يحتاج كل مشروع إلى خيوط قوية وموثوقة. ومع ذلك، تكافح العديد من الفرق للحفاظ على الدقة والاتساق اللذين تتطلبهما الماكينات الدقيقة. إذا كنت ترغب في إنشاء خيوط لولبية مثالية في كل مرة، يجب أن تفهم أساسيات ثقب الخيط. تحتاج أيضًا إلى معرفة الأدوات وأفضل الطرق التي يجب اتباعها للحصول على نتائج نظيفة ودقيقة.
هل تريد التوقف عن ارتكاب أخطاء النقر الشائعة؟ يرجى مواصلة القراءة لتتعلم الخطوات والنصائح التي ستساعدك على القيام بذلك بشكل صحيح.

ما هو التنصت اللولبي؟
التنصت اللولبي هو قطع اللولب داخل ثقب باستخدام صنبور. يحتوي الصنبور على حواف قطع مصممة لتتناسب مع شكل اللولبة. عندما يتحول إلى ثقب مثقوب، فإنه يزيل الأخاديد لتشكيل مسار ملولب.
يستخدم الثقب عندما يحتاج أحد المكونات إلى استقبال قفل، مثل البرغي أو البرغي. والنتيجة هي وصلة آمنة وقابلة لإعادة الاستخدام. يمكن إجراء الثقب يدويًا أو آليًا. التنقيب اليدوي أبطأ ولكنه مثالي للمهام الصغيرة. التنصت باستخدام الحاسب الآلي الرقمي سريعة ودقيقة ومناسبة للإنتاج بكميات كبيرة.
الخيوط الداخلية مقابل الخيوط الخارجية
تأتي الخيوط في نوعين أساسيين: داخلية وخارجية.
- الخيوط الداخلية يتم قطعها داخل ثقب. تُصنع هذه باستخدام صنبور. يمكنك العثور عليها في أجزاء مثل الأقواس، والحاويات، وعلب التروس.
- الخيوط الخارجية يتم قطعها حول الجزء الخارجي من الأسطوانة. يتم تصنيعها باستخدام قالب أو أداة قطع اللولب على مخرطة. تحتوي البراغي والبراغي والمسامير اللولبية والمسامير على مسامير لولبية خارجية.
معايير الخيط الرئيسي
تساعد معايير الخيوط على ضمان توافق الأجزاء المصنوعة في متاجر أو بلدان مختلفة مع بعضها البعض. وفيما يلي أكثرها شيوعاً:
- متري (ISO): تقاس بالملليمتر. شائع في جميع أنحاء العالم. قد يكون الحجم النموذجي M6 × 1.0.
- موحد (UNC/مؤسسة الأمم المتحدة): تستخدم بشكل رئيسي في الولايات المتحدة وتقاس بالبوصة. UNC للخيوط الخشنة؛ UNF للخيوط الدقيقة. مثال: ¼ "-20 UNC.
- BSP (الأنبوب القياسي البريطاني): تستخدم لإغلاق خيوط الأنابيب. شائع في أنظمة السباكة والسوائل.
- NPT (خيط الأنابيب الوطني): أسنان مدببة لإحكام الإغلاق في أنظمة الأنابيب. تستخدم على نطاق واسع في الولايات المتحدة.
مصطلحات الخيط والهندسة
تساعدك معرفة مصطلحات الخيط على العمل بشكل أكثر دقة. إليك بعض الأساسيات:
- القطر الرئيسي: القطر الخارجي للخيط.
- القطر الصغير: القطر عند قاعدة الأخدود اللولبي.
- يقذف: المسافة من خيط إلى آخر. درجة أصغر = خيط أدق.
- رصاص: المسافة التي يتقدم بها اللولب في دورة واحدة. نفس درجة الانحدار في الخيوط أحادية البداية.
- زاوية الخيط الزاوية بين جوانب اللولبة. الأكثر شيوعاً هي 60 درجة للسنون اللولبية المترية والموحدة.
