إنه سيناريو واجهه كل مهندس ميكانيكي ومصمم منتجات. أنت تصمم حاوية صفائح معدنية مدمجة في CAD. يبدو النموذج دقيقًا، ويجتاز كشف التداخل، ويولد النمط المسطح بدون أخطاء. ترسل DXF إلى الورشة، متوقعًا إنجازًا سريعًا.
بدلاً من ذلك، تتلقى "عدم عرض سعر" أو طلب تغيير التصميم (ECN). الملاحظات بسيطة ولكنها محبطة: "الحافة على هذه الحافة أقصر من أن يتم تشكيلها."
في العالم الرقمي في برنامج SolidWorks أو Inventor، يتم التعامل مع الصفائح المعدنية كمادة ذات صلابة لا نهائية ولا توجد قيود تصنيع. ومع ذلك، في العالم المادي، فإن تشكيل المعدن في العالم المادي هو عملية عنيفة يحكمها الاحتكاك والرافعة المالية وهندسة الأداة.
يهدف هذا الدليل إلى سد هذه الفجوة. سنقوم بتفكيك "القواعد الأساسية" المتضاربة - بدءًا من "القواعد الأساسية" المتضاربة - بدءًا من السُمك القوي 1.5 ضعفًا إلى السُمك المتحفظ 4 أضعاف - وسنساعدك على تحديد الحد الأدنى الدقيق لطول الشفة المطلوب لإنتاج موثوق.
تحديد "الحد الأدنى لطول الحافة"
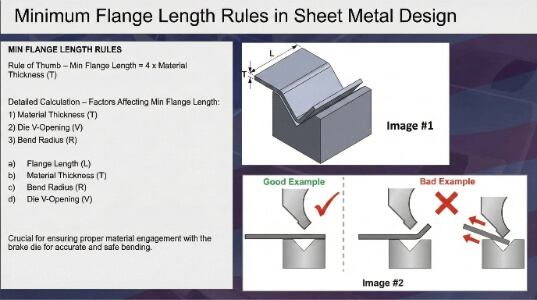
قبل الغوص في الآليات، يجب أن نتفق على التعريف لتجنب أخطاء التواصل المكلفة.
يشمل هذا القياس كلاً من نصف قطر الانحناء (R) وسُمك المادة (T).
إذا كانت هذه المسافة غير كافية، فلن تتمكن مكابح الكبس من إنشاء الهندسة فعليًا دون أن ينتج عن ذلك قطع خردة.
الفيزياء لماذا يوجد الحدّ?
لفهم سبب وجود حد أدنى للطول، يجب أن نلقي نظرة على عملية التصنيع القياسية المستخدمة في 90% للتصنيع الدقيق: الانحناء الهوائي.
في الثني الهوائي، يتم وضع الصفيحة المعدنية فوق قالب سفلي، والذي عادةً ما يكون له فتحة على شكل حرف V. تنزل المثقاب العلوي، مما يدفع المعدن إلى الفتحة على شكل حرف V. والأهم من ذلك، لا يتم ضغط المعدن على طول الطريق إلى أسفل القالب. وبدلاً من ذلك، "يطفو" المعدن على ثلاث نقاط تلامس متميزة:
- طرف اللكمة العلوية.
- الكتف الأيسر للقالب على شكل حرف V.
- الكتف الأيمن من القالب على شكل حرف V.
تشبيه "الجسر"
فكّر في الصفيحة المعدنية كجسر يمتد على الوادي (الفتحة على شكل حرف V). ولكي يصمد الجسر، يجب أن يستند بشكل آمن على أرض صلبة على جانبي الوادي.
إذا قمت بتصميم شفة قصيرة للغاية، فلن تصل المادة الموجودة على جانب واحد إلى "كتف" القالب على شكل حرف V. بدلاً من الانحناء، سوف تنزلق الصفيحة ببساطة في تجويف القالب. وهذا يؤدي إلى ثلاثة إخفاقات متميزة:
- الانزلاق والتشويه: ينزلق الجزء جانبيًا أثناء دورة الكبس مما يخلق خط ثني معوج أو "كلب الأرجل".
- التلاعب تحفر الصفيحة المنزلقة في الفولاذ المقوى باهظ الثمن في أكتاف القالب، مما يؤدي إلى إتلاف الأدوات.
