يعد حفر الثقوب مهمة تصنيع آلي شائعة، ولكن الثقوب العمياء تمثل تحديات فريدة من نوعها. فهي تتطلب تحكمًا دقيقًا في العمق وتشطيبات نظيفة وإزالة دقيقة للمواد. بدون النهج الصحيح، يمكن أن تحدث مشاكل مثل الدقة الرديئة أو الأسطح الخشنة أو كسر الأداة. يحتاج المهندسون والميكانيكيون إلى أفضل التقنيات لضمان الحصول على نتائج مثالية.
تنتشر الثقوب العمياء في كل مكان في التصنيع، من قطع غيار السيارات إلى الإلكترونيات الاستهلاكية. ولكن الحصول عليها بشكل صحيح يتطلب أكثر من مجرد الحفر. دعنا نستكشف الخطوات والنصائح الرئيسية لضمان مطابقة الثقوب العمياء لمواصفات التصميم في كل مرة.
ما هي الحفرة العمياء؟
الثقب الأعمى عبارة عن ثقب محفور أو مضروب أو مثقوب في مادة لا يخترقها إلى الجانب الآخر. على عكس الثقوب النافذة، فإن الثقوب العمياء لها عمق محدد وسطح سفلي. وهي تُستخدم عادةً في التطبيقات التي تحتاج فيها أداة التثبيت أو المكوّن إلى أن تكون مسطحة أو مخفية داخل المادة.
يمكن أن تكون الثقوب العمياء صعبة في الماكينات بسبب تصميمها المغلق. على عكس الثقوب النافذة، حيث يمكن أن تخرج البُرادة بسرعة، فإن الثقوب العمياء تحبس البُرادة بالداخل. يمكن أن يؤدي ذلك إلى تشطيبات سطحية رديئة، وتآكل الأدوات، وحتى كسر الأدوات إذا لم تتم إدارتها بشكل مناسب.
أنواع الثقوب العمياء
تأتي الثقوب العمياء في عدة تكوينات حسب متطلبات التطبيق:
| النوع | وصف | التطبيقات المشتركة |
|---|---|---|
| قاع مسطح | ينتهي بسطح مستوٍ عمودي على محور الثقب | تركيب المكونات، ومتطلبات العمق الدقيق |
| قاع مخروطي الشكل مخروطي الشكل | ينتهي بنقطة مخروطية من طرف المثقاب | التطبيقات ذات الأغراض العامة حيث لا تكون الهندسة السفلية الدقيقة حرجة |
| مترابطة | خيوط داخلية مقطوعة في جدار الفتحة | تثبيت السحابة دون اختراقها للمادة |
| مضاد للملامح | جزء بقطر أكبر في الجزء العلوي من الثقب | رؤوس مسامير غائرة، تجميع مكونات متعددة المستويات |
كيفية حفر حفرة عمياء?
يتطلب حفر ثقب أعمى الدقة والطريقة الصحيحة. إليك دليل تفصيلي خطوة بخطوة لمساعدتك في تحقيق ثقوب عمياء دقيقة ونظيفة:
الخطوة 1 :حدد الأداة المناسبة
- استخدم مثقاباً مصمماً للثقوب العمياء، مثل المثقاب المسطح القاع أو ماكينة تفريز طرفي. تساعد هذه الأدوات على إنشاء سطح سفلي مسطح وأملس.
- تأكد من أن لقمة الحفر حادة وفي حالة جيدة لتجنب التشطيبات الخشنة أو تعطل الأداة.
الخطوة 2 : ضع علامة على موقع الثقب
- استخدم مثقاباً مركزياً لتحديد المكان الدقيق الذي سيتم حفر الثقب فيه. هذا يمنع لقمة الحفر من الانحراف ويضمن الدقة.
الخطوة 3 :ضبط العمق
- استخدم أداة إيقاف العمق على مكبس الحفر أو ماكينة الحفر CNC للتحكم في عمق الحفر. تحقق مرة أخرى من إعداد العمق قبل البدء لتجنب الأخطاء.
