يختار العديد من الأشخاص طلاء المسحوق لجعل الأجزاء المعدنية أكثر صلابة وأفضل مظهرًا. ومع ذلك، قد لا يفكرون كثيرًا في سماكة الطلاء. إذا كان الطلاء رقيقًا جدًا، فقد يتشقق أو يتآكل بسرعة كبيرة. سميك جدًا، وقد يبدو غير متساوٍ أو يتشقق أو يكلف أكثر من اللازم. يمكن لهذا العامل البسيط أن يغير من مدى استمرار الأجزاء ومظهرها وعملها.
تلعب سماكة طلاء المسحوق دورًا كبيرًا في شكل الأجزاء ودوامها. والآن، دعنا نفصل كيف تؤثر السماكة على الجوانب المختلفة لمشروعك.

ما هي سماكة طلاء المسحوق؟
سمك طلاء المسحوق هو عمق الطلاء المطبق على السطح. ويتم قياسه من أعلى الطلاء إلى سطح الجزء تحته. يتم استخدام هذه الطبقة كمسحوق جاف، ثم يتم معالجتها بالحرارة لتشكيل طبقة نهائية صلبة. تؤثر السماكة على مدى التصاق الطلاء ومقاومة التآكل وحماية الجزء.
تتراوح سماكة طلاء المسحوق المثالي من 2 إلى 5 مل (50-125 ميكرون). وهذا يضمن حماية قوية ومظهرًا سلسًا وعدم وجود مشاكل في الأداء. يمكن أن يؤدي الخروج عن هذا النطاق إلى التشقق أو ضعف الالتصاق أو التكاليف الإضافية.
قد تبدو الطلاءات الرقيقة غير مكتملة أو تتآكل بسرعة، بينما قد تتسبب الطلاءات السميكة في ظهور فقاعات أو تشققات أثناء المعالجة. ولهذا السبب يعد قياس السماكة خطوة أساسية أثناء مراقبة الجودة.
وحدات القياس: الميل والميكرون
تُقاس سماكة طلاء المسحوق عادةً بوحدة مللي أو ميكرون.
- 1 مل = 0.001 بوصة
- 1 ميكرون = 0.001 ملليمتر
في الولايات المتحدة، المللي هو الأكثر شيوعًا في الولايات المتحدة. أما في أوروبا ومناطق أخرى، فإن الميكرون هو المعيار. للمقارنة بينهما:
- 1 مل = 25.4 ميكرون
تعرض معظم مقاييس طلاء المسحوق كلا الوحدتين. يساعد استخدام الوحدة الصحيحة على تجنب الأخطاء أثناء الفحص وإعداد التقارير.
نطاقات السماكة النموذجية حسب نوع التطبيق
تحتاج الأجزاء المختلفة إلى سماكات طلاء مختلفة، اعتمادًا على مكان وكيفية استخدامها:
- الأجزاء الزخرفية الداخلية: 1.5-2.5 ملليمتر (38-63 ميكرون)
- الأجزاء الصناعية العامة:: 2.0-3.5 مل (50-90 ميكرون)
- استخدام السيارات والاستخدام الخارجي: 3.0-5.0 مل (75-125 ميكرون)
- الأجزاء الثقيلة أو البحرية: 5.0-10.0 مل (125-250 ميكرون)
معايير سماكة طلاء المسحوق
توفر المعايير قواعد واضحة لتطبيق وفحص سماكة طلاء المسحوق. فهي تساعد على ضمان تلبية الأجزاء لأهداف الأداء والسلامة.
معايير ASTM
- ASTM D7091 يشرح كيفية قياس سُمك الغشاء الجاف باستخدام مقاييس التيار المغناطيسي والتيار الدوامي.
- ASTM D1186 يركز على الاختبارات غير المدمرة للطلاءات غير المغناطيسية على الركائز المعدنية.
تُستخدم على نطاق واسع في الولايات المتحدة لفحص سماكة الطلاء أثناء الإنتاج والفحص.
معايير الأيزو
- أيزو 2360 يصف طرق قياس سُمك الطلاء باستخدام أجهزة التيار الدوامي على الطلاءات غير الموصلة للكهرباء.
- أيزو 2808 هو معيار عالمي للأسطح المطلية أو المطلية بالمساحيق التي توفر خيارات اختبار السُمك التدميرية وغير التدميرية.
معايير ISO شائعة في العقود الدولية وتساعد على مواءمة الجودة عبر الحدود.
معايير EN
- EN 13523 تشمل أجزاء متعددة تغطي طرق اختبار المعادن المغلفة باللفائف.