- فشل المقياس الخلفي هذه هي النقطة التي غالبًا ما يغفلها المصممون. يستخدم مشغلي مكابس المكابس مقياس خلفي - أصابع آلية خلف الماكينة - لوضع الجزء بدقة. إذا كانت الشفة قصيرة جدًا، فلا يمكنها الوصول إلى أصابع المقياس الخلفي. بدون هذا الإيقاف المادي، يتعين على المشغل وضع الجزء بالعين، مما يجعل الإنتاج الضخم المتسق مستحيلًا.
المتغير الحرج: عرض القالب
عرض فتحة القالب على شكل حرف V ليس اعتباطيًا؛ حيث يتم تحديده بناءً على سُمك المادة (T).
تنص الممارسة الصناعية القياسية على أن تكون فتحة القالب على شكل حرف V عادةً من 6 إلى 8 أضعاف سُمك المادة.
- بالنسبة لصفيحة بسُمك 2.0 مم، من المرجح أن تستخدم الورشة قالبًا على شكل حرف V بعرض 12 مم أو 16 مم.
- ولكي يكون الانحناء ناجحًا، يجب أن تكون الحافة طويلة بما يكفي لامتداد نصف فتحة V على الأقل (V/2)، بالإضافة إلى هامش أمان.
هذه العلاقة الهندسية - بين سُمك المادة وعرض الأداة المطلوبة لثنيها - هي الأساس لكل معادلة شفة دنيا. وهي تفسر لماذا تعمل شفة 3 مم بشكل مثالي على المقياس الرفيع.

صراع الصيغ: المحافظون مقابل النظريون
إذا بحثت عن قواعد الحد الأدنى للشفة في الكتيبات الهندسية مقابل إرشادات التصنيع، ستجد تناقضًا محيرًا. تزعم بعض المصادر أنه يمكنك الحصول على شفة أقصر من 1.5 ضعف سمك المادة (1.5T). وفي الوقت نفسه، من المحتمل أن يصر صانعك على 4 أضعاف السماكة (4T).
لماذا توجد مثل هذه الفجوة الهائلة؟ تكمن الإجابة في طريقة الانحناء المحددة المستخدمة: الانحناء الهوائي مقابل الانحناء الهوائي. إن فهم هذا التمييز هو المفتاح لتصميم أجزاء ليست ممكنة فحسب، بل اقتصادية أيضًا.
1. نهج "الصانع الآمن" (قاعدة 4T)
إذا كنت تقوم بالتصميم للإنتاج العام وتريد التأكد من أن الأجزاء الخاصة بك يتم تسعيرها بسرعة وتصنيعها بدون عيوب، فهذه هي القاعدة التي يجب عليك اتباعها.
المعادلة:
Lₘᵢₙ ≈ 4 × T + R
(حيث T = سُمك المادة وR = نصف قطر الانحناء)
واقع التصنيع:
هذه الصيغة مشتقة من الانحناء الهوائي، وهو معيار الصناعة للصفائح المعدنية الدقيقة الحديثة.
- عرض القالب V-Die: كما هو معروف، يستخدم الانحناء الهوائي عرضًا للمقالب على شكل حرف V يتراوح بين 6 إلى 8 تيرابايت تقريبًا.
- الهندسة لسد نصف الفتحة على شكل V بشكل آمن، يجب أن تمتد المادة من 3 إلى 4 تيرابايت تقريبًا من المركز.
- عامل الأمان تضمن إضافة نصف قطر الانحناء (R) إلى المعادلة أنه حتى مع تجعد المعدن واستهلاكه للطول، فإنه يظل ثابتًا على أكتاف القالب.
لماذا يستخدمه المهندسون الأذكياء
يمنح التصميم باستخدام قاعدة 4T مرونة لأرضية الورشة. فهو يتيح لهم استخدام مجموعة قياسية من القوالب على شكل حرف V المتوفرة في أي ماكينة.
- السيناريو إذا قمت بالتصميم إلى الحد الأقصى المطلق (1.5T) وكانت الأداة الضيقة المحددة للورشة V تالفة أو تقوم حاليًا بتشغيل مهمة أخرى، يتوقف إنتاجك.
- السيناريو إذا قمت بالتصميم على 4T، يمكن للمشغل التبديل إلى قالب أعرض قليلاً إذا لزم الأمر للحفاظ على استمرار الإنتاج، مما يحافظ على وقت الإنتاج.
2. النهج "النظري" (قاعدة 1.5T)
إذا رجعت إلى النصوص المرجعية الهندسية مثل دليل الآلات أو انظر إلى كتالوجات أدوات معينة، سترى غالبًا قيمًا أقصر بكثير.
