قبل أن يقرأ العميل ورقة البيانات الخاصة بك، يرى سطح منتجك. في العديد من الصناعات - بدءًا من الأجهزة الطبية وأنظمة الطاقة إلى العبوات الصناعية - يتشكل الانطباع الأول من خلال مدى نظافة السطح واتساقه وصقله.
حتى إذا كان الجزء يفي بكل الأبعاد المسموح بها، فإن الخدوش المرئية أو البقع أو عيوب الطلاء يمكن أن تؤدي إلى الرفض. ووفقًا لاستطلاعات متعددة لجودة الموردين، فإن 20-30% من حالات الرفض في إنتاج الصفائح المعدنية ترجع إلى مشاكل تجميلية وليس إلى عيوب وظيفية. وغالبًا ما تؤدي حالات الرفض هذه إلى إعادة العمل أو منازعات العملاء أو مطالبات الضمان، وكل ذلك يمكن تجنبه من خلال معايير فحص بصري واضحة ومتسقة.
يعمل الفحص التجميلي على سد الفجوة بين الدقة الهندسية والجودة المتصورة. عندما يتم تنفيذه بشكل صحيح، فإنه يحول أحكام المظهر الشخصي إلى معايير قابلة للقياس تعزز ثقة العملاء وكفاءة التصنيع.
ما أهمية الفحص التجميلي?
تعمل المعايير المرئية كلغة مشتركة بين الموردين والعملاء، مما يسهل التواصل والتعاون الفعال. فهي تحدد ما هو مقبول وما هو مشكوك فيه وما يجب رفضه - مما يقلل من الغموض في كل خطوة من خطوات الإنتاج.
تشمل المزايا الرئيسية ما يلي:
- تقليل النزاعات والتأخير في التفتيش من خلال حدود القبول الكمي.
- عائد أعلى عن طريق الحد من الإفراط في التفتيش أو الرفض الخاطئ.
- موافقات أسرع للعملاء خلال فحص المادة الأولى (FAI) أو تقديمات PPAP.
- تحسين مفهوم العلامة التجاريةحيث تعكس التشطيبات المتناسقة الحرفية ومراقبة الجودة.
بالنسبة للمشترين، المظهر المتسق يعني الموثوقية. أما بالنسبة للمصنعين، فهذا يعني خلافات أقل، وإنتاجية أسرع، وتكاليف إنتاج يمكن التنبؤ بها.
فهم الفحص التجميلي في تصنيع الصفائح المعدنية
يركز الفحص التجميلي على السمات البصرية - مثل نعومة السطح وتوحيد اللون وجودة الطلاء وغياب الشوائب - بدلاً من الأبعاد الهيكلية أو الملاءمة. وهو يضمن أن المنتج لا يعمل بشكل جيد فحسب، بل يضمن أيضًا المظهر صُنعت باحترافية.
التفتيش الموضوعي مقابل التفتيش الذاتي
بينما يعتمد فحص الأبعاد على أدوات مثل الفرجار و أجهزة الاستشعار عن بُعد، يعتمد الفحص التجميلي على الحكم البصري البشري. يجب توحيد هذا الحكم لتجنب التناقض. على سبيل المثال:
- يكشف عرض اللوح المصنوع من الفولاذ المقاوم للصدأ المصقول تحت ضوء النهار الساطع عن علامات غير مرئية تحت أضواء المصنع الخافتة.
- قد يبدو الجزء المطلي بالمسحوق اللامع مثاليًا من إحدى الزوايا ولكن قد يظهر عليه قشر برتقالي من زاوية أخرى.
من خلال وضع شروط عرض واضحة ومعايير قبول وأمثلة بصرية واضحة، يقوم المصنعون بتحويل الإدراك الشخصي إلى خطوات فحص قابلة للتكرار.
