يمثل تصنيع القِطع المعدنية المعقدة ذات التفاصيل المعقدة والتفاوتات الدقيقة تحديات كبيرة. فغالبًا ما تواجه طرق التصنيع الآلي التقليدية صعوبات في التعامل مع المعادن الصلبة والأشكال الهندسية المعقدة، مما يزيد من وقت الإنتاج والتكاليف. تعالج تقنية EDM الغواصة هذه المشاكل من خلال استخدام التفريغ الكهربائي لإزالة المواد، مما يُحدث ثورة في كيفية تصنيع المعادن بدقة.
تتجاوز القدرات التقنية لتقنية EDM الغاطس ما هو أبعد من التصنيع الآلي التقليدي. دعني أشرح لك الجوانب الرائعة لهذه التقنية بالتفصيل - بدءًا من مبادئ عملها الأساسية إلى التطبيقات الواقعية التي توضح دقتها الرائعة.
ما هو الغطاس EDM؟
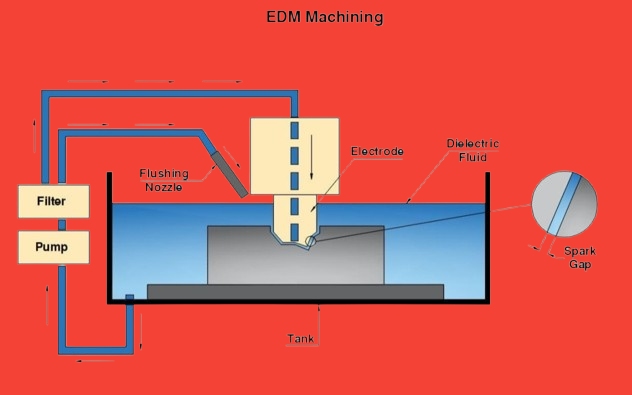
تُعد ماكينة التفريغ الكهربائي بالتفريغ الكهربائي (Sinker EDM) عملية تصنيع عالية التخصص مصممة لإنشاء تجاويف عمياء دقيقة في المواد الموصلة من خلال الشرارات الكهربائية. في هذه العملية، يتم إنزال قطب كهربائي على شكل مخصص أو "إغراقه" تدريجياً في سائل عازل مع الحفاظ على فجوة صغيرة بينه وبين قطعة العمل، ولا يتم أبداً إجراء اتصال مباشر.
وهي تطبق جهدًا عاليًا بين القطب الكهربائي وقطعة العمل لإنتاج شرارة كهربائية محكومة في الفجوة. تنتج هذه الشرارات حرارة موضعية مكثفة تعمل على تآكل المادة بدقة. تُعرف أيضاً باسم EDM الكبش EDM أو EDM التجويفي أو EDM الحجمي أو EDM الغاطس EDM، وهذه التقنية ثمينة للتصنيع:
- قوالب حقن البلاستيك
- أنواع مختلفة من القوالب
- الأجزاء الحساسة التي لا يمكنها التعامل مع قوى القطع التقليدية
إن قدرة ماكينة EDM الغاطسة على الماكينة بدون تلامس مادي تجعلها مثالية للتطبيقات التي تتطلب دقة استثنائية وإزالة المواد برفق، خاصةً في الصناعات التي قد تتسبب طرق القطع التقليدية في إتلاف المكونات الحساسة.
كيف تعمل الماكينة EDM الغاطسة?
تعتمد العملية على التفريغ الكهربائي المتحكم فيه لإزالة المواد بدقة متناهية. يغطي هذا القسم الميكانيكا الأساسية ومكونات الماكينة الرئيسية واعتبارات المواد التي تجعل من التفريغ الكهربائي الغاطس بالسنكر EDM حلاً فعالاً للتصنيع.
المبادئ الأساسية للتفريغ الآلي بالتفريغ الكهربائي
تشكل القوانين الفيزيائية للتفريغ الكهربائي أساس تقنية EDM. تخلق هذه المبادئ نتائج متوقعة وقابلة للتكرار في إزالة المعادن.
لا يحدث تلامس مباشر بين الأداة وقطعة العمل. وبدلاً من ذلك، تفصل بينهما فجوة تبلغ 0.0008-0.012 بوصة. تقوم الماكينة بتوليد نبضات جهد عبر هذه الفجوة، عادةً ما تتراوح بين 20 و120 فولت.