أنواع طرق التنقيب عن الخيوط اللولبية
يعتمد اختيار طريقة التنصت الصحيحة على احتياجاتك من الإعداد والمواد والحجم. فيما يلي الأنواع الأكثر استخدامًا، ولكل منها نقاط قوة وقيود مختلفة.
التنصت اليدوي
التنصت اليدوي هو الطريقة الأساسية. وتستخدم مفتاح ربط الحنفية ومجموعة من الصنابير، وعادةً ما تكون على ثلاث مراحل: الاستدقاق والسدادة والقاع.
هذه الطريقة بطيئة ولكنها مرنة للغاية. إنها رائعة للمهام الصغيرة أو الإصلاحات أو عندما لا تستطيع الأدوات الكهربائية الوصول إلى القطعة. تعمل بشكل جيد على المواد اللينة مثل الألومنيوم أو الفولاذ الطري.
ومع ذلك، من السهل أن تختل محاذاة الصنبور بشكل خاطئ، كما أن الكسر محفوف بالمخاطر إذا لم تكن حريصًا على القوة أو إزالة البُرادة. كما أنها أقل دقة فيما يتعلق بعمق اللولب واتساقه.
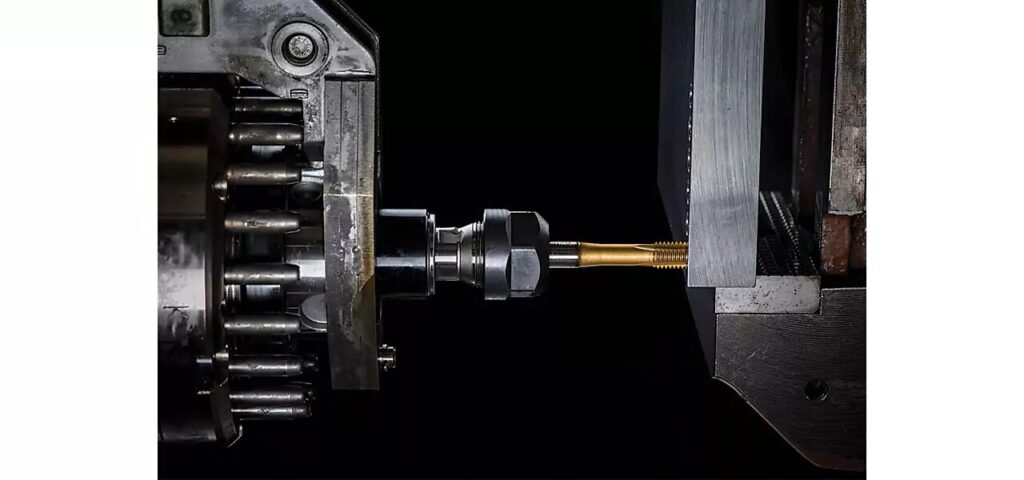
التنصت على الآلة
يستخدم التنصت الآلي معدات تعمل بالطاقة مثل مكبس الحفر أو رأس التنصت أو ماكينة CNC. يدور الصنبور ويغذي الثقب تلقائيًا.
هذه الطريقة أسرع وأكثر اتساقًا وأفضل للإنتاج. كما أنها أسهل في التحكم في معدل التغذية والعمق. يقلل النقر بالماكينة من خطأ المشغل ويسمح بتفاوتات أكثر دقة.
تستخدم معظم الورش هذه الطريقة للأعمال متوسطة إلى عالية الحجم. كما أنها تتعامل مع المواد الأكثر صلابة بشكل أفضل مع التشحيم المناسب وسرعة القطع.
التنصت على القوالب (التنصت باللف) مقابل التنصت بالقطع
هناك طريقتان رئيسيتان لإنشاء الخيوط - القطع والتشكيل.
