قد يبدو تصميم اللولب بسيطًا، ولكن العديد من القِطع التي تعمل بنظام التحكم الرقمي تفشل بسبب عدم تخطيط اللولب بشكل صحيح. قد يؤدي سوء تصميم اللولب إلى تجريد اللولب أو اختلاله أو صعوبة التجميع. ويؤدي ذلك إلى إهدار الوقت وزيادة التكاليف. غالبًا ما يتساءل المهندسون والمصممون عن نوع اللولبة، أو درجة اللولبة، أو العمق الأفضل لمادة أو تطبيق معين.
يوضح هذا الدليل كيفية تصميم خيوط لولبية قوية ودقيقة وسهلة التشغيل الآلي. سوف تتعلم كيفية تحديد نوع اللولبة الصحيح، وضمان التعشيق المناسب، وتجنب الأخطاء التي يمكن أن تبطئ الإنتاج أو تتلف القِطع. يساعدك اتباع هذه الخطوات على صنع قِطَع باستخدام الحاسب الآلي يمكن الاعتماد عليها بكفاءة أكبر.
يشكل التصميم الجيد للخيوط أساس كل مكون مُجمّع. سنقوم بتفصيل الأفكار الرئيسية حتى تتمكن من إنشاء خيوط تعمل بشكل جيد وسهل التشغيل الآلي.
أساسيات هندسة الخيوط الهندسية
قبل تصميم الخيوط، من المفيد فهم كيفية عمل هندستها. الخيوط أكثر من مجرد أخاديد حلزونية. فلها خصائص محددة تحدد شكلها وقوتها وملاءمتها.
العناصر الرئيسية للخيط
قد يبدو الخيط ثلاثي الأبعاد بسيطاً، ولكن يتم تعريفه بالعديد من السمات الهندسية التي يجب أن تعمل معاً بدقة:
- القطر الأساسي: هذا هو القطر الأكبر الذي يقاس عبر قمم اللولبة. على سبيل المثال، لسن اللولب 1/4 بوصة -20 UNC قطره الأساسي 6.35 مم (0.25 بوصة).
- القطر الصغير: هذا هو أصغر قطر يقاس عبر جذور اللولبة. بالنسبة لسن اللولبة 1/4 بوصة -20 UNC، يبلغ حوالي 5.16 مم (0.203 بوصة). يحدد القطر الصغير القوة الأساسية للولبة.
- يقذف: المسافة بين قمة اللولبة والأخرى. في اللوالب المترية M6 × 1.0 لها ميل 1.0 مم. في اللوالب الموحدة، 1/4 "-20 تعني 20 سن لولب لكل بوصة (TPI)، أي بميل 1.27 مم تقريباً.
- زاوية الخيط: الزاوية بين أجنحة اللولب. تستخدم الخيوط المترية والموحدة 60 درجة، وتستخدم خيوط Acme 29 درجة، وتستخدم Whitworth 55 درجة. تؤثر هذه الزاوية على كيفية تقاسم الحمل والضغط على أجنحة اللولبة.
- قطر الملعب: القطر الذي يتساوى عنده عرض حافة اللولب مع عرض الأخدود. هذا هو البعد الأكثر أهمية للملاءمة والتعشيق المناسبين. على سبيل المثال، لسن اللولبة M10 × 1.5 × 1.5 6H لها تفاوت في قطر الملعب يبلغ ± 0.13 مم.
- كريست وجذر: القمة هي الجزء العلوي من الخيط، والجذر هو الجزء السفلي. يمكن أن تسبب الجذور الحادة نقاط إجهاد، لذا فإن معايير مثل ISO وANSI تحدد الحد الأدنى لأنصاف أقطار الجذر لمنع التشققات تحت الأحمال المتكررة.
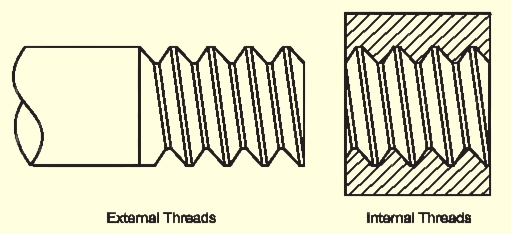
الخيوط الداخلية مقابل الخيوط الخارجية
يمكن أن تكون اللولبات داخلية (أنثى) أو خارجية (ذكر). يتشاركان نفس الشكل الهندسي، ولكن تختلف طرق التشغيل الآلي والقوة.