الخطوة 4 :بدء الحفر
- ابدأ الحفر بسرعة بطيئة للحفاظ على التحكم والدقة.
- استخدم الحفر بالنقر (الحفر بزيادات صغيرة) لتفتيت البُرادة والسماح لها بالخروج من الحفرة. يقلل ذلك من خطر الانسداد وتلف الأداة.
الخطوة 5 :ضعي سائل التقطيع
- استخدم سائل القطع لتشحيم لقمة الحفر وطرد البُرادة. يحسن ذلك من عمر الأداة ويضمن الحصول على تشطيب أكثر سلاسة.
الخطوة 6 :قم بإنهاء السطح السفلي
- بعد الحفر، استخدم أداة باهتة أو ماكينة تفريز طرفي لتسطيح وتنعيم قاع الثقب.
- افحص تشطيب السطح باستخدام مقياس الملامح أو الفحص البصري للتأكد من مطابقته للمواصفات.
الخطوة 7 :تنظيف الثقب
- قم بإزالة أي برادة أو حطام متبقي من الثقب باستخدام الهواء المضغوط أو فرشاة.
تقنيات التصنيع الآلي للثقوب العمياء
تقدم عمليات التصنيع المختلفة فوائد فريدة عند إنشاء ثقوب عمياء. ستحدد متطلبات القطعة الخاصة بك الطريقة الأفضل للتطبيق الخاص بك.
حفر الثقوب العمياء
حفر هي الطريقة الأكثر شيوعاً لعمل ثقوب عمياء. استخدم لقمة ثقب ذات قاع مسطح أو ماكينة تفريز طرفي للحصول على نتائج أفضل. اضبط العمق بدقة باستخدام مثبت عمق أو برمجة بنظام التحكم الرقمي باستخدام الحاسب الآلي. استخدم الحفر بالنقر لإدارة البُرادة وسوائل القطع لتحسين عمر الأداة وصقل السطح.
التصنيع الآلي باستخدام الحاسب الآلي باستخدام الحاسب الآلي العمياء
التصنيع باستخدام الحاسب الآلي توفر دقة عالية للثقوب العمياء. برمج ماكينة CNC للتحكم في العمق والسرعة ومعدل التغذية بدقة. استخدم أدوات مثل المثاقب ذات القاع المسطح أو الماكينات الطرفية لتحقيق سطح سفلي أملس. تتيح ماكينات بنظام التحكم الرقمي أيضًا إمكانية الحفر الآلي للنقر، مما يجعل تفريغ البُرادة أسهل.
ثقب وخياطة الثقوب العمياء
يتطلب ثقب الثقوب العمياء اهتمامًا دقيقًا بالعمق وإزالة البُرادة. استخدم حنفية مصممة للثقوب العمياء، والتي لها طرف مدبب للمساعدة في المحاذاة. ضع سائل القطع لتقليل الاحتكاك وكسر البُرادة. بالنسبة لماكينات التحكم الرقمي باستخدام الحاسب الآلي، استخدم صنبورًا صلبًا لضمان دقة عمق اللولبة والمحاذاة.
طحن الثقوب العمياء
طحن مثالية لإنشاء ثقوب عمياء مسطحة القاع. استخدم ماكينة تفريز طرفي لتحقيق سطح سفلي أملس ودقيق. تحكم في العمق ومعدل التغذية لتجنب انحراف الأداة وضمان الدقة. يسمح التفريز أيضًا بإخلاء البُرادة بشكل أفضل مقارنةً بالحفر، خاصةً في الثقوب العميقة.

كيف تنظف الثقوب العمياء؟
يعد تنظيف الثقوب العمياء خطوة حاسمة لضمان عملها بشكل صحيح وتلبية معايير الجودة. يمكن أن يتسبب الحطام العالق في حدوث مشاكل في التجميع والتآكل وضعف الالتصاق عند وضع الطلاءات أو المواد اللاصقة.