- قطع النقر تزيل المواد لإنشاء الخيوط. إنها تعمل على معظم المعادن وهي المعيار للعديد من الوظائف. إنها تصنع البُرادة؛ لذا فإن إزالة البُرادة بشكل جيد أمر أساسي.
- النقر على النموذج (النقر بالدلفنة) يزيح المواد بدلاً من قطعها. يحتاج إلى معادن قابلة للسحب مثل الألومنيوم أو الفولاذ اللين. يصنع خيوطًا أقوى لأن تدفق الحبيبات لا ينكسر.
لا ينتج عن النقر بالشكل أي برادة. كما أنه يقلل من تآكل الصنبور ويحسن من تشطيب السطح. ولكنه يتطلب حجم ثقب دقيق وعزم دوران أعلى.
التنصت الصلب مقابل التنصت العائم
تشير هذه إلى كيفية إمساك الصنبور وتحريكه أثناء النقر بالماكينة.
- التنصت الصلب يقفل حامل الصنبور على عمود الدوران. تتم مزامنة التغذية وسرعة عمود الدوران. وهذا يعطي دقة عالية وغالبًا ما يستخدم في ماكينات التحكم الرقمي باستخدام الحاسوب.
- النقر العائم يستخدم حامل صنبور بحركة محورية أو شعاعية. يسمح باختلال طفيف في المحاذاة أو اختلاف التغذية. هذا أفضل للماكينات القديمة أو الإعدادات اليدوية.
التنصت الصلب أسرع وأكثر دقة، ولكنه يحتاج إلى محاذاة مثالية. التنصت العائم أكثر تسامحًا ويساعد على حماية الصنبور من الكسر.

أدوات ومعدات التنصت
يعتمد نجاح التنصت على استخدام الأدوات المناسبة. تناسب الصنابير والمواد والحوامل المختلفة الوظائف المختلفة. يوضح هذا القسم ما يجب استخدامه وسبب أهميته.
أنواع الصنابير
تأتي الصنابير في ثلاثة أنواع شائعة، لكل منها طرف ومسار برادة مختلف. وغالباً ما تُستخدم هذه الأنواع على مراحل من أجل تحكم أفضل ولولب أنظف:
- حنفية مستدقة: لها مقدمة طويلة مع قطع حوالي 8 إلى 10 خيوط تدريجياً. يبدأ بسهولة ويتمركز بشكل جيد. الأفضل لبدء الثقوب يدوياً أو للمواد اللينة.
- قابس صنبور التوصيل: ذات شطب متوسط الطول مع قطع من 3 إلى 5 خيوط. وهو النوع الأكثر شيوعاً ويوازن بين سهولة البدء مع الشطب بعمق كامل.
- الحنفية السفلية: لا يحتوي على أي خيط تقريبًا، فقط من 1 إلى 1.5 خيط. إنه مصنوع لربط الخيوط في الجزء السفلي من ثقوب عمياء. عادةً ما تستخدم في النهاية بعد صنبور مستدق أو صنبور سدادة يبدأ اللولب.
مواد الحنفية والطلاءات لقطع العمل المختلفة
تؤثر المادة الأساسية للصنبور والطلاء على الأداء والتآكل والمتانة. إليك نظرة على الخيارات الشائعة:
- فولاذ عالي السرعة (HSS): ميسورة التكلفة وجيدة للاستخدام العام على المعادن اللينة إلى المتوسطة مثل الألومنيوم أو النحاس الأصفر أو الفولاذ الطري.
- فولاذ الكوبالت: أقوى من HSS. أفضل للمواد الأكثر صلابة مثل الفولاذ المقاوم للصدأ أو الحديد الزهر. تدوم لفترة أطول تحت الحرارة والإجهاد.
- كربيد: صلب للغاية ومقاوم للتآكل. الأفضل للتركيبات الصلبة والاستدقاق عالي السرعة للمواد الكاشطة أو القاسية. كما أنها هشّة، لذا فهي ليست مثالية للدق اليدوي.