- الخيوط الخارجية مصنوعة على مسامير أو أعمدة أو مسامير. يمكن قطعها أو لفها. اللولبات المدرفلة قياسية في المثبتات عالية القوة. يزيد الدرفلة من قوة الإجهاد بمقدار 20-30% ويحسن من تشطيب السطح، مما يجعل التجميع أكثر سلاسة.
- الخيوط الداخلية في الثقوب المحفورة باستخدام الصنابير أو تفريز الخيط. على سبيل المثال، تتطلب اللولبة M8 × 1.25 عادةً ثقب ثقب 6.8 مم. الثقب الصغير جدًا يجعل الثقب الصغير جدًا عملية الثقب أصعب، بينما الثقب الكبير جدًا يضعف اللولب.
معايير الخيوط والتصنيفات
تحدد معايير الخيوط اللولبية كيفية قياس الخيوط اللولبية وتسميتها وتصنيعها. وهي تضمن التوافق بين الأجزاء المصنوعة من قبل جهات تصنيع مختلفة.
معيار الخيط الموحد (UN وUNC/UNF)
يُستخدم معيار الخيط اللولبي الموحد (UN) على نطاق واسع في الولايات المتحدة وكندا والعديد من البلدان الأخرى. وهو يحدد كلاً من سلاسل اللولب الخشنة والدقيقة على حد سواء، مما يضمن اتساق الأبعاد في مختلف الصناعات.
- UNC (الخشونة الوطنية الموحدة) تحتوي اللوالب على عدد أقل من اللوالب في البوصة الواحدة (TPI)، مما يجعلها أقوى وأسهل في التجميع. على سبيل المثال، يحتوي المسمار اللولبي 1/4 بوصة -20 UNC على 20 سن لولب في البوصة الواحدة، مما يعني 20 سن لولب في البوصة الواحدة. يوفر التصميم الخشن مقاومة أفضل للتعرية في المواد اللينة، مثل الألومنيوم.
- مؤسسة الأمم المتحدة (UNF) تحتوي اللولبة على عدد أكبر من اللولبات في البوصة الواحدة. على سبيل المثال، يحتوي البرغي اللولبي 1/4 بوصة -28 UNF على 28 سن لولب في البوصة. تسمح المسافة الدقيقة بقوة تشبيك أكبر وهي مثالية للمواد الصلبة أو التطبيقات التي تتطلب تعديلات دقيقة.
- UNEF (الغرامة الإضافية الوطنية الموحدة) اللوالب أقل شيوعًا ولكنها تستخدم في حالة وجود مساحة تعشيق لولبية محدودة، كما هو الحال في صناعة الطيران أو الأدوات الدقيقة.
الخيوط المترية ISO
نظام الخيوط اللولبية المترية ISO هو المعيار العالمي الأكثر استخدامًا على نطاق واسع، ويحكمه ISO 68-1 وISO 965-1. وهو شائع في أوروبا وآسيا والعديد من الأسواق الدولية. بدلاً من البوصة، يستخدم المليمترات لجميع القياسات.
يتم تعريف اللولب المتري بالحرف M، متبوعًا بالقطر الاسمي والميل. على سبيل المثال:
- M8 × 1.25 يعني قطر ابتدائي 8 مم ودرجة ميل 1.25 مم.
- M10 × 1.5 هو قطر 10 مم مع درجة ميل 1.5 مم.
تستخدم اللوالب اللولبية المترية نفس زاوية اللولبة 60 درجة مثل اللولبات الموحدة ولكنها تطبق نظام تفاوت مختلف، يُشار إليه بـ 6g للولبات الخارجية و6H للولبات الداخلية في التطبيقات القياسية.
تصميم الخيوط من أجل قابلية التصنيع
التصميم الجيد للخيوط هو أكثر من مجرد اختيار الحجم والدرجة المناسبين. كما يجب أن تكون الخيوط سهلة التشغيل الآلي، وقوية بما يكفي لتحمل الأحمال، ومتسقة في الجودة.
الحد الأدنى لسُمك الجدار وتعشيق اللولب
بالنسبة للفتحات أو الأجزاء رقيقة الجدران، فإن الحفاظ على سمك جدار كافٍ أمر بالغ الأهمية. يمكن أن تنثني الجدران الرقيقة أثناء التشغيل الآلي وقد تنثني أو تتشقق تحت الحمل.