ابدأ باستخدام هواء مضغوط لتفجير البُرادة السائبة وسوائل القطع - استخدم مسدس هواء منظم مع فوهة ضيقة يمكنها الوصول إلى قاع الثقب. بالنسبة للثقوب الأعمق، استخدم أنابيب تمديد على مسدس الهواء لتوجيه تدفق الهواء إلى أسفل التجويف.
بالنسبة للبقايا العنيدة، استخدم فراشي الثقب العمياء (فراشي أسطوانية متخصصة بأقطار مطابقة لحجم الثقب). أدخل الفرشاة في قاع الثقب وقم بتدويرها لفرك الجوانب والسطح السفلي. ادمج الفرشاة مع مذيب مناسب يقطع الزيوت والمبردات.
يمكن أن تسحب أنظمة الشفط بالمكنسة الكهربائية الحطام من الثقوب العمياء عندما تقصر الطرق الأخرى. قم بتوصيل أنبوب تفريغ صغير بمكنسة الورشة وأدخله في الحفرة لاستخراج الجسيمات والسوائل.
بالنسبة للفتحات العمياء الملولبة، استخدم أدوات تنظيف اللولبة التي تتناسب مع درجة اللولبة وقطرها. تقوم هذه الفرش المتخصصة بالتنظيف بين قمم اللولب دون إتلاف اللولب نفسه.
خلوص عمق الحفر في الثقوب العمياء
الخلوص المناسب للعمق ضروري عند تصنيع الثقوب العمياء. وبدون ذلك، ستواجه مشاكل في تعبئة البُرادة وتعشيق اللولبة الضعيف و حَشد المشكلات.
فهم خلوص عمق الحفر
يشير خلوص عمق الحفر إلى المساحة الإضافية المتروكة في قاع الثقب الأعمى بعد العمق الوظيفي المطلوب. تخدم هذه المساحة الإضافية عدة أغراض هامة في التصنيع والتجميع.
بالنسبة للفتحات العمياء الملولبة، يمنع الخلوص طرف أداة التثبيت من الوصول إلى القاع قبل أن تنفصل عن اللولبة بالكامل. عادةً ما توصي معايير الصناعة بخلوص يبلغ 1.5 مرة من درجة اللولبة بالإضافة إلى طول شطب أداة التثبيت.
في تطبيقات التجميع، يمثل خلوص العمق تكدس التحمل ويمنع التداخل بين أجزاء التزاوج. هذه المنطقة العازلة الصغيرة تجعل التجميع أسهل وتمنع الضغط على المكونات.
حساب الخلوص المناسب
لأغراض التصنيع الآلي العامة، تتمثل القاعدة الأساسية الجيدة في إضافة خلوص يساوي 10-15% من قطر الثقب أو 0.050″ (1.27 مم) على الأقل، أيهما أكبر. يوفر ذلك مساحة كافية لتشغيل البُرادة والأدوات دون إهدار المواد.
بالنسبة للفتحات الملولبة، احسب الخلوص باستخدام هذه المعادلة:
الخلوص = (سن اللولب × 1.5) + طول شطبة أداة التثبيت + 0.020″
0.020 ″ هو عامل أمان يأخذ في الحسبان تغير نقطة الحفر وقيود التحكم في العمق.