الطلاءات الشائعة:
- TiN (نيتريد التيتانيوم): يقلل التآكل ويقلل الاحتكاك ويزيد من عمر الصنبور.
- TiCN (كربونات التيتانيوم): أقوى وأكثر مقاومة للحرارة من TiN.
- TiAlN (نيتريد ألومنيوم التيتانيوم): رائع للدق الجاف وعالي السرعة للسبائك القاسية.
حاملات الصنبور والظرفات والمحولات
تحافظ حوامل الصنبور على محاذاة الصنبور وتسمح له بالدوران بسلاسة. يؤثر نوع الحامل على الدقة وعمر الأداة وسلامتها.
- حوامل الحنفية الصلبة: تُستخدم في الماكينات المزودة بتغذية متزامنة. مثالية للاستدقاق باستخدام الحاسب الآلي. توفر تحكمًا محكمًا في العمق والمحاذاة.
- حاملات الحنفية العائمة: السماح بحركة طفيفة. تساعد على تجنب كسر الصنبور إذا كان هناك اختلال في المحاذاة. مفيدة في الماكينات اليدوية أو القديمة.
- حوامل الحنفية سريعة التغيير: توفير الوقت أثناء الإعداد أو المهام متعددة الأجزاء. تقليل وقت التعطل في الإنتاج.
التحضير لربط الخيط اللولبي
يبدأ النقر الجيد قبل أن يلمس النقر الجزء. التخطيط والإعداد المناسبين يجعلان عملية الثقب أسهل وأكثر أمانًا ودقة. يغطي هذا القسم اختيار المقاسات الصحيحة وإعداد الأشياء بشكل صحيح.
تحديد حجم الحنفية الصحيح وحجم المثقاب الصحيح
قبل الثقب، يجب عليك مطابقة حجم الصنبور مع اللولب المطلوب. ثم، اختر حجم لقمة الثقب الصحيح لعمل الثقب.
يعتمد حجم الصنبور على البرغي أو البرغي الذي سيدخل في الثقب. على سبيل المثال، يتم استخدام صنبور ¼ -20 بوصة UNC لبرغي ¼ بوصة مع 20 سنون لولبية في البوصة.
يحتاج كل صنبور إلى حجم حفر صنبور محدد. إذا كان الثقب صغيرًا جدًا، فقد ينكسر الصنبور. وإذا كان كبيرًا جدًا، فلن تتماسك الخيوط جيدًا.
الرسوم البيانية متاحة على نطاق واسع، ولكن إليك مثالين شائعين:
- ¼ "-20 UNC يحتاج إلى #7 مثقاب #7 (0.201″)
- M6 × 1.0 يحتاج إلى مثقاب 5.0 مم.
تحقق دائمًا من نوع الصنبور والمادة قبل وضع اللمسات الأخيرة على حجم المثقاب.
حساب حجم مثقاب الصنبور بناءً على مواصفات اللولب
يمكنك أيضاً حساب حجم المثقاب إذا لم يكن الرسم البياني في متناول اليد. إليك الطريقة:
بالنسبة للخيوط المترية:
- حجم المثقاب = القطر الرئيسي - درجة اللولب
- مثال: مثقاب M10 × 1.5 × 1.5 → 10 - 1.5 = 8.5 مم
للخيوط البوصة:
- حجم المثقاب = القطر الرئيسي - (1 ÷ اللولب في البوصة)
- مثال: ½"-13 → 0.5 - (1 ÷ 13) = 0.423 ″ حفر
هذا يعطي حوالي 75% تعشيق لولبة 75%، وهو أمر جيد لمعظم التطبيقات.
استخدم أكبر قليلاً للمواد الصلبة أو الصنابير القاسية. لا تستخدم الحجم الأصغر إلا إذا كانت هناك حاجة إلى أقصى قوة ولا يمثل عزم الدوران مصدر قلق.
إعداد قطعة العمل ومحاذاة الثقب
ثقوب نظيفة ودقيقة تجعل النقر أكثر سلاسة وأمانًا.