تصنيف السطح في معايير مستحضرات التجميل
لا تتطلب جميع مناطق جزء الصفيحة المعدنية نفس الجودة التجميلية. لتركيز الفحص في الأماكن المهمة حقًا، يتم تصنيف الأسطح عادةً حسب الرؤية والوظيفة.
| فئة السطح | تعريف | الموقع النموذجي | المتطلبات البصرية |
|---|---|---|---|
| الفئة أ | مرئية بشكل كبير للمستخدم النهائي | الألواح الأمامية والأغطية والأغطية الخارجية | لا توجد عيوب مرئية تحت المشاهدة العادية |
| الفئة ب | مرئية جزئياً أثناء التشغيل | الألواح الجانبية، الأغطية الخلفية | الشوائب الطفيفة مقبولة |
| الفئة C | مخفية أثناء الاستخدام العادي | الإطارات الداخلية، مناطق التركيب | تحمل معتدل لمستحضرات التجميل |
| الفئة D | مخفية بالكامل أو غير مزخرفة بالكامل | الأقواس، الدعامات الداخلية | الحماية الوظيفية فقط |
يُمكّن هذا التصنيف المهندسين من تحديد التوقعات في وقت مبكر من عملية التصميم ويسمح للمفتشين بتحديد أولويات الأسطح الأكثر أهمية.
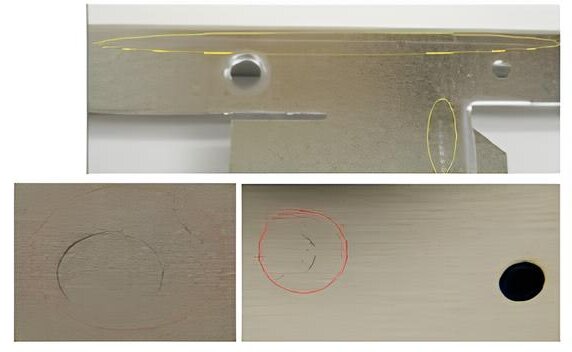
العيوب التجميلية الشائعة في أجزاء الصفائح المعدنية
تشمل فئات العيوب النموذجية ما يلي:
- الخدوش والخدوش - ناتج عن المناولة أو الانزلاق على الأدوات؛ وتعتمد الرؤية على نوع التشطيب.
- الخدوش والغمازات - في كثير من الأحيان بسبب التصادم أثناء تشكيل أو حَشدتقييمها حسب العمق والحجم؛
- البقع أو تغير اللون - مرتبط بالأكسدة أو بقايا سائل التبريد أو التنظيف غير الكامل.
- عيوب الطلاء - قشرة برتقالية أو ثقوب أو تغطية غير متساوية تؤثر على الانعكاس أو تناسق اللون.
- الملوثات والبصمات - عادةً ما تكون ناتجة عن المناولة اليدوية أثناء عملية التشطيب؛ حيث يمكن أن تتداخل مع الالتصاق.
قد يبدو خدش واحد بحجم 0.2 مم غير مقبول على لوح مصقول من الفولاذ المقاوم للصدأ ولكنه غير مرئي على لوح من الألومنيوم غير اللامع. وهذا يسلط الضوء على أهمية التقييم التجميلي القائم على السياق.
تحديد معايير القبول والرفض
بمجرد معرفة العيوب، يجب أن تصبح المعايير قابلة للقياس. يضمن تحديد الحدود الكمية العدالة والوضوح وقابلية التكرار في كل فحص بصري.
عتبات العيوب الكمية
يجب أن يكون لكل فئة من فئات الأسطح (أ-د) حدودًا محددة لحجم العيب وعددها وتباعدها. يتيح ذلك اتخاذ قرارات فحص سريعة وموضوعية ويمكن الدفاع عنها.
فيما يلي مثال على إطار عمل يطبق عادةً في إنتاج الصفائح المعدنية الدقيقة. قد تختلف القيم حسب متطلبات العميل ونوع التشطيب وبيئة استخدام المنتج.