وبمجرد أن يرتفع الجهد بما فيه الكفاية، فإنه يؤين السائل العازل، مما يخلق قناة بلازما لتدفق التيار. وتولد الشرارة الناتجة درجات حرارة تصل إلى 18000 درجة فهرنهايت (10000 درجة مئوية). تعمل هذه الحرارة الشديدة على إذابة وتبخير أجزاء صغيرة من كل من قطعة العمل والقطب الكهربائي.
المكونات الحرجة لماكينات EDM الغاطسة
تجمع أنظمة EDM الغاطس الحديثة بين عدة أنظمة فرعية متخصصة. يلعب كل منها دوراً حاسماً في تحقيق نتائج دقيقة.
يوفر مزود الطاقة نبضات تيار مستمر يتم التحكم فيها. يمكن للوحدات المتقدمة توليد ملايين الشرارات الموقوتة بدقة في الثانية. يحمل رأس الماكينة القطب الكهربائي ويحركه بدقة على مستوى الميكرون.
يحافظ نظام الترشيح والتبريد على نظافة السائل العازل. وهذا يزيل الحطام وينظم درجة الحرارة. تقوم أدوات التحكم بالكمبيوتر بمراقبة وضبط عشرات المعلمات في الوقت الحقيقي.
مادة وتصميم القطب الكهربائي
يحدد شكل القطب هندسة التجويف النهائي. يؤثر اختيار المواد على كل من سرعة التصنيع ودقته.
يتصدر الجرافيت في مواد الأقطاب الكهربائية بسبب:
- الموصلية الحرارية العالية
- قابلية جيدة للتشغيل الآلي
- معدل تآكل منخفض
- الفعالية من حيث التكلفة
توفر أقطاب النحاس الكهربائي النحاسية:
- أحسن صقل الأسطح
- دقة أعلى
- عمر أطول للأداة في تطبيقات محددة
السائل العازل ودوره
يخدم السائل عدة وظائف هامة في عملية EDM:
- يعزل حتى يصل الجهد إلى نقطة التأين
- التخلص من الحطام
- يبرد منطقة العمل
- يركز طاقة الشرارة
تستخدم معظم المتاجر إما الزيت الهيدروكربوني أو الماء منزوع الأيونات. يقدم كل منهما مزايا محددة لتطبيقات مختلفة.
قطعة العمل توافق المواد
يمكن أن تخضع أي مادة موصلة للكهرباء للتشغيل الآلي EDM. وتشمل المواد الشائعة ما يلي:
- فولاذ الأدوات
- كربيد
- التيتانيوم
- إنكونيل
- الألومنيوم
- سبائك النحاس
تؤثر خصائص المواد على معلمات التشغيل الآلي والنتائج التي يمكن تحقيقها. تشمل العوامل ما يلي:
- التوصيل الكهربائي
- الخواص الحرارية
- نقطة الانصهار
- البنية المجهرية
عملية Sinker EDM
تتضمن عملية EDM الغاطسة سلسلة من الخطوات المنهجية التي تعتمد على بعضها البعض لإنشاء مكونات دقيقة. تتطلب كل مرحلة خبرة فنية محددة والاهتمام بالتفاصيل لتحقيق أفضل النتائج.
الإعداد والتحضير
يشكل الإعداد السليم المرحلة الأولى الحرجة من التشغيل الآلي EDM. تتطلب قطعة العمل تركيبًا آمنًا على قاعدة تركيبات نظيفة ومعايرة. يحتاج نظام العزل الكهربائي إلى سائل طازج وترشيح مناسب للحفاظ على ظروف قطع متسقة.
تتضمن معايرة الماكينة سبرًا رقميًا دقيقًا لتحديد النقاط المرجعية. تعمل هذه الإحداثيات كأساس لجميع عمليات التصنيع اللاحقة. تساعد أنظمة مراقبة درجة الحرارة في الحفاظ على ثبات الأبعاد طوال العملية.
إنشاء القطب الكهربائي واختياره
تقود أنظمة CAD/CAM الحديثة مرحلة تصميم القطب الكهربائي. يقوم المهندسون بتحليل هندسة القِطع لتحديد الأشكال المثلى للإلكترود واستراتيجيات القطع. يأخذ اختيار المواد في الاعتبار مقاومة التآكل والتوصيل وتعقيد التشغيل الآلي.