- حفر الثقب لإزالة الحواف الحادة.
- شطب الفتحة قليلاً. يساعد ذلك على بدء تشغيل الصنبور بشكل مستقيم.
- تحقق من عمق الفتحة للثقوب العمياء. اترك مساحة كافية لطرف الصنبور والرقائق.
- قم بمحاذاة الصنبور مع مركز الثقب. يمكن أن يؤدي عدم المحاذاة غير الصحيحة إلى كسر الصنبور أو تجريد اللولب.
ابدأ بالضغط برفق على الصنبور وأدره ببطء إذا كنت تنقر باليد. أبقها مربعة على السطح. للاستدقاق بالماكينة، تأكد من محاذاة عمود الدوران قبل التشغيل.
عملية التنصت على الخيط اللولبي خطوة بخطوة
كل خطوة في عملية الاستدقاق مهمة. يمكن أن يؤدي التسرع أو تخطي الخطوات إلى كسر الصنابير أو خيوط سيئة، أو قطع مخردة. إليك كيفية القيام بذلك بشكل صحيح، من البداية إلى النهاية.
وضع العلامات وحفر الحفرة
ابدأ بتحديد موقع الثقب بوضوح. استخدم مثقاباً مركزياً للمساعدة في توجيه المثقاب. هذا يمنع المثقاب من الانحراف، خاصة على الأسطح الصلبة أو الملساء.
اختر لقمة الحفر المناسبة لحنفية الحفر الخاصة بك. استخدم ماكينة ثقب أو ماكينة CNC للحصول على أفضل دقة. إذا كان الثقب يدوياً، حافظ على استقامة المثقاب واضغط بثبات.
احفر بالعمق المناسب. بالنسبة للفتحات العمياء، تأكد من وجود مساحة إضافية في الأسفل للبُرادة وطرف الصنبور. بعد الحفر، قم بتنظيف الثقب. قم بإزالة أي نتوءات أو بُرادة مفكوكة قد تتداخل مع الصنبور.
محاذاة الصنبور وبدء تشغيله
ضع الصنبور في الثقب بعناية. تأكد من أن يكون عمودياً تماماً (أو متماشياً مع الثقب إذا كان مائلاً).
للاستدقاق اليدوي، استخدم دليل صنبور أو مربع للتحقق من المحاذاة. قم بالضغط الخفيف وأدر الصنبور ببطء في البداية. يجب أن يبدأ القطع من تلقاء نفسه.
توقف إذا شعرت أن الصنبور يضغط بقوة على الفور. تحقق من حجم الثقب أو جرّب صنبور مستدق لبدء أسهل.
التقدم، وتخليص الرقائق، والحفاظ على الدقة
بمجرد تعشيق الصنبور، استمر في الدوران ببطء وبشكل متساوٍ. للنقر اليدوي، أدر حوالي نصف لفة للأمام، ثم ربع لفة للخلف. يساعد ذلك على كسر وإزالة البُرادة.
استخدم سائل القطع لتقليل الاحتكاك وإطالة عمر الأداة. كما أنه يساعد في الحفاظ على سلاسة ونظافة الخيوط. استمر في التحقق من أن الصنبور يظل بمحاذاة الصنبور. حتى الميل الطفيف يمكن أن يتسبب في اعوجاج اللولب أو كسر الصنبور.
في عملية الثقب بالماكينة، تأكد من أن معدل التغذية يطابق درجة اللولبة. استخدم حوامل أدوات مناسبة للحفاظ على الاستقامة.
كسر الرقاقة وتجنب التشويش
استخدم طريقة اللف العكسي (نصف لفة للأمام وربع لفة للخلف) لكسر البُرادة عند النقر باليد.
يمكن أن يساعد النقر بالنقر الميكانيكي في النقر الآلي. وهذا يعني سحب الصنبور بعد بضع لفات لإزالة البُرادة قبل الاستمرار.
