عندما تثني المعدن، أحيانًا لا يبقى في المكان الذي تريده. فأنت تقوم بتشكيله بزاوية معينة، ثم تحرر القوة، ثم-يتحرك إلى الخلف. هذه المشكلة، التي تعرف باسم الارتداد الزنبركي، يمكن أن تؤثر على الدقة وتضيع الوقت. إذا كنت قد تعاملت من قبل مع أجزاء لم تتطابق مع المواصفات بعد الثني، فمن المحتمل أن يكون الارتداد الزنبركي هو السبب. فما الذي يسببها وكيف يمكنك إصلاحها؟
يشرح هذا الدليل ما هو الارتداد الربيعي، والعوامل المؤثرة فيه، وكيفية التحكم فيه. ستحصل على خطوات واضحة يمكنك استخدامها على الفور.
فهم الارتداد الربيعي في تشكيل الصفائح المعدنية
يُعد الارتجاع النابض مشكلة شائعة تؤثر على دقة القِطع أثناء عملية الثني. وللتعامل معها، نحتاج أولاً إلى فهم ماهيتها، وسبب حدوثها، والمكان الأكثر شيوعًا لوجودها.
ما هو سبرينج باك?
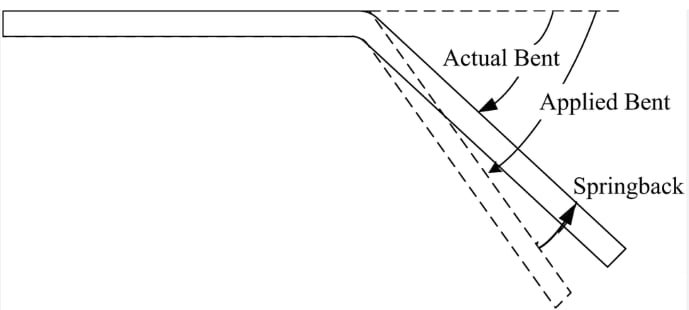
يشير الارتداد النابض إلى ميل المادة إلى العودة إلى شكلها الأصلي بعد ثنيها. عندما تقوم القوة بثني المعدن، فإنه يتشوه بشكل مرن وبلاستيكي. بعد إزالة القوة، يحاول الجزء المرن أن يستعيد عافيته. هذا الارتداد هو ما نسميه الارتداد النابض.
يكون ذلك ملحوظًا بشكل أكبر عندما ينتهي الأمر بزاوية الانحناء أكثر انفتاحًا من الشكل المقصود. هذا الاختلاف بين الشكل المقصود والشكل الفعلي هو تأثير الارتداد الزنبركي.
لماذا يحدث الارتجاع الربيعي: العلم وراء ذلك
يحدث الارتداد النابض بسبب الاسترداد المرن. عندما يتم ثني المعدن، فإنه يتمدد من الخارج وينضغط من الداخل. وجزء من هذا التمدد يكون مرنًا - فهو يرتد مرة أخرى عند زوال الضغط.
يعتمد مقدار الارتداد النابض على قوة خضوع المادة وسمكها, نصف قطر الانحناء، و الانحناء الطريقة. المواد الأكثر صلابة، مثل الفولاذ المقاوم للصدأ، عادةً ما تتراجع أكثر من المواد الأكثر ليونة، مثل الألومنيوم.
نظرة عامة على سيناريوهات التشكيل الشائعة المتأثرة بـ Springback
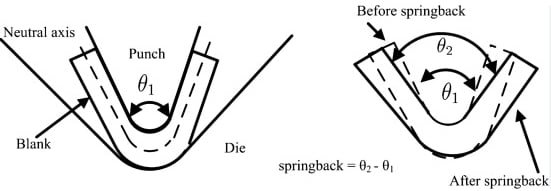
يظهر الارتجاع النابض في معظم عمليات الثني. ويشمل ذلك الثني الهوائي، والثني في القاع، وثني القالب. يشهد الثني الهوائي معظم عمليات الثني الهوائي لأن المثقاب لا يجبر المعدن على الدخول في القالب.