القاعدة العامة هي الحفاظ على سمك جدار لا يقل عن 1.5 ضعف القطر الأساسي للسن اللولب. على سبيل المثال، يجب أن يكون للسن اللولب M8 (قطر 8 مم) جدران بسمك 12 مم على الأقل. بالنسبة للمواد الأكثر ليونة مثل الألومنيوم، قم بزيادة السماكة إلى 2× القطر لمزيد من الثبات.
يشير تعشيق اللولبة إلى الجزء من طول اللولبة الذي يحمل الحمل بالفعل. تحتاج معظم الاستخدامات إلى 1 إلى 1.5 مرة من قطر اللولبة للحصول على القوة الكاملة.
تجنب التقطيعات السفلية والانتقالات الحادة
يمكن للقطع السفلية والزوايا الحادة أن تخلق نقاط ضعف ومناطق إجهاد. يجب أن تنتقل الخيوط بسلاسة إلى الجزء غير الملولب لتقليل التشقق، خاصة تحت الأحمال المتكررة.
استخدم تنفيس الانحراف أو أخدود تنفيس اللولبة لضمان إنهاء لولبة نظيفة. المبدأ التوجيهي الجيد هو 1.5 ضعف درجة اللولبة لعرض التنفيس، مع جعل العمق أكبر قليلاً من قطر جذر اللولبة.
تجنب الزوايا الداخلية الحادة بالقرب من الخيوط. استخدم الشرائح أو الشطب بدلاً من ذلك. عادةً ما يعمل نصف القطر 0.5-1.0 مم على توزيع الضغط بالتساوي. كما تساعد التحولات السلسة أيضًا على خروج أدوات التحكم الرقمي CNC بشكل نظيف، مما يحسن من تشطيب السطح ويقلل من النتوءات.
تحديد عمق اللولب المناسب
بالنسبة للسنون اللولبية الموحدة والمترية 60 درجة، يكون العمق القياسي 0.613 × درجة الانحدار. على سبيل المثال، لسن اللولب M6 × 1.0 × 1.0 عمق نظري 0.613 مم. في الممارسة العملية، غالبًا ما يقلل الميكانيكيون العمق بمقدار 5-10% لتحسين حركة الأداة وضمان ملاءمة مناسبة للمقاييس.
خيوط عميقة في ثقوب عمياء يمكن أن تحبس البُرادة وسائل التبريد، مما قد يؤدي إلى إتلاف الأدوات. لمنع ذلك، اترك فتحة مسطحة في الجزء السفلي من الثقب أو استخدم تفريز اللولبة لتحسين خلوص البُرادة.
بالنسبة للفتحات العمياء، اجعل طول اللولبة الكامل أقصر بمقدار 1.5 درجة على الأقل من عمق الثقب. يوفر ذلك مساحة للبُرادة ويمنع تعطل الأداة.
أخطاء تصميم الخيوط الشائعة التي يجب تجنبها
حتى المصممين المتمرسين يمكن أن يرتكبوا أخطاء صغيرة تسبب مشاكل كبيرة في خيوط الماكينات بنظام التحكم الرقمي. يمكّنك التعرف على هذه الأخطاء الشائعة من تصميم خيوط لولبية دقيقة وسهلة التشغيل الآلي.
التفاوتات الضيقة للغاية
يعتقد العديد من المصممين أن التفاوتات الأكثر إحكامًا تعادل جودة أفضل. وهذا ليس صحيحًا دائمًا. فالتفاوتات الضيقة تزيد من وقت التصنيع الآلي، وتؤدي إلى تآكل الأدوات بسرعة أكبر، ويمكن أن تجعل التجميع أكثر صعوبة.
بالنسبة لمعظم القِطع، تعمل التركيبات القياسية بشكل جيد: 2A/2B للسنون اللولبية الموحدة و6g/6H للسنون اللولبية المترية. النوبات الأضيق مطلوبة فقط للمحاذاة الدقيقة أو الختم عالي الضغط.
على سبيل المثال، سن اللولب M10 × 1.5 × 1.5 مع ملاءمة 6H يحمل بالفعل دقة في حدود ± 0.13 مم. عادةً ما تؤدي محاولة إحكامها إلى ± 0.05 مم إلى إضافة تكلفة دون تحسين الأداء. كما أنه يرفع معدلات الرفض أثناء الفحص.