| نوع العيب | الفئة أ (مرئية للغاية) | الفئة ب (شبه مرئية) | الفئة C (مخفية/داخلية) |
|---|---|---|---|
| الخدوش | ≤ 0.2 مم، ≤ 5 مم، بحد أقصى 2 لكل 100 سم² | ≤ 0.5 مم، ≤ 10 مم طولاً | مسموح به إذا لم يكن حاداً أو عميقاً |
| الخدوش / الغمازات | غير مسموح به | بعمق ≤ 0.3 مم، ≤ 2 مم، بحد أقصى 1 لكل 100 سم² | مسموح به إذا كانت الوظيفة غير متأثرة |
| البقع / تغير اللون | لا شيء مرئي على مسافة قياسية | تلون خفيف وموحد مقبول | المسموح به |
| عيوب الطلاء | غشاء ناعم وموحد، بدون ثقوب | قشر البرتقال البسيط المسموح به | مسموح به إذا كانت تغطية الطلاء سليمة |
| اختلاف اللون | ΔE ≤ 1.0 | ΔE ≤ 2.0 | ΔE ≤ 3.0 |
يمثل ΔE انحراف اللون المقاس باستخدام القياس الطيفي، وهي طريقة تستخدم على نطاق واسع في مراقبة جودة الطلاء.
يحول هذا الهيكل الكمي "يبدو جيدًا" إلى شيء قابل للقياس - مما يقلل من الجدل ويضمن أن يتشارك كل من العميل والشركة المصنعة نفس خط الأساس للقبول.
شروط المشاهدة القياسية
يخضع الإدراك البصري البشري لتغيرات كبيرة استجابةً للتغيرات في الإضاءة والمسافة وزاوية الرؤية. ولهذا السبب تعتبر ظروف الرؤية المضبوطة أساسية في كل عملية فحص تجميلية احترافية.
| المعلمة | الإعداد القياسي | الغرض / الأساس المنطقي |
|---|---|---|
| مسافة المشاهدة | 45-60 سم من السطح | يحاكي مسافة عين المستخدم النموذجية |
| زاوية المشاهدة | 45 درجة بالنسبة إلى السطح | يحسن من رؤية عيوب الملمس واللمعان |
| الإضاءة | أبيض محايد (4000-5000 كلفن)، 1000 ± 200 لوكس | إعادة تهيئة ظروف ضوء النهار |
| وقت الفحص | 5 ثوانٍ كحد أقصى لكل منطقة | يمنع الإفراط في التدقيق والإرهاق |
| خلفية | رمادي محايد غير لامع | يتجنب تشويه الألوان |
تستخدم بعض الشركات المصنعة أكشاك الإضاءة أو أنفاق الفحص لتكرار هذه المعايير باستمرار. ووفقًا لدراسات هندسة الجودة، فإن توحيد ظروف الإضاءة يمكن أن يقلل من التباين في الأحكام الذاتية بأكثر من 25% بين المفتشين.
العينات المرجعية المرئية والمكتبات الرقمية
لا يمكن للمواصفات النصية وحدها أن تنقل التوقعات التجميلية بشكل كامل. ولتعزيز الاتساق، تستخدم معظم فرق الجودة عينات مرجعية أو معايير بصرية فوتوغرافية:
- العينات الفيزيائية: لوحات تعرض كلاً من الشروط المقبولة وغير المقبولة، وتستخدم في تدريب المفتشين.
- المكتبات الرقمية: صور عالية الدقة أو عمليات مسح ثلاثية الأبعاد مخزنة في قاعدة بيانات مشتركة، مما يتيح المحاذاة عبر المواقع للموردين العالميين.
- أدوات تفاعلية: تدمج بعض المرافق الآن الأجهزة اللوحية التي تعمل باللمس أو أجهزة العرض القائمة على الواقع المعزز التي تقارن الصور في الوقت الفعلي مع اللوحات المرجعية الرقمية في الوقت الفعلي.
تضمن المكتبة التي تتم صيانتها جيدًا أن يقوم كل مفتش بتقييم الأسطح باستخدام نفس المعيار، حتى عبر مواقع إنتاج متعددة.
نصيحة محترف: لا تعمل رقمنة نظامك المرجعي على تحسين الاتساق فحسب، بل توفر أيضًا دليلًا مرئيًا يمكن تتبعه أثناء عمليات تدقيق العملاء أو مراجعات المطالبات.
دمج معايير مستحضرات التجميل في أنظمة إدارة الجودة (QMS)
لا قيمة للمعيار المرئي إذا بقي على الورق. فتضمينها في نظام إدارة الجودة يحول الفحص إلى عملية خاضعة للرقابة.
كيف تتناسب معايير مستحضرات التجميل مع إطار عمل نظام إدارة الجودة?