وهو شائع أيضًا في الانحناء على شكل حرف U والانحناء على شكل V. تجعل أنصاف أقطار الانحناء الأكبر أو المعادن عالية القوة الأمر أسوأ. كما يمكن أن تفاجئك المواد الرقيقة أيضًا بانحناءات أكثر من المتوقع.
الميكانيكا وراء سبرينغ باك
للتحكم في الارتداد الزنبركي، من المفيد فهم ما يحدث داخل المعدن. دعونا نلقي نظرة على كيفية تشوه المعدن، وأين يتراكم الإجهاد، وما هي العوامل التي تزيد أو تقلل من الارتداد النابض.
التشوه المرن مقابل التشوه البلاستيكي
عندما ينحني المعدن، فإنه يتمدد أولاً بشكل مرن. وهذا يعني أنه يغير شكله ولكن يمكنه العودة إلى شكله الأصلي. إذا زادت القوة، يدخل المعدن في تشوه بلاستيكي. وعندها يصبح تغير الشكل دائمًا.
يحدث الارتداد النابض لأنه بعد التشكيل، يرتد الجزء المرن إلى الخلف بينما يبقى الجزء البلاستيكي. كلما زادت الطاقة المرنة المخزنة، كلما زاد ارتداد الجزء المعدني إلى الخلف.
دور الإجهاد المتبقي
يؤدي الانحناء إلى توليد إجهاد داخل المعدن. وتبقى هذه الضغوط المتبقية، والمعروفة باسم الضغوط المتبقية، في الجزء حتى بعد إزالة الضغط.
السطح الخارجي للانحناء به شد. والسطح الداخلي به انضغاط. عند تشكيل النهايات، تحاول هاتان القوتان المتضادتان تحقيق التوازن، مما يؤدي إلى تحرك الجزء للخلف قليلاً.
العوامل المؤثرة في سلوك الارتداد الربيعي
تؤثر عدة أشياء على مقدار حدوث الارتجاع إلى الخلف. وتشمل هذه الأمور:
- نوع المادة: معادن عالية القوة تنبثق أكثر.
- سماكة: وعادةً ما تتراجع الصفائح الرقيقة أكثر بسبب وجود مواد أقل لمقاومة الاسترداد.
- نصف قطر الانحناء: تؤدي أنصاف الأقطار الأكبر إلى مزيد من الارتداد إلى الخلف.
- زاوية الانحناء: تتأثر الانحناءات الضحلة أكثر من الانحناءات العميقة.
- طريقة الأدوات: يعطي الثني الهوائي ارتدادًا هوائيًا أكثر من الثني القاعي أو الصقل.
قياس سبرينغ باك
يعد القياس الدقيق للانحناءات أمرًا بالغ الأهمية لتحقيق نتائج الانحناء المثلى. يساعد استخدام البيانات الحقيقية المهندسين على إجراء تعديلات موثوقة في الإنتاج.
مقارنة الزوايا
إحدى الطرق القياسية هي مقارنة زاوية الانحناء المقصودة بالزاوية الفعلية بعد التشكيل. على سبيل المثال، إذا كنت تهدف إلى الانحناء بزاوية 90 درجة ولكنك تقيس 94 درجة بعد التشكيل، يكون لديك 4 درجات من الانعطاف.
في الإنتاج بكميات كبيرة، يمكن أن يساعد استخدام منقلة رقمية أو مقياس زاوية ليزر في تسجيل نتائج قابلة للتكرار بدقة ± 0.1 درجة. هذه الطريقة سريعة وتعمل بشكل جيد مع الأجزاء المسطحة والزوايا القياسية.
عامل الارتداد الربيعي
عامل الارتداد (K) هو نسبة تساعد على التنبؤ بالنتائج. ويتم حسابه على النحو التالي:
K = الزاوية النهائية/زاوية الانحناء قبل الإطلاق
على سبيل المثال، إذا قمت بثني جزء إلى 85 درجة، وبعد تحريره يبلغ قياسه 90 درجة، عندئذٍ
K = 90 / 85 = 1.06
يكون عامل الارتداد بين 1.03 و1.10 نموذجيًا لمواد مثل الفولاذ المقاوم للصدأ أو الفولاذ عالي القوة. أما المواد الأكثر ليونة، مثل الألومنيوم، فقد يتراوح معامل الارتداد بين 1.01 و1.03.