- وغالباً ما تُستخدم في أوروبا في تطبيقات البناء والأجهزة والنقل.
شهادات الصناعة
تستخدم بعض الصناعات برامجها إلى جانب المعايير العالمية:
- كواليكوات (الهندسة المعمارية): يتطلب سمك طلاء يتراوح بين 2.0 - 2.4 مل - 2.4 مل (50-60 ميكرون) للألومنيوم المزخرف.
- AAMA 2605 (ألومنيوم معماري): يدعو إلى 2.8 ملليمتر كحد أدنى (70 ميكرون) واختبار مقاومة الطقس.
- معايير الشركة المصنعة للمعدات الأصلية: قد تضع العلامات التجارية للسيارات والأجهزة مواصفات داخلية لسماكة الطلاء واختباره.

كيف تؤثر السماكة على الأداء؟
تؤثر سماكة طلاء المسحوق تأثيرًا مباشرًا على أداء الجزء. يمكن أن يؤدي الخطأ في ذلك إلى ضعف الحماية أو التشقق أو اللمسة النهائية الخشنة.
مقاومة التآكل والحماية منه
تساعد السماكة المناسبة على غلق السطح وإبعاد الرطوبة والملح والمواد الكيميائية. يمكن أن يصل الماء أو الهواء إلى المعدن إذا كان الطلاء رقيقًا جدًا ويبدأ التآكل.
توفر الطلاءات الأكثر سماكة حماية أفضل على المدى الطويل في البيئات القاسية، مثل المناطق الساحلية أو الصناعية. لكن السماكة وحدها لا تكفي. يجب أن يعالج الطلاء أيضاً بشكل جيد ويلتصق بإحكام بالسطح.
التأثير على المرونة والالتصاق
إذا كان الطلاء سميكًا جدًا، فقد يصبح هشًا. وهذا يجعلها أكثر عرضة للتشقق أو التشقق عندما يكون الجزء الانحناءات أو ينثني.
الطلاء الأقل سمكًا أكثر مرونة ولكنه قد لا يوفر تغطية كافية. تسمح السماكة المثالية للجزء بالانثناء قليلاً دون كسر الطلاء. كما أنه يساعد المسحوق على الالتصاق بشكل أفضل أثناء المعالجة.
التأثير على المظهر وجودة اللمسات النهائية
قد تؤدي السماكة غير المتساوية أو غير الصحيحة إلى إفساد مظهر الجزء النهائي. قد تبدو البقع الرقيقة باهتة أو باهتة. وقد تؤدي البقع السميكة إلى مشاكل في الملمس، مثل قشر البرتقال أو التقطير.
تعطي سماكة الطلاء المناسبة لمسة نهائية ناعمة ومتساوية ولامعة. كما أنه يساعد أيضًا على أن تبدو الألوان أعمق وأكثر اتساقًا عبر الجزء.
العوامل التي تؤثر على سماكة الطلاء النهائي
تؤثر عدة عوامل على سماكة طلاء المسحوق، بما في ذلك الطريقة المستخدمة والمسحوق نفسه وكيفية تحضير السطح.
طريقة التطبيق
الرش الكهروستاتيكي هو الطريقة الأكثر شيوعًا. يقوم مسدس الرش بشحن المسحوق، الذي يلتصق بالجزء المعدني المؤرض. تؤثر كمية المسحوق المرشوشة والمسافة من السلاح على السماكة النهائية.
طلاء القاع المميَّع يتضمن غمس جزء ساخن في وعاء من جزيئات المسحوق العائم. يذوب المسحوق ويلتصق بالسطح. عادةً ما تنتج هذه الطريقة طلاءات أكثر سمكًا وتعمل بشكل جيد مع الأجزاء الثقيلة.
لكل طريقة نطاق مختلف من السماكات النموذجية. يعطي الطلاء بالرش عادةً 1.5 - 5.0 ملليمتر، بينما يمكن أن يصل سمك الطلاء القاعي المميع إلى 10 ملليمترات أو أكثر.
نوع المسحوق وحجم الجسيمات
لا تتصرف جميع المساحيق بنفس الطريقة. فبعضها يتدفق بشكل أفضل أو يذوب بشكل أسرع أو يتراكم بسرعة أكبر. ويؤثر نوع الراتنج (مثل الإيبوكسي أو البوليستر) على مدى سماكة الطلاء قبل ظهور المشاكل.