يمكن أن تتسبب التفاوتات الضيقة في انغلاق الأجزاء أثناء التجميع، خاصةً عندما تكون الطلاءات مثل طلاء الزنك أو أنودة يتم تطبيقها. يمكن أن تضيف هذه المعالجات 5-15 ميكرومتر لكل سطح. تقلل التفاوتات العملية من إجهاد الأداة وتحسّن الاتساق وتقلل من إعادة العمل.
تعشيق الخيط غير كافٍ
تعشيق اللولبة هو جزء اللولبة الذي يحمل الحمل. يمكن أن يؤدي التعشيق القليل جداً إلى تجريد اللولب أو فكه.
قاعدة عامة: 1× القطر الاسمي للفولاذ، و1.5× للمعادن الأكثر ليونة مثل الألومنيوم أو النحاس الأصفر. على سبيل المثال، يجب أن يشتبك سن اللولب M8 × 1.25 × 1.25 على الأقل 8 مم في الفولاذ أو 12 مم في الألومنيوم.
يتم حمل معظم الحمل بواسطة أول عدد قليل من اللوالب المشغولة - أكثر من 80% في أول ثلاثة لولبات. نادراً ما تؤدي إضافة المزيد من التعشيق إلى تحسين المتانة ولكنها تزيد من وقت التشغيل الآلي وتآكل الأداة.
بالنسبة للأجزاء رقيقة الجدران، تأكد من وجود مادة كافية خلف اللولبة لمنع التشقق. بالنسبة للقطع البلاستيكية أو المدخلات، ضع في اعتبارك الإدخالات الحلزونية أو البطانات الملولبة لتقوية اللولبة.
تجاهل الوصول إلى الأداة أو التخليص
تحتاج الخيوط إلى مساحة للأدوات للقطع والخروج بسلاسة. يمكن أن يتسبب سوء الوصول في حدوث تصادمات أو خيوط غير مكتملة أو تلف في الميزات القريبة.
تحتاج ماكينات التفريز باستخدام الحاسب الآلي وماكينات التفريز اللولبية إلى خلوص محوري وشعاعي. بالنسبة للفتحات العمياء، اترك 1.5 سن لولبة من المساحة غير الملولبة في الأسفل لخلوص البُرادة. بدون ذلك، يمكن أن تتسبب البُرادة في تشويش الأداة، مما يؤدي إلى كسرها.
على سبيل المثال، يتطلب لولبة ثقب أعمى M10 × 1.5 × 1.5 أن يكون عمق الثقب أعمق 1.5 مم على الأقل من قطر اللولبة بالكامل. بالنسبة للسنون الملولبة الخارجية بالقرب من الأكتاف، أضف أخدود نفاذ بعرض 1.5 × درجة عرض على الأقل وأعمق قليلاً من جذر السن اللولبي.
تحقق من مسارات الأدوات في نموذجك ثلاثي الأبعاد. يمكن أن تؤدي الميزات القريبة جدًا من الخيوط إلى منع الوصول. تساعد إضافة شطبة طفيفة أو ارتياح طفيف عند المدخل على بدء تشغيل الصنبور أو القاطع بشكل نظيف وتقلل من النتوءات.
تحديد الخيوط في الرسومات الفنية
الخيط المصمم جيدًا لا يكون جيدًا إلا بقدر جودة توثيقه. تضمن وسائل الشرح المناسبة وتعريفات التفاوت المسموح به وملاحظات الفحص نتائج متسقة عبر كل دفعة إنتاج.
تسميات الخيط واضحة لا لبس فيها
تصف وسائل الشرح اللولبية نوع اللولبة وحجمها وميلها وفئة الملاءمة. وينبغي أن تتبع المعايير الدولية مثل ASME Y14.6 أو ISO 965-1. تساعد وسائل الشرح الواضحة الميكانيكيين على فهم الأدوات والعمليات التي يجب استخدامها بسرعة.
بالنسبة للخيوط الموحدة، يكون التنسيق عادةً:
1/4-20 UNC-2B 1/4-20
- 1/4 → القطر الرئيسي (بوصة)
- 20 → سن اللولب لكل بوصة (TPI)
- قيادة الأمم المتحدة → سلسلة الخيوط (الخشن الوطني الموحد)
- 2B → فئة الملاءمة (الخيط الداخلي)
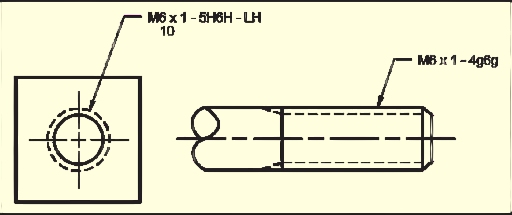
بالنسبة للخيوط المترية يكون التنسيق هو
M10 × 1.5 × 1.5 - 6H
- M10 → القطر الرئيسي (مم)
- 1.5 → الملعب (مم)
- 6H → فئة تحمل الخيط الداخلي
حدد ما إذا كان الخيط من خلال أو أعمى. تمنع ملاحظات مثل "من خلال" أو "العمق 15 مم" الالتباس أثناء البرمجة باستخدام الحاسب الآلي.