التجربة والخطأ
على الرغم من استخدام الأدوات والصيغ، تظل التجربة والخطأ نهجًا مستخدمًا على نطاق واسع. تقوم العديد من الورش بإنتاج بعض الانحناءات الاختبارية وتعديلها حتى يفي الجزء بالمواصفات. يعمل هذا النهج بشكل جيد عند ثني مواد جديدة أو استخدام أدوات مخصصة.
على سبيل المثال، قد تقوم الورش بثني عينة من القِطع مسبقًا، وتسجيل زاوية الارتداد لكل سُمك مادة، وتسجيل هذه القيم للمهام المستقبلية. غالبًا ما توفر قواعد بيانات الورشة هذه الوقت وتقلل من إعادة العمل.
خصائص المواد وتأثيرها على الارتداد النابض
يلعب نوع المعدن الذي تختاره دورًا مهمًا في مقدار الارتداد الذي ستحصل عليه. تتصرف المواد المختلفة بشكل مختلف بناءً على قوتها وصلابتها.
دور معامل يونغ ومقاومة الخضوع
يقيس معامل يونج صلابة المادة. وكلما كانت أعلى، كلما قاوم المعدن التمدد. تخبرك قوة الخضوع مقدار الإجهاد الذي يمكن للمادة تحمله قبل أن تبدأ في التشوه بشكل دائم.
المواد عالية القوة تخزن المزيد من الطاقة المرنة أثناء الانحناء. وعندما يتم إزالة القوة، فإنها تطلق المزيد من تلك الطاقة، مما يؤدي إلى زيادة الارتداد الزنبركي.
كيف تؤثر تركيبة السبيكة على الارتداد النابض?
تتصرف السبائك المختلفة بطرق مختلفة. يمكن أن يؤثر التغيير الطفيف في التركيب على الصلابة والليونة والمرونة. وتؤثر هذه السمات على مدى صلابة المادة.
على سبيل المثال، يمكن أن يكون تشكيل الألومنيوم المعالج بالحرارة أو الفولاذ المقوى أكثر صعوبة في التشكيل وأكثر عرضة للارتداد من نظائرها الأكثر ليونة.
مقارنة الارتداد النابض في الصلب والألومنيوم والمعادن الأخرى
عادةً ما يُظهر الفولاذ عادةً ارتدادًا أعلى من الألومنيوم بسبب قوته الأكبر. يُظهر الفولاذ المقاوم للصدأ، على وجه الخصوص، ارتدادًا قويًا بسبب قوته وصلابته العالية.
الألومنيوم أكثر ليونة وقابلية للسحب، لذا فهو يميل إلى الارتداد بدرجة أقل. كما أن النحاس والنحاس الأصفر أكثر قابلية للتشكيل، مما يقلل من الارتداد إلى الخلف.
إن التيتانيوم، مثل الفولاذ المقاوم للصدأ، قوي وخفيف الوزن، ولكنه يميل إلى الارتداد بشكل كبير، مما يجعل تشكيله بدقة أكبر.
معلمات المعالجة التي تؤثر على الارتداد النابض
لا يتعلق الانحناء بالمواد فقط. يمكن أن تؤثر إعدادات العملية التي تختارها أيضًا على مقدار الارتداد النابض الذي يحدث. يمكن للتغييرات الصغيرة في الأدوات أو السرعة أن تحدث فرقًا كبيرًا.
تأثير نصف قطر الانحناء وزاويته
يزيد نصف قطر الانحناء الكبير من الارتداد النابض. لا يتشوه المعدن بنفس القدر من التشوه اللدني، لذا يحاول المزيد من المعدن التعافي.
تفرض الانحناءات الأكثر إحكامًا مزيدًا من التشوه البلاستيكي، مما يساعد على تقليل مقدار الارتداد النابض. كما أن زوايا الانحناء الأصغر تميل إلى الارتداد أكثر من الزوايا الحادة أو العميقة.
تأثير سرعة اللكمة والضغط
يمكن أن تؤدي سرعات الثقب العالية إلى زيادة الارتداد، خاصة في المعادن الرقيقة. لا يسمح الثني السريع للمادة بالاستقرار في شكلها بالكامل.
