عندما تكون الثقوب أو الانحناءات أو النقوش قريبة جدًا من بعضها البعض، تنخفض جودة التشكيل بسرعة. لا يمكن أن يتمدد المعدن بشكل متساوٍ، مما يؤدي إلى حدوث شقوق أو تجاعيد أو أشكال مشوهة. تزيد هذه المشكلات من الخردة، وتؤدي إلى تآكل الأدوات بشكل أسرع، وتبطئ الإنتاج. وفي معظم الأحيان، يكون السبب هو ضعف التباعد في مرحلة التصميم.
يبدأ التشكيل الموثوق به بالتباعد المناسب. يسمح الحفاظ على مسافة كافية بين الملامح بتدفق المعدن بحرية. ويقلل من الإجهاد ويساعد على الحفاظ على هندسة القِطع متسقة. كما أن التباعد الجيد يحمي الأدوات ويحسن قابلية التكرار ويقلل من تكاليف الإنتاج.
يُحدث التصميم باستخدام التباعد الصحيح الفرق بين العملية السلسة والعملية المحفوفة بالمخاطر. لنلقِ نظرة على كيفية عمل التباعد ولماذا هو مهم في كل تصميم للصفائح المعدنية.

أساسيات تقارب السمات في تصميم الصفائح المعدنية
تقارب السمات يعني المسافة بين السمات مثل الثقوب أو الانحناءات أو النقوش أو القواطع على جزء اللوح المعدني. تؤثر هذه المسافة بشكل مباشر على سلوك المادة أثناء التشكيل. عندما تكون السمات قريبة جدًا من بعضها البعض، يتراكم الإجهاد، مما يؤدي إلى حدوث تشققات أو تمدد غير متساوٍ.
التعريف والوظيفة
تتحكم خاصية التقارب في الثبات الميكانيكي. يحافظ التباعد المناسب على قوة الجزء ويقلل من التشوه. على سبيل المثال، إذا كان ثقبان قريبان جدًا من يلويكلاهما يسحبان من نفس المنطقة من المادة أثناء التشكيل. يمكن أن يتسبب ذلك في حدوث تمزق أو استطالة حول الثقوب. مع التباعد الصحيح، تحدث كل خطوة تشكيل دون تداخل.
تأثير خواص المواد
تحدد خصائص المواد مدى تباعد السمات عن بعضها البعض.
- اللدونة: المعادن اللينة مثل الألومنيوم يمكن أن تتمدد أكثر، مما يسمح بتخطيطات أكثر إحكامًا. أما الفولاذ المقاوم للصدأ فهو أكثر صلابة وأقل قابلية للسحب، لذا فهو يتطلب مسافات أكبر.
- اتجاه الحبوب: يؤثر اتجاه حبيبات المعدن على كيفية تمدده. قد تتشقق السمات الموضوعة على طول التعريق بشكل أسرع. بينما يؤدي وضعها عبر التعريق إلى توزيع الضغط بشكل متساوٍ.
- سماكة: الصفائح السميكة تقاوم الانحناء والتمدد أكثر. تحتاج إلى مسافات أوسع لتجنب الإجهاد المركز.
| المواد | ليونة | مسافات الثقب إلى الانحناء الموصى بها | الملاحظات |
|---|---|---|---|
| ألومنيوم (5052/6061) | عالي | 1.5 طن - 2 طن | يسمح بتخطيطات أكثر إحكاماً |
| الفولاذ الطري (SPCC) | متوسط | 1.5 طن - 2.5 طن | يعمل للتطبيقات العامة |
| الفولاذ المقاوم للصدأ (304/316) | قليل | 2 ت - 3 ت | يحتاج إلى مسافات وأنصاف أقطار أوسع |
أنواع الميزات الشائعة وتفاعلها
بمجرد فهم معنى التقارب، فإن الخطوة التالية هي فهم كيفية تفاعل السمات المختلفة أثناء التكوين. يتعامل كل نوع من السمات مع الإجهاد بشكل مختلف، لذلك تتغير قواعد التباعد مع الهندسة.