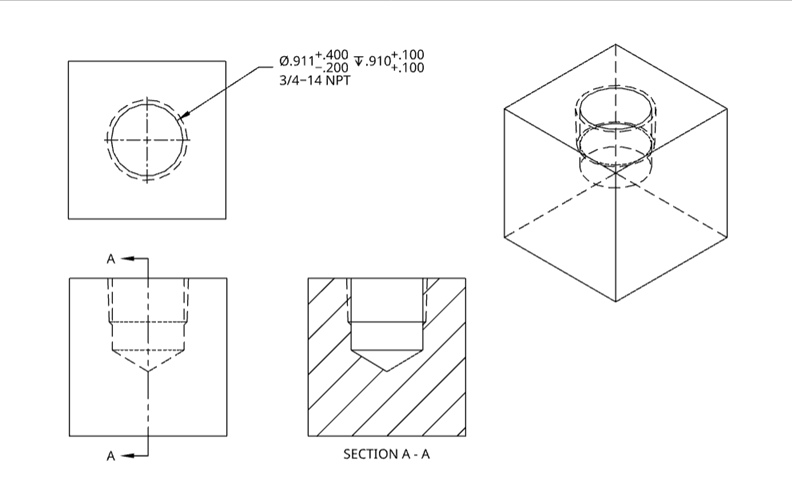
ما هو رمز الشرح للحفرة العمياء؟
في الرسومات الهندسية، يتم تمثيل الثقوب العمياء باستخدام رموز شرح محددة لتوصيل أبعادها ومواصفاتها بوضوح. إليك كيفية تسمية الثقوب العمياء عادةً:
رمز العمق (↧)
- يُشار إلى عمق الثقب الأعمى برمز العمق (↧)، متبوعًا بقيمة العمق. على سبيل المثال، "↧ 10" يعني أن عمق الثقب 10 مم.
رمز القطر (⌀)
- يُشار إلى قطر الثقب برمز القطر (⌀)، متبوعًا بقيمة القطر. على سبيل المثال، "⌀ 6" يعني أن قطر الثقب 6 مم.
الاستدعاء المدمج
- تجمع وسيلة الشرح النموذجية للفتحة العمياء بين رمزي القطر والعمق. على سبيل المثال، "⌀ 6 ↧ 10" تعني ثقباً بقطر 6 مم وعمق 10 مم.
المواصفات الإضافية
- إذا كانت الفتحة تتطلب اللولبة، يتم إضافة حجم اللولبة ودرجة اللولبة. على سبيل المثال، "M6 × 1 ↧ 10" تعني لولبة مترية مقاس 6 مم بميل 1 مم وعمق 10 مم.
- يمكن أيضًا تضمين متطلبات تشطيب السطح أو التفاوتات المسموح بها إذا لزم الأمر.
مثال على الاستدعاء
- الثقب الأعمى ⌀ 8 ↧ 15
- ثقب أعمى ملولب: M8 × 1.25 × 1.25 ↧ 12
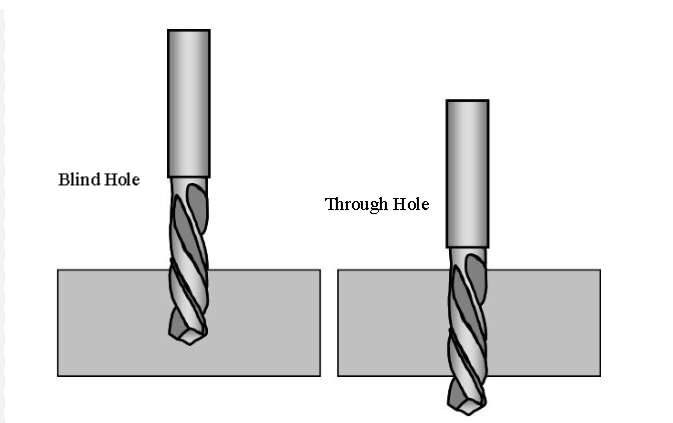
الفرق بين الثقب النافذ والثقب الأعمى
تخدم الثقوب النافذة والثقوب العمياء أغراضاً مختلفة في التصنيع والتصميم. وفيما يلي تفصيل واضح للاختلافات بينهما:
تعريف
- عبر الفتحة: ثقب يمر بالكامل خلال مادة ما، ويخرج من الجانب المقابل.
- الثقب الأعمى ثقب لا يخترق المادة بالكامل. لها عمق محدد وقاع مغلق.
التطبيقات
- عبر الفتحة: يشيع استخدامها في مهمات الربط مثل البراغي أو المسامير أو المسامير اللولبية أو المسامير التي تحتاج إلى المرور عبر المادة. وتستخدم أيضاً في الأسلاك أو السباكة أو التهوية.
- الثقب الأعمى تُستخدم لربط الخيوط أو التثبيت أو مكونات الضميمة حيث لا يحتاج الثقب إلى الخروج من المادة. وغالباً ما تستخدم لإخفاء السحابات أو لإضفاء لمسة نهائية نظيفة.