يمكن أن يساعد استخدام المزيد من الضغط أثناء الثني في تقليل الارتداد النابض. ويرجع ذلك إلى أن زيادة القوة تدفع المعدن إلى عمق أكبر في منطقة البلاستيك، مما يترك طاقة مرونة أقل للارتداد.
اعتبارات درجة الحرارة في الحد من الارتداد النابثق
يمكن أن يؤدي التشكيل في درجات حرارة أعلى إلى تقليل الارتداد الزنبركي. تعمل الحرارة على تليين المادة وتقلل من قوة الخضوع. وهذا يجعلها أسهل في الإنشاء ويقلل من استرداد المرونة.
وغالباً ما يستخدم التشكيل الدافئ للمواد عالية القوة، مثل التيتانيوم أو الفولاذ المتطور. ولكنها تتطلب معدات خاصة وتضيف خطوات إضافية للعملية.
تقنيات لتقليل الارتجاع إلى أدنى حد ممكن
لا يمكنك إيقاف الانزلاق الخلفي تمامًا، ولكن يمكنك التحكم فيه. تساعد عدة طرق عملية في تشكيل الجزء بشكل أقرب إلى تصميمك من البداية.
استراتيجيات التسخير الزائد والتعويض
الانحناء الزائد يعني ثني المعدن بعد الزاوية المطلوبة. عندما يحدث الارتداد الزنبركي، يعود الجزء إلى الشكل الصحيح. هذه واحدة من أكثر الطرق شيوعًا ومباشرةً لمعالجة الارتداد الزنبركي.
يمكنك أيضًا ضبط بدلات الانحناء في التصميم الخاص بك أو استخدام الأجزاء التجريبية للعثور على زاوية الانحناء الزائد الصحيحة. إنه مزيج من الخبرة والقياس.
استخدام القوالب وتعديلات الأدوات
تعطي طرق الثني المختلفة نتائج مختلفة. يستخدم الثني في القاع والثني باستخدام قوة أكبر، مما يضغط على الجزء بإحكام في القالب. وهذا يقلل من الارتداد الزنبركي مقارنةً بالثني الهوائي.
يساعد أيضًا ضبط عرض فتحة القالب ونصف قطر المثقاب. يقلل القالب الأكثر إحكامًا واللكمة الأكثر حدة من مساحة استرداد المرونة. محاذاة الأداة وتآكلها مهمان أيضًا - يمكن أن تؤدي الأدوات التالفة إلى تفاقم الارتداد النابض.
المعالجة الحرارية وطرق تخفيف الضغط النفسي والتوتر
تستجيب بعض المعادن بشكل جيد لتخفيف الضغط. بعد التشكيل، يمكن أن يؤدي تسخين الجزء إلى تخفيف الضغوط الداخلية وتثبيت الشكل. وهذا أمر شائع في أجزاء الفولاذ المقاوم للصدأ والتيتانيوم.
بالنسبة للتطبيقات الدقيقة، يمكن أن يؤدي تلدين المعدن قبل التشكيل إلى تقليل الارتداد الزنبركي. ولكن هذه الخطوة تستغرق وقتًا إضافيًا وتكلفة إضافية، لذلك يتم استخدامها بشكل أساسي عندما تكون التفاوتات الضيقة حرجة.
خاتمة
يُعد الارتداد النابض جزءًا طبيعيًا من عملية تشكيل الصفائح المعدنية. تلعب عوامل مثل قوة المواد، ونصف قطر الانحناء، والأدوات، وطريقة التشكيل دورًا في ذلك. من خلال فهم كيفية عمل الارتداد النابض واستخدام الأدوات والزوايا والتقنيات المناسبة، يمكنك تقليل تأثيره.
هل تبحث عن مساعدة في قطع الصفائح المعدنية ذات التفاوتات الضيقة أو النماذج الأولية المخصصة؟ اتصل بنا اليوم لمناقشة مشروعك والحصول على دعم الخبراء من فريقنا الهندسي المتمرس.
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة

الفولاذ المقاوم للصدأ المقاوم لبصمات الأصابع: كيف يعمل، وكيف تختار