ثقوب بالقرب من الانحناءات
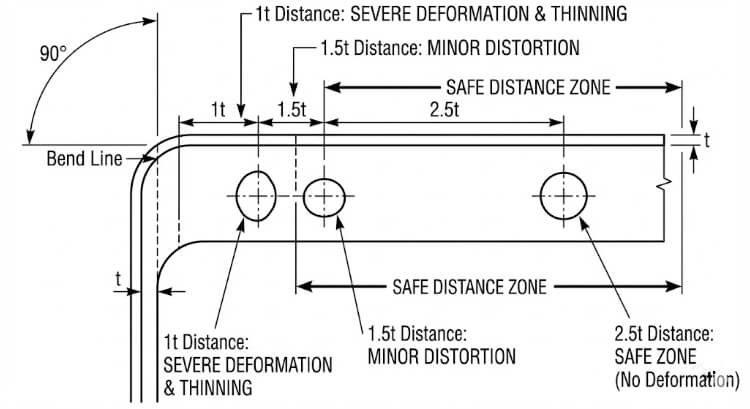
غالبًا ما تتشوه الثقوب الموضوعة بالقرب من الانحناءات. عندما تنحني الصفيحة، تتمدد المنطقة المحيطة بخط الانحناء، مما يؤدي إلى سحب المادة القريبة من الثقب. قد يتسبب ذلك في حدوث تشققات أو تغيير شكل الثقب.
لمنع ذلك، أبقِ الثقوب على بعد 1.5 طن إلى 2.5 طن على الأقل من خط الانحناء. بالنسبة للفولاذ المقاوم للصدأ أو المواد عالية القوة، قم بزيادة ذلك إلى 3 طن. يدعم دليل SAE J2550 الإرشادي SAE J2550 هذه القيم، موضحًا أنها تساعد في الحفاظ على شكل الثقب أثناء الانحناءات بزاوية 90 درجة.
النقوش والفتحات بالقرب من الحواف
النقوش و اللوفرات تجعل الصفيحة أقوى ولكنها تقيد تدفق المعدن. إذا كانت قريبة جدًا من الحافة، يتراكم الضغط، مما يؤدي إلى تشقق الحافة أو التواءها.
احتفظ بخلوص 3 طن على الأقل من أقرب حافة. للنقوش الأعمق أو الفتحات الأعمق، قم بالتمديد إلى 4 طن. هذا التباعد يحافظ على الحواف مسطحة وخالية من التشويه بعد التشكيل.
علامات التبويب والقواطع المشكلة
تغير علامات التبويب والقواطع كيفية تحرك المادة أثناء الثني. عند وضعها قريبة جدًا من بعضها البعض، تتمدد الصفيحة بشكل غير متساوٍ. يؤدي ذلك إلى ضعف جودة الانحناء وعدم اتساق الزوايا.
أبقِ الألسنة على مسافة 1 طن على الأقل و1.5 طن من الثقوب أو الانحناءات. وهذا يسمح بضغط متوازن وتشكيل سلس أثناء الإنتاج والتجميع.
قيود هندسة التصميم وتأثيراتها
تؤثر هندسة السمات على كيفية تحرك الضغط خلال المعدن أثناء التشكيل. يساعد اتباع قواعد التباعد المناسبة المصممين على التنبؤ بسلوك التشكيل بدقة أكبر.
إرشادات الحد الأدنى للمسافة
غالبًا ما تعبر معايير الصناعة عن التباعد كمضاعف لسمك الصفيحة (t). يوضح الجدول أدناه التوصيات العامة:
| نوع العملية | علاقة الميزة | المسافة الموصى بها | تعليقات |
|---|---|---|---|
| الانحناء | خط الثقب إلى خط الانحناء | 1.5 طن - 2.5 طن | قاعدة التصميم المشترك |
| قطع الحافة | من الفتحة إلى الحافة | ≥ 1.0t | يمنع تمزق الحواف |
| نقش/كوة إلى الحافة | 3ط - 4ط | يحافظ على التسطيح | |
| الرسم العميق | ميزة إلى ميزة | ≥ 5t | يتجنب مشاكل الترقق |
| سك | ميزة إلى ميزة | ≥ 2t | يقلل من إجهاد الأداة |
هذه هي نقاط البداية. تعتمد المسافات الدقيقة على عوامل مثل قوة المادة وزاوية الانحناء ودقة الأدوات.
نصف قطر الانحناء وتفاعل الميزة
الداخل نصف قطر الانحناء يؤثر أيضًا على مدى قرب السمات من بعضها البعض. يزيد نصف القطر الأصغر من الضغط عند الانحناء. إذا كان الثقب قريبًا جدًا، فقد يتشقق أو يتشوه.
أبقِ الثقوب على الأقل 1.5×× نصف قطر الانحناء بعيداً عن الانحناء. بالنسبة للمواد الأكثر صلابة مثل الفولاذ المقاوم للصدأ، قم بزيادة نصف القطر إلى 2×. تساعد أنصاف الأقطار الأكبر على توزيع الإجهاد بشكل متساوٍ وتحسين اتساق الجزء.