في العمليات الحاصلة على شهادة الأيزو 9001، يجب أن تكون كل خاصية من خصائص المنتج - البصرية أو الأبعاد - ديfتم قياسها وقياسها والتحقق منها. يتبع الفحص التجميلي نفس المبدأ.
فيما يلي عرض مبسط لكيفية تكامل متطلبات مستحضرات التجميل ضمن حلقة جودة التصنيع النموذجية:
التصميم والهندسة ← تخطيط العمليات ← تخطيط العمليات ← التصنيع ← المعالجة السطحية ← الفحص البصري ← التوثيق ← ملاحظات العملاء ← التحسين المستمر
تلعب كل مرحلة دوراً في كل منها:
- التصميم والهندسة: تحديد فئات وضوح السطح (أ-د) على الرسومات وتحديد متطلبات الطلاء النهائي (على سبيل المثال، مصقول أو غير لامع أو مطلي بالمسحوق).
- تخطيط العمليات: وضع معايير المناولة والحماية لتجنب الخدوش أو الخدوش أثناء التصنيع.
- الفحص والتوثيق: إجراء الفحوصات النهائية تحت ظروف إضاءة محددة، باستخدام عينات مرجعية وسجلات العيوب.
- آراء العملاء: اجمع الملاحظات من عمليات التدقيق أو العائدات الميدانية لتحسين عتبات القبول والتدريب.
إن تضمين الفحص البصري في هذه الحلقة يضمن أن يفهم كل قسم أن جودة المظهر قابلة للقياس مثل دقة الأبعاد.
الأدوار والمسؤوليات عبر الفرق
التعريف الواضح للملكية يمنع وجود ثغرات في المساءلة. في بيئات الصفائح المعدنية عالية الخلط، يتم تحديد الأدوار التالية بشكل شائع:
| الدور | المسؤوليات الأساسية |
|---|---|
| مهندس تصميم | تحديد المناطق المرئية ومواصفات التشطيب في رسومات CAD. |
| مهندس جودة | يضع قوائم مراجعة الفحص، ويحافظ على المعايير المرجعية، ويضمن معايرة الإضاءة وإعدادات العرض. |
| مشغل إنتاج | التعامل مع المواد بعناية واستخدام الأغشية الواقية والإبلاغ عن العيوب الظاهرة على الفور. |
| مفتش/فني ضمان الجودة | إجراء الفحوصات البصرية وتسجيل النتائج وتصنيف العيوب حسب النوع والخطورة. |
| مدير المشروع/خدمة العملاء | التواصل بشأن معايير القبول خلال مراحل طلب تقديم العروض والموافقة عليها لمواءمة التوقعات. |
مثال على ذلك: في حالة حدوث خدش على سطح من الفئة (أ)، يقوم فريق ضمان الجودة بتسجيله في نظام تتبع العيوب، بينما يقوم الفريق الهندسي بمراجعة تصميم التجهيزات والتغليف لمنع تكرارها.
تقلل هذه المواءمة من أخطاء التواصل وتضمن فهم الجميع - من مشغلي الطوابق إلى مهندسي المشروع - لتوقعات الجودة البصرية.
التوثيق والتتبع
عمليات الفحص التجميلي ليست مجرد ملاحظات بصرية؛ فهي سجلات موثقة تشكل جزءًا من أدلة الجودة التي يمكن تتبعها.
تتضمن كل ورقة فحص عادةً ما يلي:
- اسم المفتش وتاريخه
- فئة السطح (أ/ب/ج/د)
- نوع العيب وكميته وحجمه
- أدلة بالصور لكل عيب
- التصرف (مقبول/إعادة صياغة/رفض)
في الأنظمة الرقمية، يتم ربط هذه السجلات تلقائيًا بتقارير FAI (فحص المادة الأولى) وPPAP (عملية الموافقة على جزء الإنتاج). يمكّن هذا التكامل العملاء من مراجعة كل من الامتثال للأبعاد والتوافق الشكلي في مستند واحد.
أظهرت دراسة حالة حديثة من مورد عالمي لتصنيع المعدات الأصلية أن إدخال نماذج الفحص الرقمية القائمة على الصور الفوتوغرافية قلل من وقت حل النزاعات بمقدار 45%، حيث يمكن لكل من المورد والعميل مراجعة الأدلة المتطابقة عن بُعد.