غالبًا ما يتطلب الإنتاج مجموعات أقطاب متعددة. تعمل أقطاب التخشين على إزالة المواد السائبة بينما تعمل أقطاب التشطيب على إنشاء مواصفات السطح النهائية. تتحقق مراقبة الجودة من صحة كل قطب كهربائي قبل بدء الإنتاج.
القطع الخشن مقابل القطع النهائي
تركز عمليات التخشين الأولية على إزالة المواد بكفاءة. تخلق إعدادات الطاقة الأعلى فجوات تفريغ أكبر لمعدلات قطع أسرع، وتتكيف العملية باستمرار مع ظروف التجويف المتغيرة.
تستخدم عمليات التشطيب إعدادات طاقة منخفضة وتفاوتات تفاوتات أكثر دقة. تنتج هذه المعلمات جودة سطح ودقة أبعاد فائقة. تؤدي أزمنة الدورات الممتدة أثناء التشطيب إلى نتائج استثنائية.

القطع الزائد، وتآكل الأداة، ومعدل إزالة المواد في EDM
يتضمن التصنيع الآلي باستخدام EDM العديد من المعلمات التقنية التي تؤثر على جودة الجزء النهائي. هناك ثلاثة جوانب مهمة تشكل نتائج العملية: خصائص القطع الزائد، وأنماط تآكل القطب الكهربائي، ومعدلات إزالة المواد. يساعد فهم هذه العوامل على تحسين معلمات التشغيل الآلي.
خصائص القطع الزائد
يشير قياس القطع الزائد إلى مقدار تجاوز التجويف الميكانيكي لأبعاد القطب الكهربائي. يُحدث التفريغ الكهربائي فجوة صغيرة بين القطب الكهربائي وجدران الشُّغْلة، وتقاس عادةً بمئات من المليمتر.
يضع مهندسو EDM عامل القطع الزائد في حسابات تصميم القطب الكهربائي. تعوض أبعاد الأداة عن هذا التكرار الطبيعي. تتضمن أنظمة CAD/CAM المتقدمة قيم القطع الزائد عند إنشاء هندسة القطب الكهربائي. يضمن هذا النهج الاستباقي استيفاء أبعاد التجويف النهائي للمواصفات.
أنماط تآكل الأدوات
يحدث تآكل القطب الكهربائي أثناء عملية EDM بسبب التفريغ الكهربائي عالي الحرارة. يتم التعبير عن هذه العلاقة كنسبة بين مادة قطعة العمل التي تمت إزالتها ومادة القطب المتآكلة. تقلل مواد الإلكترود الحديثة من هذا التأثير.
يُعد الجرافيت مادة قطب كهربائي مفضلة بسبب مقاومته الفائقة للتآكل. وتتعامل خواصه الحرارية الممتازة بفعالية مع التفريغات عالية الحرارة، وتحافظ المادة على ثبات هندسي خلال دورات التصنيع الممتدة.
التحكم في معدل إزالة المواد
تسمح عملية EDM بالتحكم الدقيق في معدلات إزالة المواد من خلال معلمتين رئيسيتين: تيار التفريغ والتردد. وتتبع هذه العلاقة معادلة علمية:
رالسيد(مم³/ث) =K×I/ت م
حيث يمثل K ثابت التناسب (664 بوحدات النظام الدولي للوحدات)، ويشير I إلى التيار المزود، ويشير Tm إلى نقطة انصهار قطعة العمل.
تزيد تيارات التفريغ الأعلى من معدلات إزالة المواد ولكنها تؤثر على تشطيب السطح. تعمل إعدادات التردد المتزايدة على تحسين جودة السطح بمعدلات إزالة أقل. يوازن المهندسون بين هذه المعلمات بناءً على متطلبات المشروع.
فوائد ومحددات التصنيع باستخدام EDM الغاطس بالقطع الكهربائي الغاطس
يتطلب اتخاذ قرارات مستنيرة بشأن طرق التصنيع الآلي الموازنة بين نقاط قوتها مقابل معوقاتها. يفحص هذا القسم المواضع التي تتفوق فيها ماكينة EDM الغاطسة وأين يمكن أن تخدم العمليات الأخرى بشكل أفضل.