حجم الجسيمات مهم أيضًا. فالجسيمات الأكبر حجمًا تميل إلى تكوين طبقات أكثر سمكًا. أما المساحيق الدقيقة فغالبًا ما تنتج تشطيبات أكثر سلاسة ولكنها تحتاج إلى مزيد من التحكم لتجنب البقع الرقيقة.
مادة الركيزة وحالة السطح
يغير سطح الجزء كيفية التصاق المسحوق. كما قد لا تحتفظ المعادن الملساء أو اللامعة بالمسحوق، مما يؤدي إلى ظهور بقع رقيقة. يمكن أن تحبس الأسطح الخشنة أو المزخرفة المزيد من المسحوق، مما يجعل الطلاء أكثر سمكًا.
السطح الشبيه بالسطح السفع الرملي أو باستخدام معالجة كيميائية مسبقة - يساعد على تحسين الترابط. كما يساعد السطح النظيف والمتساوي على تحقيق سماكة متسقة عبر الجزء.
تقنية المشغل وإعدادات المعدات
تلعب كيفية رش المسحوق دورًا مهمًا. تؤثر سرعة المسدس والمسافة من الجزء وزاوية الرش على كمية المسحوق المتراكمة.
يجب ضبط إعدادات المعدات مثل الجهد وضغط الهواء ومعدل تدفق المسحوق بناءً على شكل الجزء وحجمه. حتى المشغلين المهرة يمكنهم تطبيق طلاءات غير متساوية إذا لم يتم إعداد المعدات بشكل صحيح.
قياس سماكة طلاء البودرة
يساعد قياس سُمك الطلاء على اكتشاف المشاكل مبكرًا. ويضمن أن الطلاء النهائي يفي بمعايير الشكل والأداء. هناك طرق مختلفة لفحص السماكة قبل المعالجة وبعد المعالجة.
طرق للقياس قبل المعالجة (التنبؤ DFT)
قبل المعالجة، يمكنك تقدير سماكة الغشاء الجاف النهائي (DFT) عن طريق التحقق من تراكم المسحوق. ويتم ذلك عادةً باستخدام:
- مقاييس المشط: أدوات بسيطة مضغوطة في المسحوق لمعرفة مقدار ما تراكم منه.
- مستشعرات الليزر أو الموجات فوق الصوتية: طرق عدم التلامس للإعدادات الأكثر تقدمًا.
هذه الطرق هي مجرد تقديرات. يذوب المسحوق ويتدفق أثناء المعالجة، مما قد يغير السماكة النهائية. ومع ذلك، تساعد الفحوصات المبكرة على تجنب الطلاء الزائد أو الناقص.
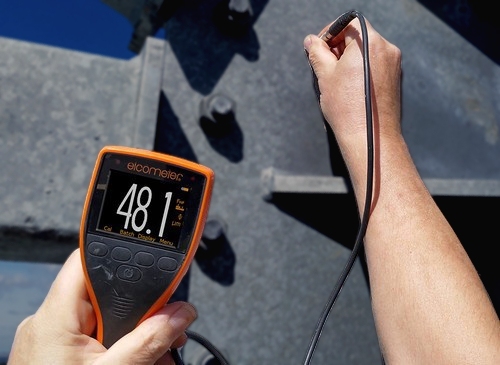
أدوات قياس السماكة بعد المعالجة
بعد المعالجة، يصبح الطلاء صلباً. هذا هو الوقت الذي تحدث فيه معظم عمليات الفحص. تشمل الأدوات ما يلي:
- مقاييس مغناطيسية تُستخدم للطلاء على الفولاذ أو الحديد. وهي تقيس المسافة بين السطح والمعدن الموجود تحته.
- مقاييس التيار الدوامي: تعمل بشكل أفضل على المعادن غير المغناطيسية مثل الألومنيوم. وهي تكشف سماكة الطلاء عن طريق قياس المقاومة الكهربائية.
تتميز كلتا الأداتين بالسرعة وسهولة الاستخدام وعدم التدمير. تعرض معظم الإصدارات الرقمية السُمك بالمللي أو الميكرون على الفور.
التحديات الشائعة في القياس الدقيق
ليس من السهل دائماً الحصول على قراءة دقيقة. وتشمل بعض المشاكل الشائعة ما يلي:
- أسطح خشنة أو غير مستوية: قد يؤدي إلى قراءات خاطئة.
- تأثيرات الحافة: تميل السماكة إلى أن تكون أرق عند الحواف أو الزوايا.
- خطأ المشغل: يمكن أن يؤدي إمساك المقياس بزاوية خاطئة أو عدم تصفيره بشكل صحيح إلى انحراف النتائج.