التحسين المستمر من خلال التغذية المرتدة للبيانات
يمكن استخدام البيانات التي يتم جمعها من عمليات الفحص التجميلي لإبلاغ أنظمة التحكم في العمليات الإحصائية (SPC) أو أنظمة الإجراءات التصحيحية 8D. على سبيل المثال:
- يؤدي الارتفاع المفاجئ في عيوب الطلاء إلى إجراء تدقيق للعملية على خط الرش.
- تؤدي البصمات المتكررة على الألواح المصقولة إلى تحديث إجراءات التشغيل الموحدة للمناولة.
- تشير اتجاهات البيانات المرئية إلى أن معظم العيوب تحدث أثناء التعبئة والتغليف، مما يدفع إلى إجراء تغييرات في مواد التعبئة والتغليف.
من خلال تحويل بيانات الفحص إلى رؤى حول العمليات، تنتقل الشركات المصنعة من مرحلة اكتشاف العيوب إلى مرحلة الوقاية من العيوب - وهي السمة المميزة لنظام إدارة الجودة الناضج.
خاتمة
لم يعد الفحص البصري مجرد نقطة فحص نهائية، بل أصبح مكونًا استراتيجيًا لجودة التصنيع الحديثة. من خلال تحديد معايير تجميلية قابلة للقياس، ودمجها في نظام إدارة الجودة، والاستفادة من الأدوات الرقمية، يمكن للمصنعين تحقيق جودة مظهر قابلة للتكرار وقائمة على البيانات تتماشى مع توقعات العملاء العالمية.
هل أنت مستعد لتحسين مظهر وجودة منتجاتك من الصفائح المعدنية؟ يساعدك فريقنا الهندسي على وضع معايير بصرية قابلة للقياس وتقديم تشطيبات نهائية خالية من العيوب - بدءًا من الفحص وحتى الإنتاج. ارفع تصميمك أو اتصل بنا لبدء مشروعك الدقيق التالي
الأسئلة الشائعة
ما هي المسافة والإضاءة القياسية للفحص البصري؟
تستخدم معظم الشركات المصنعة مسافة عرض تتراوح بين 45-60 سم مع ضوء أبيض محايد (4000-5000 كلفن) عند إضاءة 1000 لوكس. يحاكي هذا الإعداد ظروف المشاهدة في العالم الحقيقي، مما يساعد الفاحصين على اكتشاف العيوب الطفيفة دون المبالغة في إبرازها.
هل الشوائب السطحية البسيطة مقبولة؟
نعم - اعتمادًا على فئة السطح (A-D) وحدود العيوب المتفق عليها. بالنسبة للمناطق المرئية من الفئة A، قد يُسمح فقط بالعيوب الصغيرة الملساء. بالنسبة لأسطح الفئة C أو D، عادةً ما تكون العيوب مقبولة إذا لم تؤثر على الوظيفة أو الملاءمة أو مقاومة التآكل.
كيف تعمل الأتمتة على تحسين الفحص التجميلي؟
تستخدم الأنظمة الضوئية المؤتمتة كاميرات عالية الدقة وخوارزميات الذكاء الاصطناعي لاكتشاف العيوب السطحية باستمرار. فهي تقضي على التعب البشري، وتقيس أبعاد العيوب بدقة، وتقلل من حالات الرفض الخاطئ. يمكن أيضًا تخزين البيانات من كل عملية فحص لتحليل الاتجاهات وتحسين العملية.
هل يمكن ربط الفحص الرقمي بتقارير العملاء؟
نعم. تقوم العديد من الشركات المصنعة الآن بتخزين صور وسجلات الفحص في قواعد البيانات السحابية أو أنظمة MES. ويمكن مشاركة هذه الصور والسجلات أثناء عمليات التدقيق أو تقديم طلبات الفحص، مما يسمح للعملاء بمراجعة الظروف البصرية الدقيقة وتقليل الخلافات حول جودة السطح.
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة

الفولاذ المقاوم للصدأ المقاوم لبصمات الأصابع: كيف يعمل، وكيف تختار