مزايا الآلة EDM الغاطسة
تفتح الماكينة EDM الغاطسة إمكانيات جديدة في التصنيع الدقيق من خلال قدراتها الفريدة.
الهندسة الداخلية المعقدة
- إنشاء زوايا داخلية حادة مستحيل باستخدام الأدوات الدوارة
- ماكينات التجاويف العميقة ذات الجدران المستقيمة
- إنتاج أشكال ثلاثية الأبعاد معقدة في عملية واحدة
تنوع المواد
- تقطع أي مادة موصلة بغض النظر عن صلابتها
- يعمل بشكل متساوٍ على الفولاذ الطري أو الصلب المقوى
- معالجة السبائك الغريبة مثل الإينكونيل والتيتانيوم
الدقة والجودة
- تحقيق تفاوتات تفاوت ± 0.0001 بوصة
- إنتاج تشطيبات سطحية تشبه المرآة
- لا يترك نتوءات أو الإجهاد الميكانيكي
مزايا الإنتاج
- يعمل دون مراقبة لساعات طويلة
- يتطلب الحد الأدنى من تدخل المشغل
- الحفاظ على جودة متسقة عبر عمليات الإنتاج
حدود التصنيع الآلي باستخدام EDM الغاطس الكهربائي الغاطس
كل عملية تصنيع لها قيود. فيما يلي العوامل الحيوية التي يجب مراعاتها في عملية التصنيع الآلي بالرشاشات الغاطسة:
اعتبارات السرعة
- إزالة المواد أبطأ من الطحن التقليدي
- أزمنة دورة ممتدة للتجويفات العميقة
- إعداد القطب الكهربائي يضيف إلى الوقت المستغرق
عوامل التكلفة
- استثمار أعلى في المعدات
- نفقات تصنيع القطب الكهربائي
- متطلبات الصيانة الدورية
القيود التقنية
- تقتصر على المواد الموصلة
- يؤثر تآكل القطب الكهربائي على الدقة
- تغيرات معادن الطبقة السطحية
متطلبات العملية
- يتطلب برمجة ماهرة
- يحتاج إلى محاذاة قطب كهربائي دقيق
- يتطلب سائل عازل كهربائي نظيف

تطبيقات الآلة EDM الغاطسة
تخدم ماكينة EDM الغاطسة أدوارًا مهمة في العديد من الصناعات، بدءًا من أجزاء المحركات عالية الأداء إلى الأجهزة الطبية المنقذة للحياة. يستكشف هذا القسم تطبيقات العالم الحقيقي حيث الدقة والجودة غير قابلة للتفاوض.
صناعة الطيران
تتطلب مكونات الفضاء الجوي دقة وموثوقية استثنائية. تلبي ماكينة EDM الغاطسة هذه المتطلبات الصارمة بشكل مباشر.
مكونات التوربينات
- فتحات التبريد في شفرات التوربينات
- الممرات الداخلية المعقدة
- معالجة السبائك المقاومة للحرارة
العناصر الهيكلية
- تصنيع قوس التيتانيوم
- مكونات معدات الهبوط
- أجزاء النظام الهيدروليكي
قطاع السيارات
تعتمد السيارات الحديثة على القِطع المصممة بدقة والتي تتفوق شركة Sinker EDM في إنتاجها.
مكونات المحرك
- فوهات حاقن الوقود
- أجزاء ناقل الحركة
- مقاعد الصمامات والموجهات
تطبيقات الأدوات
- تجاويف قوالب الحقن
- ختم مكونات قالب الختم
- قوالب البثق
تصنيع الأجهزة الطبية
يتطلب المجال الطبي مكونات فائقة الدقة بخصائص مواد محددة.
الأدوات الجراحية
- أدوات التنظير المفصلي
- قوالب الزرع المخصصة
- الأجهزة الجراحية الدقيقة
تصنيع الزرع
- قطع غيار المفاصل البديلة
- مكونات اندماج العمود الفقري
- أدوات زراعة الأسنان
آلة EDM الغاطسة مقابل آلة EDM السلكية: مقارنة الاختلافات بينهما
تخدم كلتا تقنيتي EDM أغراضاً متميزة في التصنيع الحديث. تجلب كل طريقة مزايا تقنية محددة لتحديات التصنيع المختلفة.