عندما تكون المسافات ونصف القطر متوازنة بشكل جيد، تنحني المادة بسلاسة، مما يقلل من سبرينجباكوالالتواء وإعادة العمل.
اعتبارات الأدوات والعمليات
إن الطريقة التي تتفاعل بها القوالب واللكمات وأدوات الضغط تحد بشكل مباشر من مدى قرب الملامح التي يمكن وضعها. قد يؤدي سوء وصول الأدوات أو تداخلها إلى تلف حتى أفضل الأجزاء المصممة.
خلوص القالب والوصول إلى الأدوات
يحتاج كل ثقب وقالب إلى مساحة كافية للعمل بأمان. عندما تكون الثقوب أو علامات التبويب أو النقوش قريبة جدًا من بعضها البعض، قد تتداخل مسارات أدواتها. يمكن أن يتسبب ذلك في حدوث خدوش أو نتوءات أو كسر الأداة.
لمنع هذه المشاكل
- احتفظ بخلوص 1 طن على الأقل بين الملامح التي تشترك في نفس مسار الأداة.
- بالنسبة للقوالب المركبة أو المتدرجة، قم بزيادة الفجوة إلى 2 ت - 3 ت لتجنب التداخل بين الأشواط.
- بالنسبة للأشكال العميقة أو متعددة الخطوات، قم بإجراء محاكاة للأدوات قبل قطع فولاذ الأداة.
يعد الوصول إلى القالب أمرًا بالغ الأهمية في عمليات مكابح الكبس والقالب التدريجي. في المكابح الكبسية، يمكن أن تمنع المسافات الضيقة أنف المثقاب من التركيب بشكل صحيح بين المناطق المشكلة. في القالب التدريجي، قد تصطدم اللكمات المختلفة بمناطق متداخلة إذا كان التصميم مضغوطًا للغاية. يساعد استخدام التحقق من صحة التصميم بمساعدة الحاسوب ثلاثي الأبعاد على اكتشاف هذه المشكلات مبكرًا ويمنع إعادة صياغة الأدوات المكلفة.
تسلسل التشكيل والانبثاق
يؤثر ترتيب تنفيذ خطوات التشكيل على الدقة النهائية. عندما تكون الملامح قريبة من بعضها البعض، يمكن أن يؤدي ثني منطقة واحدة إلى تشويه المنطقة الأخرى. على سبيل المثال، يمكن أن يؤدي تشكيل شفة بالقرب من فتحة إلى تسطيح أو إزاحة ارتفاع الفتحة.
اتبع تسلسل التشكيل المنطقي:
- شكّل الأشكال أو النقوش العميقة أولاً.
- قم بإجراء الانحناءات بعد ذلك.
- الانتهاء من التشذيب والثقب.
يقلل هذا التسلسل من انتقال الضغط بين الملامح.
الارتداد هو عامل آخر يجب مراقبته. بعد الانحناء، تميل الصفيحة إلى الارتداد إلى حالتها المسطحة. وكلما كانت الملامح أقرب، كلما زاد تأثير الارتداد الزنبركي على المناطق المجاورة.
تتضمن طرق التحكم في الارتداد الربيعي ما يلي:
- زيادة نصف قطر الانحناء.
- إضافة خطوة إعادة الضبط أو خطوة صك لتثبيت الشكل الهندسي.
- ضبط تباعد الميزات لتقليل التفاعل بين المناطق.
يساعد استخدام المحاكاة للتنبؤ والتعويض عن الارتداد الزنبركي في الحفاظ على زوايا ثابتة وهندسة نظيفة في أجزاء الإنتاج.
طرق المحاكاة والتحقق من الصحة
قبل الإنتاج الضخم، تؤكد عمليات المحاكاة والاختبارات ما إذا كانت قواعد التباعد آمنة. تربط خطوات التحقق هذه بين نظرية التصميم وسلوك التشكيل في العالم الحقيقي.
تحليل العناصر المحدودة (FEA) في اختبار القرب
تتيح FEA للمهندسين رؤية كيفية تحرك الإجهاد والإجهاد خلال المعدن أثناء التشكيل. عندما تكون الملامح قريبة جدًا من بعضها البعض، تتشكل مناطق عالية الإجهاد - عادةً في نفس الأماكن التي تتشكل فيها الشقوق أو التجاعيد لاحقًا.
يمكن لبرمجيات مثل AutoForm وABAQUS وABAQUS وANSYS نمذجة هذه التأثيرات بدقة. فهي توضح كيف تؤثر التغييرات في التباعد أو نصف قطر الانحناء أو نوع المادة على الترقق والانبثاق.