لا يمثل تراكم البُرادة مشكلة بالنسبة لصنابير القوالب، ولكن العزم العالي يمثل مشكلة. استخدم ما يكفي من زيوت التشحيم وإعدادات الماكينة الصحيحة لتجنب المماطلة.
العوامل المؤثرة على جودة الخيط
تعتمد الخيوط الجيدة على أكثر من مجرد صنبور حاد. هناك العديد من المتغيرات التي تؤثر على مدى نظافة وقوة واتساق الخيوط. دعنا نلقي نظرة على المتغيرات الرئيسية.
خواص المواد والصلابة
بعض المعادن أسهل في النقر عليها من غيرها.
- المواد اللينة مثل صنبور الألومنيوم والنحاس بسهولة ولكن يمكن أن يتمزق إذا كان الصنبور باهتًا.
- مواد أكثر صلابة مثل الفولاذ المقاوم للصدأ، أو التيتانيوم، أو فولاذ الأدوات، تتطلب عزم دوران أكبر وتتآكل الصنابير بشكل أسرع.
- المواد الهشة مثل الحديد الزهر تنتج رقائق دقيقة ولكنها قد تتشقق تحت الضغط.
تزيد الصلابة العالية من تآكل الأداة. تزيد الليونة المنخفضة من فرصة التقطيع أو ضعف شكل اللولبة. قم دائمًا بمطابقة نوع الصنبور والطلاء مع المادة التي يتم ثقبها.
لاحظ أيضًا أن الأجزاء المعالجة بالحرارة أصعب في النقر. قد يكون الحفر المسبق قبل المعالجة الحرارية خيارًا أفضل لهؤلاء.
هندسة الحنفية وحالة حافة القطع
إن شكل الحنفية وحالة حواف القطع بها مهمان للغاية.
- تساعد الصنابير ذات المزامير الحلزونية في رفع البُرادة من الثقوب العمياء.
- تعمل المزامير المستقيمة بشكل جيد في الثقوب العرضية والقطع القصيرة.
- تدفع الصنابير ذات الرأس الحلزوني البُرادة إلى الأمام، وهي رائعة للاستدقاق الآلي من خلال الثقوب.
تؤدي الصنابير البالية إلى خيوط رديئة وعزم دوران مرتفع وخطر الكسر. تؤدي حواف القطع الباهتة إلى تشويه المادة بدلاً من قصها بشكل نظيف.
افحص الصنابير بشكل متكرر، خاصة في عمليات الإنتاج. استبدلها عند ظهور أول علامة على التآكل أو اللولب الخشن.
سائل التبريد والتشحيم وإخلاء البُرادة
يساعد التشحيم على التحكم في الحرارة وتقليل الاحتكاك. كما أنه يجعل الخيوط أنظف ويحسن من عمر الصنبور.
- استخدمي زيت التقطيع للنقر اليدوي أو على دفعات صغيرة.
- استخدم سائل التبريد الاصطناعي أو القابل للذوبان في الماء لسائل التبريد باستخدام الحاسب الآلي أو سائل التبريد عالي السرعة.
- ضع كمية كافية من السوائل لتغطية الصنبور وإزالة البُرادة.
إزالة البُرادة أمر بالغ الأهمية. يمكن أن تؤدي البُرادة المتبقية في الثقب إلى انسداد المزامير أو انحشار الصنبور أو تلف اللولب. استخدم الهواء المضغوط أو صنبور مزود بميزات التحكم في البُرادة إذا لزم الأمر.
بالنسبة للفتحات العميقة أو العمياء، قم بإرجاع الصنبور للخلف بشكل دوري أو استخدم صنبور حلزوني الفلوت مصمم لإخلاء البُرادة.

المشاكل الشائعة في التنقيب عن الخيوط اللولبية
حتى مع التخطيط، يمكن أن يحدث خطأ في التنقيب. غالبًا ما تظهر المشاكل في الأداة أو الإعداد أو المواد على شكل حنفيات مكسورة أو خيوط سيئة. إليك كيفية التعرف على المشكلات وأسبابها.
