتشطيب السطح. ويعتبر أكسيد الألومنيوم وكربيد السيليكون من الخيارات الشائعة.
- عجلة التنظيم: يتحكم في تغذية الشُّغْلَة والدوران. تؤثر الصلابة والتركيب على الدقة والثبات.
لماذا يعد التضميد المنتظم للعجلات أمراً بالغ الأهمية
تتآكل عجلات الطحن بمرور الوقت، مما يقلل من دقة القطع. يعمل التضميد المنتظم على استعادة الحدة وإزالة الحطام والحفاظ على العجلة في الشكل الأمثل. وهذا يضمن نتائج متسقة ويطيل عمر العجلة.
تطبيقات الطحن بدون مركزية
أحدث الطحن غير المركزي ثورة في التصنيع الدقيق في العديد من الصناعات. إن قدرتها على إنتاج مكونات عالية الجودة ومتسقة تجعلها عملية بالغة الأهمية في مجال الهندسة المتقدمة.
صناعة السيارات
يُستخدم الطحن بدون مركزية على نطاق واسع في تصنيع السيارات لإنتاج أعمدة ومكابس ومكونات ناقل الحركة بدقة. وهو يضمن تفاوتات ضيقة وأسطحًا ناعمة وكفاءة إنتاج عالية. تسمح هذه العملية بإنتاج كميات كبيرة من أجزاء المحرك ومجموعة نقل الحركة بجودة متسقة.
قطاع الطيران
تتطلب مكونات الطائرات دقة ومتانة فائقة. يُستخدم الطحن بدون مركزية لأجزاء معدات الهبوط وأعمدة التوربينات ومكونات النظام الهيدروليكي. إنه يضمن أبعادًا موحدة وتشطيبات ناعمة، مما يحسن الأداء والموثوقية في التطبيقات الفضائية الحرجة.
الأدوات الطبية والدقيقة
تتطلب الأجهزة الطبية والأدوات الجراحية دقة عالية. يُستخدم الطحن بدون مركزية لتصنيع الإبر والأسلاك التوجيهية وزرعات تقويم العظام. وهو يوفر تشطيبات سطحية فائقة الدقة وأبعادًا دقيقة، مما يضمن أدوات طبية آمنة وموثوقة.
استخدامات صناعية أخرى
تعتمد العديد من الصناعات على الطحن غير المركزي للمكونات عالية الدقة. يتم استخدامه في تصنيع المحامل، والمكونات الهيدروليكية، والإلكترونيات، وإنتاج الآلات الثقيلة. تُعد هذه العملية مثالية لإنتاج بكرات ودبابيس وأنابيب ذات جودة متسقة وفعالة.

مزايا الطحن بدون مركزية وحدوده
يمثل الطحن بدون مركزية تقنية تصنيع متطورة ذات نقاط قوة فريدة وتحديات متأصلة. يساعد فهم قدراتها الكاملة الشركات المصنعة على اتخاذ قرارات مستنيرة.
فوائد الطحن بدون مركزية
دقة وتكرار عاليان
تنتج عملية الطحن بدون مركزية قطعًا ذات تفاوتات ضيقة وتشطيبات سطحية ممتازة. تضمن العملية المستمرة أبعادًا موحدة وقابلية عالية للتكرار، مما يجعلها مثالية للإنتاج بكميات كبيرة.
معدلات إنتاج أسرع
يعمل الطحن بدون مركزية بسرعات عالية دون الحاجة إلى تشبيك الشُّغْلَة أو التعديلات اليدوية. وهذا يزيد من الإنتاجية ويقلل من أزمنة الدورات ويحسن الكفاءة الكلية.
تقليل نفايات المواد
تزيل هذه العملية المواد بكفاءة مع تقليل النفايات الزائدة. عدم وجود تركيبات أو أجهزة الاحتفاظ تقلل من الخردة وتحسن استخدام المواد، مما يقلل من تكاليف الإنتاج.
التحديات والقيود
تعقيد الإعداد
المحاذاة الصحيحة لعجلة الطحن، وعجلة التنظيم، وشفرة مسند الشُّغْلَة أمر بالغ الأهمية. يمكن أن يؤدي أي اختلال في المحاذاة إلى حدوث عيوب، مما يتطلب إعدادًا دقيقًا ومشغلين مهرة.
مرونة محدودة لبعض الأشكال الهندسية
الطحن غير المركزي هو الأنسب للأجزاء الأسطوانية. فهي تعاني مع المكونات التي لها أشكال غير منتظمة أو أخاديد عميقة أو أكتاف، مما يتطلب طرق تصنيع بديلة.
توليد الحرارة وتأثيره على خواص المواد
يولد الطحن عالي السرعة حرارة، والتي يمكن أن تؤثر على صلابة المواد وسلامتها. من الضروري استخدام سائل التبريد المناسب ومعلمات الطحن الخاضعة للرقابة لمنع التلف الحراري والحفاظ على جودة القِطع.
خاتمة
الطحن بدون مركزية هو عملية تصنيع آلي عالية الكفاءة لإنتاج أجزاء أسطوانية دقيقة. فهي توفر دقة عالية، ومعدلات إنتاج سريعة، وأقل قدر من هدر المواد، مما يجعلها ضرورية في صناعات السيارات والفضاء والتصنيع الطبي. توفر المعدات والخبرة المناسبة جودة متسقة ونتائج فعالة من حيث التكلفة.
هل تحتاج إلى قطع عالية الدقة لمشروعك؟ يتخصص فريقنا في حلول التصنيع الآلي المتقدمة، مما يضمن الدقة والكفاءة وسرعة الإنجاز. اتصل بنا اليوم لمناقشة متطلباتك والحصول على عرض أسعار تنافسي!
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة

الفولاذ المقاوم للصدأ المقاوم لبصمات الأصابع: كيف يعمل، وكيف تختار