تشمل النتائج الرئيسية من FEA ما يلي:
- خرائط توزيع السُمك: تبين أين يمكن أن تكون المادة رقيقة للغاية.
- مخططات حد التشكيل (FLD) تشير إلى مستويات الإجهاد التي يحدث عندها التمزق.
- مخططات كفاف الإجهاد: تسليط الضوء على المناطق ذات الضغط العالي بالقرب من الثقوب أو النقوش.

اختبار النموذج الأولي والتعديلات
حتى مع المحاكاة التفصيلية، لا تزال تجارب التشكيل الحقيقية ضرورية. تكشف النماذج الأولية كيف تتصرف المادة الفعلية في ظل ظروف الضغط الحقيقية، بما في ذلك الاحتكاك وتآكل الأداة والتشحيم.
أثناء الاختبار، يتحقق المهندسون من
- شكل الفتحة ودقة الموضع.
- اتساق زاوية الانحناء ونصف القطر.
- ترقق السطح أو تجعده بالقرب من الملامح المشكلة.
إذا ظهرت مشاكل، يتم تعديل المسافات أو نصف القطر. تجمع العملية النموذجية بين نتائج FEA وبيانات التجربة المادية. بمجرد محاذاة كليهما، يصبح التصميم جاهزًا للإنتاج الكامل.
استراتيجيات تحسين التصميم
بعد التأكد من التباعد الآمن، فإن الخطوة التالية هي تحسين التصميم من حيث الأداء والمظهر.
الموازنة بين الجماليات وقابلية التصنيع
يقوم المصممون أحيانًا بتقليل المسافات من أجل تخطيطات مضغوطة أو متناسقة بصريًا. على الرغم من أن ذلك يبدو أنظف، إلا أنه قد يسبب مشاكل في التشكيل مثل التشويه أو التشقق.
أفضل طريقة هي التعديل الانتقائي. يمكن أن تؤدي زيادة التباعد ولو بمقدار 0.5 طن في المناطق الرئيسية إلى منع حدوث مشاكل مع الحفاظ على الشكل العام دون تغيير. يساعد إشراك مهندسي الأدوات في وقت مبكر على إيجاد نقاط التوازن هذه قبل بدء الإنتاج.
يضمن العمل الجماعي الوثيق بين التصميم والتصنيع الحفاظ على كل من الجماليات والكفاءة.
توحيد المعايير ومكتبات المعرفة
يعمل إنشاء مكتبات قواعد القرب الداخلية على تحسين الاتساق. تسجل قواعد البيانات هذه النسب المثبتة لكل مادة ومعالجة، إلى جانب ملاحظات من تجربة الإنتاج.
| المواد | ثقب الانحناء | نقش الحافة | تبويب-تبويب | المصدر |
|---|---|---|---|---|
| الألومنيوم 5052 | 1.5 طن - 2 طن | 3t | 1t | بيانات الاختبار الداخلي |
| الفولاذ الطري SPCC | 2t | 3.5t | 1.5t | ملاحظات الإنتاج |
| الفولاذ المقاوم للصدأ 304 | 2.5 ت - 3 ت | 4t | 1.5t | التحقق من صحة الأدوات |
وتقلل هذه المراجع من وقت التصميم، وتمنع تكرار الأخطاء، وتساعد في الحفاظ على جودة تشكيل متسقة عبر المشاريع. وبمرور الوقت، تؤدي قاعدة المعرفة المشتركة هذه إلى تصميمات أفضل، وتكاليف أدوات أقل، وعمليات إنتاج أكثر سلاسة.
أخطاء التصميم الشائعة وكيفية تجنبها
حتى المصممين المهرة يتجاهلون أحيانًا قواعد التباعد. قد تبدو هذه الأخطاء طفيفة على الرسم، ولكنها غالبًا ما تتسبب في فشل التشكيل لاحقًا. إن تحديدها مبكرًا يمنع الهدر وتآكل الأدوات وتأخير الإنتاج.
تجاهل اتجاه الحبوب وتدفق المواد
الخطأ المتكرر هو نسيان اتجاه حبيبات المادة. أثناء الدرفلة، تصطف حبيبات المعدن في اتجاه واحد، مما يؤثر على كيفية تمدد الصفيحة وانحنائها.
عندما يتم وضع ثقوب أو فتحات أو نقوش على طول التعرّب، غالبًا ما تتشكل الشقوق أثناء الثني أو السحب. يتمدد المعدن بسهولة أكبر على طول الحبيبات ولكنه يقاوم التمدد عبرها، مما يخلق مناطق ضعيفة. وتكون هذه المشكلة أكثر وضوحًا في الفولاذ المقاوم للصدأ والسبائك عالية القوة ذات الليونة المنخفضة.