كسر الحنفية
هذا هو أحد أكثر الإخفاقات المحبطة في التنصت.
الأسباب الشائعة:
- استخدام حجم الحفر الخاطئ (ثقب صغير جداً)
- النقر بسرعة كبيرة جداً أو بعزم دوران كبير جداً
- حنفية باهتة أو مهترئة
- ضعف إزالة البُرادة
- اختلال المحاذاة أثناء النقر باليد
- مادة صلبة بدون تزييت مناسب
لتجنب ذلك، تحقق دائمًا من حالة الصنبور الخاص بك، واستخدم معدل التغذية الصحيح، وكسر البُرادة كثيرًا عند النقر باليد. استخدم حوامل عائمة أو موجهات الصنبور لتقليل الضغط الجانبي.
خيوط كبيرة الحجم أو غير كبيرة الحجم
يمكن أن تتسبب اللولبات الفضفاضة أو الضيقة للغاية في حدوث مشكلات في التركيب وإضعاف التجميع.
خيوط كبيرة الحجم غالبًا ما تنتج عن:
- استخدام مثقاب خاطئ (كبير جداً)
- حنفية مهترئة
- التآكل المفرط في حواف القطع
خيوط صغيرة الحجم قد يحدث بسبب:
- لقمة الحفر صغيرة جداً
- يتم استخدام صنبور الشكل بدون حجم ثقب مناسب
- درجة اللولب غير صحيحة أو صنبور خاطئ
تحقق دائمًا من حجم الثقب باستخدام مقياس وتأكد من مواصفات الصنبور قبل البدء.
الخيوط المتقاطعة والمحاذاة الخاطئة
يحدث الخيوط المتقاطعة عندما يدخل الصنبور في الثقب بزاوية. يؤدي ذلك إلى تلف اللولب وضعف الوصلات.
الأسباب:
- النقر بدون محاذاة مناسبة
- بدء تشغيل الصنبور بدون شطب
- عدم استخدام دليل الصنبور أو المربع
استخدم كتلة أو موجه لتثبيت الصنبور بشكل مستقيم أثناء اللفات القليلة الأولى في الثقب اليدوي. في الثقب بالماكينة، تأكد من أن عمود الدوران مربع مع سطح الثقب.
تشطيب السطح الرديء أو تكوين النتوءات
تقلل اللوالب الخشنة أو النتوءات الزائدة من قوة اللولب وتجعل التجميع أكثر صعوبة.
يمكن أن يحدث هذا بسبب:
- الصنبور البالي أو حافة القطع المتكسرة
- طلاء الصنبور أو المادة غير المناسبة للمهمة
- نقص التزييت
- التنصت عالي السرعة دون تفريغ البُرادة بشكل مناسب
استخدم صنابير حادة، وضع كمية كافية من سائل التبريد، وقم بتنظيف وفحص اللولبات بعد الثقب. إذا لزم الأمر، يمكن أن يؤدي التنظيف السريع باستخدام أداة الثقب الغاطس إلى تنظيف الثقب.
الحلول وأفضل الممارسات
لتقليل مشاكل الاستدقاق وتحسين جودة الخيط، اتبع الطرق المجربة. تساعد هذه الممارسات المثلى على تجنب تآكل الأدوات وتعزيز الاتساق وتقليل الخردة.
الاختيار الصحيح لحجم الحنفية والحفر الصحيح
قم دائمًا بمطابقة حجم المثقاب مع معيار الصنبور واللولبة. استخدم مخططات مثقاب الصنبور أو قم بإجراء عملية حسابية سريعة بناءً على درجة اللولب.
- يؤدي الثقب الصغير جداً إلى كسر الصنابير.
- تؤدي الفتحة الكبيرة جداً إلى خيوط ضعيفة.