المعادلة:
Lₘᵢₙ ≈ 1.5 × T to 2.0 × T
التكلفة الخفية
عادةً ما تنطبق هذه القاعدة على الثقب القاعي (أو الثقب على شكل حرف V)، وليس الثني الهوائي القياسي. في الثني القاعي، يضغط المثقاب على الصفيحة حتى أسفل القالب على شكل حرف V، مما يضغط على هيكل المادة. ونظرًا لأن الصفيحة مثبّتة فعليًا بين المثقاب والقالب، فإنها لا تحتاج إلى أن تمتد بعرض الفتحة على شكل V بالكامل لتبقى مستقرة.
ومع ذلك، فإن الاعتماد على هذه القاعدة ينطوي على مخاطر وتكاليف كبيرة:
- طفرات الحمولة يتطلب ثني القاع ما يصل إلى 5 أضعاف حمولة الثني الهوائي. العديد من مكابس الضغط الكهربائية أو الهجينة الدقيقة غير مصممة لهذا الحمل العالي المستمر.
- تآكل الأدوات: يؤدي الضغط العالي إلى تسريع تآكل المثقاب والقالب، مما يؤدي إلى زوايا غير متناسقة مع مرور الوقت.
- عدم توافق العملية: إذا حاولت إحدى الورش ثني تصميم 1.5T الخاص بك هوائيًا بسبب افتقارها إلى الحمولة اللازمة لملء القاع، فسوف تفشل القطعة. سوف ينزلق في القالب، مما يؤدي إلى إلغاء الدفعة.
الحكم
"قاعدة 1.5 تيرابايت" ممكنة نظريًا ولكنها مكلفة من الناحية التشغيلية ومحفوفة بالمخاطر. "قاعدة 4 تيرابايت" متحفظة وموثوقة ورخيصة.
القاعدة الذهبية لسوق دبي المالي:
صمم دائمًا باستخدام قاعدة التحفظ (4T) كلما أمكن ذلك. لا تلجأ إلى الحد النظري (1.5T) إلا إذا كان التصميم يتطلب ذلك تمامًا، وكن مستعدًا لاحتمال حدوث تراجع أو ارتفاع تكاليف الأدوات من البائع.
ثني ما لا يمكن ثنيه: المتغيرات والحلول البديلة
قبل أن تلتزم بشفة قصيرة، يجب أن تفهم كيف أن اختيار المواد وزوايا الانحناء يغيّران من أهداف ما هو ممكن ماديًا.
العامل المادي: لماذا يهم التقدير
لا تتصرف جميع المعادن بنفس الطريقة تحت الضغط. ويرتبط الحد الأدنى لطول الحافة مباشرةً بنصف قطر الانحناء المطلوب (R)، ويتم تحديد نصف القطر حسب ليونة المادة.
- الألومنيوم 6061-T6 (التحدي الهش): هذه الدرجة الشائعة في صناعة الطيران معروفة بهشاشتها. إذا حاولت ثنيها بشكل حاد، فسوف تتشقق. ولمنع ذلك، يجب على المصنّعين استخدام نصف قطر انحناء أكبر (غالباً ما يكون 1.5T أو أكبر). وبما أن معادلتنا هي Lــــ = 4T + R، فإن نصف القطر الأكبر يتطلب تلقائيًا شفة أطول.
- الألومنيوم 5052-H32 (البديل المطاطي): إذا كان تصميمك يتطلب شفة ضيقة، ففكر في التحول إلى 5052. فهو أكثر ليونة ويمكنه التعامل مع نصف قطر أضيق دون تشقق، مما يسمح بحد أدنى أقصر لطول الحافة.
- الفولاذ المقاوم للصدأ: ونظرًا لقوة الخضوع العالية و"الارتداد الزنبركي" الكبير، غالبًا ما يتطلب الفولاذ المقاوم للصدأ ثنيًا زائدًا لتحقيق الزاوية النهائية. يمكن أن تتطلب هذه الضربة العميقة شوطًا أعمق من القالب على شكل حرف V لتجنب تجاوز حدود حمولة الأدوات، مما يزيد بدوره من طول الحافة المطلوبة.
عامل الزاوية
تفترض معظم أدلة التصميم ثنيًا قياسيًا بزاوية 90 درجة. ومع ذلك، فإن زاوية الانحناء تغير بشكل كبير من فيزياء نقاط تلامس القالب على شكل حرف V.