عملية التصنيع
- عبر الفتحة: أسهل في الماكينة لأن البُرادة يمكن أن تخرج من الجانب الآخر. ليست هناك حاجة للتحكم في العمق بدقة (ما لم يتم تحديده).
- الثقب الأعمى أكثر صعوبة في الماكينة بسبب تفريغ البُرادة والتحكم في العمق. يتطلب أدوات وتقنيات دقيقة لتحقيق العمق والتشطيب الصحيح.
أنواع أخرى من الثقوب في الهندسة والتصنيع الآلي
إلى جانب الثقوب العمياء والثقوب النافذة، هناك عدة أنواع أخرى من الثقوب المستخدمة في الهندسة والتشغيل الآلي. يخدم كل نوع غرض محدد ويتطلب تقنيات تصنيع فريدة من نوعها. فيما يلي نظرة عامة:
الثقوب المضادة للثقب
- ثقب الثقب المعاكس له قطر أكبر في الأعلى وقطر أصغر في الأسفل. تُستخدم لتثبيت رؤوس التثبيت، مثل البراغي أو المسامير، أسفل سطح المادة.
- مثال على الاستدعاء: ⌀ 10 ↧ 5، ⌀ 6 ↧ 15 (ثقب مضاد 10 مم بعمق 5 مم وثقب عابر 6 مم).
ثقوب الغاطس
- يحتوي الثقب الغاطس على فتحة مخروطية في الأعلى، مما يسمح للبراغي أو المسامير ذات الرأس المسطح بالجلوس بشكل مسطح مع سطح المادة.
- مثال على الاستدعاء: ⌀ 6، 90 درجة (ثقب 6 مم مع ثقب عكسي بزاوية 90 درجة).
الثقوب المثقوبة
- تحتوي الفتحة المثقوبة على خيوط داخلية مقطوعة داخلها، مما يسمح بربط البراغي أو المسامير مباشرة في المادة.
- مثال على الاستدعاء: M6 × 1 ↧ 10 (سن لولب متري 6 مم بميل 1 مم وعمق 10 مم).
ثقوب الوجه الموضعية
- الثقب الموضعي عبارة عن ثقب سطحي مسطح القاع تم إنشاؤه لتوفير سطح أملس لرؤوس أو حلقات التثبيت. وهي تشبه الثقب المعاكس ولكنها أقل عمقاً.
- مثال على الاستدعاء: ⌀ 12 ↧ 2 (سطح موضعي 12 مم بعمق 2 مم).
ثقوب معاد تركيبها
- الثقب المخرم هو ثقب دقيق الحجم وسلس يتم إنشاؤه باستخدام مخرطة ثقب. يتم استخدامها عندما تكون هناك حاجة إلى تفاوتات ضيقة ولمسة نهائية دقيقة للسطح.
- مثال على الاستدعاء: ⌀ 10 H7 (ثقب 10 مم مع تفاوت H7).
خاتمة
الثقوب العمياء هي الثقوب التي لا تخترق المادة بالكامل، وتتميز بعمق محدد وقاع مغلق. وهي تُستخدم على نطاق واسع في صناعات مثل السيارات والفضاء والإلكترونيات للتلولب والتثبيت وتثبيت المكونات. تتطلب عملية تصنيع الثقوب العمياء الدقة والأدوات المناسبة والاهتمام الدقيق بالعمق وإخلاء البُرادة والتشطيب السطحي.
إذا كنت تبحث عن إرشادات الخبراء أو خدمات التصنيع الآلي عالية الجودة للفتحات العمياء أو غيرها من الميزات المعقدة، فنحن هنا لمساعدتك. اتصل بنا اليوم لمناقشة متطلبات مشروعك والحصول على حل مخصص يناسب احتياجاتك.
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة

الفولاذ المقاوم للصدأ المقاوم لبصمات الأصابع: كيف يعمل، وكيف تختار