في حالة استخدام صنبور الشكل، كن أكثر حذرًا مع حجم الثقب. يعتمد النقر بالشكل على إزاحة المواد، وليس إزالة البُرادة.
تحقق من علامات الأدوات وتأكد باستخدام الفرجار أو المقاييس عند عدم التأكد. لا تخمن.
تحكم مناسب في السرعة والتغذية والعمق
استخدم سرعة القطع المناسبة للمادة. السرعة الزائدة تؤدي إلى زيادة الحرارة. بطيئة للغاية تسبب خيوط خشنة.
على سبيل المثال:
- الألومنيوم: سرعة عالية، عزم دوران منخفض
- الفولاذ المقاوم للصدأ: سرعة أقل، عزم دوران أكبر
في ماكينات التحكم الرقمي باستخدام الحاسب الآلي، اضبط عدد الدورات في الدقيقة والتغذية الصحيحة لمطابقة درجة اللولبة. بالنسبة للاستدقاق الصلب، يجب أن يظل عمود الدوران والتغذية متزامنين.
تجنب الإفراط في التغذية. تعمق بما يكفي لطول اللولب الكامل ثم توقف. بالنسبة للفتحات العمياء، اسمح بوجود مساحة للبُرادة في الأسفل.
تقنيات التشحيم للمواد المختلفة
استخدم سائل القطع لتقليل الاحتكاك وتبريد الأداة وإزالة البُرادة.
- الألومنيوم: استخدم زيت القطع الخفيف أو سائل التبريد الضبابي
- الفولاذ والستانلس ستيل: استخدام زيوت القطع ذات الأساس الكبريتي أو زيوت القطع عالية الضغط
- نحاس نحاسي أو حديد الزهر: عادة ما يكون جافاً، ولكن يمكن أن يساعد الزيت الخفيف في إطالة عمر الصنبور
ضع السائل مباشرة على الصنبور وليس على الثقب فقط. أعد وضعه لكل ثقب في العمل اليدوي. بالنسبة لإعدادات التصنيع باستخدام الحاسب الآلي، استخدم سائل التبريد بالغمر أو سائل التبريد العابر للصنبور إذا كان متاحًا.
الفحص الدوري للأدوات وصيانتها
افحص الصنابير بانتظام بحثًا عن علامات التآكل أو التقطيع أو البهتان. تصنع الصنابير البالية خيوطاً خشنة وتزيد من فرصة الكسر. نظف الصنابير بعد الاستخدام. قم بإزالة البُرادة العالقة في المزامير. قم بتخزينها في حاملات ملصقات لمنع الاختلاط وحماية حواف القطع.
استبدل الصنبور بناءً على عدد اللولبات، وليس فقط الإحساس. في الإنتاج، تتبع عمر الأداة لتجنب الأعطال غير المتوقعة. افحص دائمًا الأجزاء الملولبة باستخدام المقاييس للتأكد من الجودة. اكتشف المشكلات مبكرًا قبل أن تؤثر على المزيد من القِطع.
خاتمة
يُعد ثقب اللولبة خطوة أساسية في التصنيع الآلي الدقيق. من اختيار الصنبور المناسب وحجم الحفر الصحيح إلى التحكم في السرعة والتغذية والتشحيم - كل التفاصيل تؤثر على جودة اللولبة النهائية. يساعد الإعداد الجيد، والتقنية النظيفة، والأدوات على تجنب الكسر، والمحاذاة الخاطئة، واللولبة الرديئة.
هل تحتاج إلى قِطَع معدنية مستدقّة مخصصة لمشروعك القادم؟ نحن نقدم خدمات الثقب باستخدام الحاسب الآلي والثقب اليدوي وخدمات المعالجة المعدنية الكاملة لتلبية مواصفات تصميمك. يُرجى إرسال رسوماتك إلينا للحصول على عرض أسعار سريع ودقيق اليوم.
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة

الفولاذ المقاوم للصدأ المقاوم لبصمات الأصابع: كيف يعمل، وكيف تختار