- الزوايا الحادة (<90 درجة): لثني المعدن بزاوية 30 درجة أو 45 درجة، يجب أن تتحرك المثقاب بشكل أعمق في القالب على شكل حرف V. هذه الضربة الأعمق تسحب الصفيحة بعيدًا عن أكتاف القالب. وبالتالي، غالبًا ما تتطلب الانحناءات الحادة حوافًا أطول من الانحناءات بزاوية 90 درجة لضمان أن تحافظ المادة على التلامس مع القالب طوال الشوط.
- الزوايا المائلة (>90 درجة): هذه أكثر أمانًا بشكل عام. تقطع المثقاب مسافة أقل، وبالتالي يقل خطر انزلاق الحافة في القالب.
"رموز الغش": كيفية صناعة المستحيل
ماذا يحدث عندما يكون لديك هيكل بسماكة 2.0 مم ولديك بالتأكيد يجب أن يكون لديك شفة 3.0 مم لتخليص المكوّن؟ تقول عملية الانحناء الهوائي القياسية "مستحيل".
ومع ذلك، يمكن لشريك تصنيع ماهر تحقيق هذه الهندسة - إذا كنت على استعداد لدفع ثمنها. فيما يلي الحلول الثلاثة الأكثر شيوعاً.
1. طريقة "الثني والقص"
هذا هو حل القوة الغاشمة للنماذج الأولية والقطع الدقيقة منخفضة الحجم.
- العملية: تقوم الورشة بقطع النمط المسطح بالليزر بشفة طويلة بأمان (10 مم مثلاً). ويقومون بثنيها بشكل طبيعي باستخدام أدوات قياسية. بعد ذلك، يتم نقل الجزء إلى ماكينة تفريز بنظام التحكم الرقمي CNC حيث يتم تشكيل المادة الزائدة إلى الطول المطلوب 3.0 مم.
- التكلفة عالية. أنت تضيف إعداد تصنيع آلي ثانوي ومناولة يدوية وخطوات إزالة الأزيز. يجب أن تسأل نفسك: هل هذه الشفة القصيرة تستحق زيادة تكلفة الوحدة من 200% إلى 300%؟
2. شقوق الإغاثة
في بعض الأحيان تبدو الحافة قصيرة جداً فقط لأنها مجاورة لقاطع أو زاوية مشطوفة.
- الإصلاح: أضف شق ارتياح (قطع صغير عمودي على خط الانحناء) عند نقطة الانتقال. هذا يفصل فيزيائيًا الحافة التي تقوم بثنيها عن الهندسة الإشكالية القريبة منها. فهو يسمح للشفة بالتشوه بشكل مستقل دون تمزيق المادة أو يتطلب من المشغِّل محاذاة حافة معقدة وغير خطية مع المقياس الخلفي.
3. استراتيجية الأدوات المتخصصة
إذا كان "الثني والقص" مكلفًا للغاية بالنسبة للإنتاج بكميات كبيرة، يمكنك مناقشة خيارات الأدوات المتخصصة مع صانعك:
- الشواذ الدوارة/قوالب المسح: وخلافًا للأدوات القياسية المزودة بمخاريط على شكل V، فإن هذه الأدوات تمسك الجزء بشكل مسطح و"تمسح" الشفة لأعلى باستخدام كاميرا دوارة. يمكنها تشكيل حواف بسماكة 1 × 1 × سمك دون انزلاق.
- أوفست يموت: هذه أدوات محددة مصممة لإنشاء ثنيتين (على شكل حرف "Z") بضربة واحدة. إنها ممتازة للإزاحات القصيرة ولكنها تتطلب أدوات محددة لكل ارتفاع محدد.
ورقة الغش وقائمة المراجعة النهائية
والآن، دعنا نختصر كل تلك النظريات في شيء يمكنك استخدامه على الفور: ورقة غش سريعة المرجعية وقائمة مراجعة نهائية لسوق دبي المالي (التصميم من أجل التصنيع) لتشغيلها قبل إصدار رسوماتك.
جدول البيانات المرجعية السريعة
يقارن الجدول أدناه بين القيم "الآمنة" (الانحناء الهوائي) مقابل الحدود "العدوانية" (القاع/الأدوات الخاصة).
- قياسي: استخدم هذه القيم للتصميمات القياسية لضمان أقل تكلفة، وأسرع مهلة زمنية، وقدرة متعددة المصادر.