- درجة حرارة: قد تؤثر الأسطح الساخنة على القراءات إذا لم يتم تبريدها بشكل مناسب قبل الاختبار.
للحصول على أفضل النتائج، استخدم الأداة المناسبة لنوع المعدن، واتبع خطوات المعايرة، واختبر في عدة أماكن على الجزء.
كيفية تحقيق السماكة المثالية لطلاء المسحوق؟
يتطلب الحصول على السماكة المناسبة أكثر من مجرد رش المسحوق. فهو يتطلب تحضيرًا جيدًا وأدوات مناسبة واهتمامًا أثناء كل خطوة من خطوات العملية.
تحضير السطح
إعداد السطح هو أساس الطلاء الناجح. فالسطح النظيف والمعالج مسبقاً يحسن من الالتصاق واتساق السماكة.
- تنظيف: قم بإزالة الزيت، أو الغبار، أو الصدأ باستخدام مزيل الشحوم أو الغسيل القلوي.
- المعالجة الأولية: استخدام الطلاءات القائمة على الفوسفات أو الزركونيوم لتعزيز الترابط.
- الملف الشخصي للانفجار: بالنسبة للأجزاء المسفونة بالرمل، يعتبر المظهر الجانبي للملامس من 1.5 إلى 2.5 مل (38-63 ميكرون) مثاليًا للالتصاق بالمسحوق.
إعدادات تطبيق التحكم
التحكم في معلمات الرش أمر بالغ الأهمية. استخدم مسدسات الرش الكهروستاتيكي واضبط الإعدادات بناءً على هندسة القِطع.
- الجهد االكهربى:: 60-90 كيلو فولت نموذجي للأجزاء القياسية. يزيد الجهد العالي من الالتفاف ولكن يمكن أن يسبب تأينًا خلفيًا إذا تم الإفراط في استخدامه.
- مسافة البندقية: حافظ على مسافة 8-12 بوصة من الجزء. يؤدي الرش الأقرب إلى تراكم كثيف.
- ناتج المسحوق: احتفظ به في حدود 150-200 جرام في الدقيقة من أجل الحصول على بناء غشاء متناسق.
تستهدف معظم التطبيقات سمك غشاء جاف يتراوح بين 2.0 و3.0 ميل (50-75 ميكرون). يمكن للطلاءات التي يزيد سمكها عن 5.0 ميل أن تتشقق أو تحبس المسحوق غير المعالج بالداخل.
المراقبة والقياس
القياس أثناء الطلاء وبعده يمنع حدوث أخطاء.
- تقديرات ما قبل العلاج: تساعد مقاييس التمشيط على استهداف سُمك ما بعد المعالجة بسماكة 2.5 مللي ±10%.
- أدوات ما بعد العلاج: استخدم مقاييس التيار المغناطيسي أو مقاييس التيار الدوامي الرقمية المعايرة. ابحث عن الدقة في حدود ± 1% من السُمك الفعلي.
- نقاط الاختبار: افحص خمس مناطق على الأقل لكل جزء - المسطح والحافة والمنحنى والتجويف. وهذا يضمن توحيد الطلاء.
صيانة المعدات
تؤدي المعدات غير المتسقة إلى نتائج متضاربة.
- نظف المسدسات والقواديس يوميًا لمنع انسداد المسحوق.
- افحص خرج الجهد أسبوعيًا باستخدام أداة اختبار.
- انتظام الفرن هو المفتاح - تحقق باستخدام مسابر درجة الحرارة من بقاء الحرارة في حدود ± 10 درجة فهرنهايت عبر الغرفة.
خاتمة
تؤثر سماكة طلاء المسحوق بشكل كبير على مدة بقاء القطعة ومظهرها وجودة أدائها. إذا كان رقيقًا جدًا، فقد يتشقق أو يصدأ مبكرًا. إذا كان سميكًا جدًا، فقد يتشقق أو يتقشر أو يؤدي إلى مشاكل في الملاءمة. ويعتمد النطاق المثالي - عادةً من 2.0 إلى 5.0 مل (50 إلى 125 ميكرون) - على مكان وكيفية استخدام الجزء.
هل تحتاج إلى مساعدة في الحصول على سماكة طلاء المسحوق المناسبة لقطعك؟ تواصل مع فريقنا اليوم للحصول على دعم الخبراء وخدمة سريعة وموثوقة.
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة

الفولاذ المقاوم للصدأ المقاوم لبصمات الأصابع: كيف يعمل، وكيف تختار