الاختلافات التقنية
يستخدم EDM الغاطس EDM أقطاباً كهربائية على شكل أقطاب لإنشاء تجاويف ثلاثية الأبعاد. يغوص القطب الكهربائي في قطعة العمل، مما يؤدي إلى إنشاء ميزات داخلية معقدة. تتفوق هذه العملية في إنتاج تجاويف القوالب التفصيلية والأشكال الهندسية الداخلية المعقدة.
تعمل ماكينة EDM السلكية بسلك معدني متحرك باستمرار. يعمل السلك كأداة قطع تتحرك عبر قطعة العمل مثل المنشار الشريطي. تُنشئ هذه التقنية مقاطع جانبية دقيقة ثنائية الأبعاد وقطعاً ثنائية الأبعاد في المواد الموصلة.
اعتبارات الإنتاج
تتطلب ماكينة EDM الغاطسة تصنيع قطب كهربائي مخصص لكل شكل تجويف فريد. يشمل وقت الإعداد إنتاج القطب الكهربائي وتحديد المواقع بدقة. يوفر الاستثمار قدرة لا مثيل لها للسمات الداخلية المعقدة.
توفر الماكينة EDM السلكية أوقات إعداد أسرع للقِطع الجديدة. تقلل مواد الأسلاك القياسية من تكاليف الأدوات. توفر العملية تحسينًا ممتازًا للمواد من خلال تخطيطات القِطع المتداخلة. تختلف سرعة الإنتاج باختلاف سُمك المواد ومتطلبات السطح.
خاتمة
توفر تقنية EDM الغاطس EDM حلاً متيناً للتصنيع الآلي الدقيق للمعادن. تجمع هذه العملية بين التحكم الكهربائي المتطور والدقة الميكانيكية لتحقيق نتائج استثنائية. يعتمد المصنعون في جميع أنحاء العالم على هذه التقنية لإنشاء مكونات معقدة بدقة فائقة.
هل تحتاج إلى خدمات EDM دقيقة لمشروعك القادم؟ يقدم فريق الخبراء لدينا في Shengen نتائج عالية الجودة بدءًا من النماذج الأولية وحتى الإنتاج. اتصل بنا اليوم للحصول على عرض أسعار سريع!
الأسئلة الشائعة
ما هي المواد التي يمكن تشكيلها آلياً باستخدام EDM الغاطس؟
يعالج EDM الغاطس أي مادة موصلة للكهرباء. يستجيب فولاذ الأدوات والكربيدات والسبائك عالية الحرارة بشكل جيد للتشغيل الآلي باستخدام EDM. لا يمثل التيتانيوم والسبائك الفضائية الغريبة أي صعوبة. لا تؤثر صلابة المواد على قدرة القطع.
هل يمكن استخدام الغطاس EDM في الإنتاج واسع النطاق؟
يناسب جهاز EDM الغاطس الكهربائي الغاطس كلاهما النموذج المبدئي وبيئات الإنتاج. تتيح الأنظمة الآلية دورات تشغيل على مدار الساعة طوال أيام الأسبوع. أقطاب كهربائية متعددة تحافظ على الاتساق عبر عمليات التشغيل الطويلة. توفر أدوات التحكم الحديثة مراقبة ممتازة للعملية. تتوسع التكنولوجيا بفعالية مع التخطيط السليم للإنتاج.
ما هي أفضل طريقة لاختيار ماكينة EDM الغاطسة التي تناسب احتياجاتي ومتطلباتي؟
حلل الأشكال الهندسية النموذجية للقطع ومتطلبات الحجم. ضع في اعتبارك مواصفات الدقة المطلوبة. تقييم أحجام الإنتاج المخطط لها. مراجعة مساحة العمل المتاحة ومتطلبات المنشأة - ضع في اعتبارك احتياجات تدريب المشغلين ودعم الصيانة.
اتصل بموردي معدات EDM المؤهلين للحصول على تقييمات مفصلة. طلب قطع اختبار على عينات من القِطع. مراجعة بيانات الأداء الفعلي من تطبيقات مماثلة. النظر في إجمالي تكاليف الملكية، بما في ذلك المواد الاستهلاكية والصيانة.
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة

الفولاذ المقاوم للصدأ المقاوم لبصمات الأصابع: كيف يعمل، وكيف تختار