- المخاطرة: لا تستخدم هذه القيم إلا عندما تكون المساحة حرجة. تحذير: وعادةً ما تتطلب هذه الأدوات أدوات محددة، أو حمولة أعلى، أو تصنيع آلي ثانوي.
| سُمك المادة (T) | الحد الأدنى المتحفظ (4T+R) | الحد الأدنى العدواني (1.5T-2T) |
|---|---|---|
| 0.5 مم (24-26 جرام) | ~ حوالي 2.5 مم | ~ 1.0 مم |
| 1.0 مم (20 جرام) | ~ حوالي 5.0 مم | ~ 2.0 مم |
| 1.5 مم (16 جرام) | ~ 7.0 مم | ~ 3.0 مم |
| 2.0 مم (14 جرام) | ~ 9.0 مم | ~ حوالي 4.0 مم |
| 3.0 مم (11 جرام) | ~ حوالي 13.0 مم | ~ حوالي 5.0 مم |
> ملاحظة هندسية: تفترض القيم "المتحفظة" نصف قطر الانحناء القياسي (R) مساوٍ تقريبًا لسُمك المادة. إذا قمت بتحديد نصف قطر أكبر (على سبيل المثال، R=3 مم على مادة 1 مم)، يجب إضافة هذا الطول الإضافي إلى الحد الأدنى للشفة.
قائمة المراجعة النهائية لسوق دبي المالي
قبل أن تضغط على زر "تحرير" في المراجعة النهائية للتصميم بمساعدة الحاسوب، راجع هذه الأسئلة الخمسة. ستوفر عليك ساعات من الرسائل الإلكترونية المتبادلة عبر البريد الإلكتروني مع صانعك وربما آلاف الدولارات من الخردة.
1. ما هي القاعدة التي اتبعتها؟
- إذا كانت الشفة > 4 × T، فأنت في أمان. تابع بثقة.
- إذا كانت شفتك < 2.5 × T، فأنت في منطقة الخطر. ضع علامة على هذه الميزة للمراجعة.
2. هل "الحافة القصيرة" ضرورية؟
- اسأل نفسك: هل يجب أن يكون طول هذه الحافة 3 مم فقط؟ غالبًا ما يجعل المصممون الشفاه قصيرة لمجرد الجماليات أو "الاكتناز". إذا كان بإمكانك تمديدها لتلبية قاعدة 4T دون التداخل مع المكونات الأخرى، فافعل ذلك. فهذا لا يكلف شيئًا في التصميم ولكنه يوفر المال في التصنيع.
3. هل يمكنني قبول تفاوتات أكثر مرونة؟
- فخ التسامح الشفاه القصيرة "تطفو" أكثر أثناء الثني لأن لديها مساحة تلامس أقل مع القالب. إذا كنت تفرض شفة 1.5T، فلا تتوقع تفاوتًا زاويًا قياسيًا قدره ± 1. قد تحتاج إلى فتح هذا التفاوت إلى ± 3 لمراعاة عدم الاستقرار.
4. هل قمت بحساب نصف القطر؟
- تذكر أن طول الحافة الفعال يتضمن نصف قطر الانحناء. إذا كان لديك شفة 10 مم ولكن نصف قطرها 5 مم، فلن يتبقى لديك سوى 5 مم من المادة "المسطحة" لتقبض عليها. تأكد من أن حسابك يتضمن نصف القطر.
5. هل أنا على استعداد لدفع ثمن الإصلاح؟
- إذا كان لا بد أن يكون لديك شفة تخالف القواعد، فهل أنت مستعد لتكلفة "الثني والقص"؟ يمكن لهذه العملية الثانوية أن تضاعف تكلفة الوحدة للقطعة. إذا كانت الميزانية ضيقة، أعد تصميم الميزة الآن.
خاتمة
في عالم تصميم الصفائح المعدنية، غالبًا ما تقاس الفجوة بين "الممكن نظريًا" و"القابل للتطبيق اقتصاديًا" بالمليمترات. وفي حين أن الكتيبات الهندسية قد تخبرك أن الحد الأدنى لطول الحافة هو 1.5 ضعف سمك المادة ممكن، فإن واقع أرضية المصنع يتطلب عادةً سمكًا أكثر أمانًا يبلغ 4 أضعاف.
هل تصميمك جاهز للإنتاج؟ لا تخمن. هل أنت قلق من أن الشفاه الضيقة قد تتسبب في حدوث مشكلات على مكابح الضغط؟ توقف عن التخمين وابدأ في التحقق من الصحة. أرسل لنا ملفات CAD الخاصة بك للحصول على مراجعة مجانية من سوق دبي المالي.
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة

الفولاذ المقاوم للصدأ المقاوم لبصمات الأصابع: كيف يعمل، وكيف تختار