أفضل الممارسات:
- ضع الثقوب والفتحات بشكل عمودي على اتجاه الحبيبات عندما يكون ذلك ممكناً.
- قم بتدوير الملامح العميقة، مثل الفتحات أو الأكواب المسحوبة، بحيث تسير عبر الحبيبات.
- بالنسبة للقِطع ذات حدود التشكيل الضيقة، اطلب شهادات مطحنة تحدد اتجاه الحبيبات قبل تخطيط التخطيط.
يساعد التحكم في اتجاه التعريق على تمدد اللوح بشكل متساوٍ، مما يحسّن الدقة وصقل السطح ومقاومة التعب.
تخطيطات مكتظة
الخطأ الآخر هو ضغط الكثير من الميزات في مساحة صغيرة لتوفير المواد أو جعل التصميم مضغوطًا. يحدّ الاكتظاظ من تدفق المعدن أثناء التشكيل، مما يزيد من خطر الالتواء أو التمزق أو التشويه.
على سبيل المثال، في الأجزاء ذات الأقواس، يمكن أن تتطاول الثقوب الموضوعة بالقرب من الانحناءات أثناء تشكيل الحافة. قد تتداخل الفتحات الموضوعة بإحكام شديد أثناء الكبس تاركة علامات سطحية أو حتى تتلف القالب.
استراتيجيات الوقاية:
- تطبيق نسب التباعد بناءً على سُمك الصفيحة (t) ونوع التشكيل.
- استخدم محاكاة FEA أو تجارب العينة لاختبار التخطيطات المعقدة.
- تضمين مراجعة قابلية التصنيع مع مهندسي الأدوات قبل إصدار التصميم.
قد يبدو التصميم المزدحم فعالاً في التصميم بمساعدة الحاسوب، ولكنه غالبًا ما يزيد من إعادة العمل ووقت الفحص والخردة. تنتج التصميمات المتوازنة جودة أفضل وأداء تشكيل أكثر استقرارًا.
خاتمة
يعد اتباع قواعد التباعد المناسبة أحد أكثر الطرق فعالية لضمان ثبات تشكيل الصفائح المعدنية. يسمح التباعد المناسب بتدفق المواد بسلاسة ويمنع التشققات ويحافظ على دقة الأبعاد. كما أنه يحمي الأدوات ويقلل من الخردة ووقت الإعداد وانقطاع الإنتاج.
تضمن المصادقة المبكرة من خلال المحاكاة واختبار النموذج الأولي أداء التصميم بشكل جيد في الظروف الحقيقية. عندما تعمل فرق التصميم والأدوات وفرق الإنتاج معًا، يمكنهم تحديد مخاطر التباعد مبكرًا وتحقيق نتائج تشكيل متسقة مع عدد أقل من المفاجآت.
هل أنت مستعد لتعزيز تصميمك للصفائح المعدنية؟
يمكن لفريقنا الهندسي المساعدة في مراجعة تخطيطاتك من أجل قابلية التصنيع. أرسل رسوماتك أو نماذجك ثلاثية الأبعادوسنتحقق من حدود التباعد ومحاكاة خطوات التشكيل والتوصية بالتحسينات قبل البدء في تصنيع الأدوات.
الأسئلة الشائعة
ماذا يحدث إذا كانت الفتحة قريبة جداً من خط الانحناء؟
قد يتمدد الثقب أو يتشوه أو يتشقق أثناء التشكيل لأن المادة المحيطة بالانحناء تتشوه بشكل غير متساوٍ. يساعد الحفاظ على خلوص 1.5 طن إلى 2.5 طن في الحفاظ على الشكل والقوة.
كيف يمكنني العثور على مسافات آمنة لمادة جديدة؟
ابدأ بالنسب القياسية استنادًا إلى سُمك الصفيحة وقوة الشد، ثم تأكد من النتائج من خلال المحاكاة وتجارب النماذج الأولية.
هل تتغير قواعد التباعد بين الأجزاء المقطوعة بالليزر والأجزاء المثقوبة؟
نعم. تتطلب الأجزاء المثقوبة تباعدًا أكبر لتحمل قوى الصدم ومنع النتوءات أو التشويه. يمكن أن تستخدم القِطع المقطوعة بالليزر مسافات أكثر إحكامًا لأنها لا تنطوي على إجهاد ميكانيكي.
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة

الفولاذ المقاوم للصدأ المقاوم لبصمات الأصابع: كيف يعمل، وكيف تختار