قم بتضمين تشطيبات السطح أو الطلاء في الشرح إذا لزم الأمر. على سبيل المثال:
م8 × 1.25 × 1.25 - 6 ساعة، بعد الطلاء بالزنك
يضمن ذلك مراعاة الميكانيكيين لسُمك الطلاء عند قطع الخيط.
تحديد التفاوتات المسموح بها لفئة الخيط للملاءمة والوظيفة
تتحكم التفاوتات اللولبية في مدى إحكام تركيب الأجزاء معًا. يمكن أن يؤثر اختيار الفئة المناسبة بشكل كبير على التجميع وسعة التحميل وقابلية التصنيع.
تتراوح الخيوط الموحدة من 1A/1B (فضفاضة) إلى 3A/3B (ضيقة):
- 1أ/1ب: تركيب فضفاض للتجميع السريع، مثالي للبيئات غير الحرجة أو المتسخة.
- 2أ/2ب: ملائمة قياسية لمعظم الأجزاء الصناعية.
- 3 أ/3 ب: ملاءمة عالية الدقة لتطبيقات الفضاء أو الأجهزة أو التطبيقات الهيدروليكية.
يحدد رقم الرتبة والحرف الخيوط المترية. على سبيل المثال:
- 6 هـ (داخلي) / 6 جـ (خارجي): ملاءمة قياسية للأغراض العامة.
- 5 هـ/5 جـ ملاءمة أكثر إحكاماً للقطع عالية الدقة.
- 7هـ/7ج تركيب أكثر مرونة لسهولة التجميع.
على سبيل المثال، يوفر M12 × 1.75 × 1.75 - 6H/6g توازنًا جيدًا بين الدقة وسهولة التجميع، مع تفاوت تفاوت قطر الملعب بحوالي ± 0.15 مم. تجنب تحديد تفاوتات صارمة للغاية إلا إذا كان ذلك ضروريًا، حيث إنها تزيد من تآكل الأداة ووقت الفحص دون تحقيق مكاسب كبيرة في الأداء.
توصيل متطلبات التفتيش والجودة
يضمن الفحص جودة الخيوط وملاءمة القِطع بشكل مناسب. تحافظ ملاحظات الفحص الواضحة على الرسومات على الاتساق أثناء مراقبة الجودة.
تشمل متطلبات الفحص القياسية ما يلي:
- اختبار مقياس الانطلاق/عدم الانطلاق: التحقق من الملاءمة الوظيفية للخيوط الداخلية والخارجية.
- قياس قطر الملعب: يضمن التعشيق الصحيح. يقاس بطريقة ثلاثية الأسلاك أو ميكرومتر اللولب، وعادةً ما يكون في حدود ± 0.02 مم للقطع الدقيقة.
- تشطيب السطح: مهم للتعشيق السلس. وتتراوح القيم النموذجية من Ra 1.6 ميكرومتر إلى Ra 3.2 ميكرومتر، اعتماداً على التطبيق.
- الفحص العيني: تحقق من عدم وجود نتوءات أو خيوط غير مكتملة أو علامات أدوات.
بالنسبة للمكونات الحرجة، قم بتضمين ملاحظات مثل:
الخيوط التي سيتم فحصها باستخدام مقياس الانطلاق/عدم الانطلاق من الفئة 2 ب
أو
مطلوب فحص الخيط 100% للمادة الأولى
الإدخالات: بدائل الخيوط الملولبة
في بعض الأحيان لا تكون الخيوط التقليدية هي الخيار الأفضل. يمكن أن تجعل الجدران الرقيقة أو المواد اللينة أو متطلبات القوة العالية من عملية النقر صعبة أو غير موثوقة. توفر إدخالات اللولبة بديلاً قويًا ومتينًا. فهي تزيد من سعة التحميل، وتطيل عمر القِطع، وتقلل من تآكل أدوات التحكم الرقمي باستخدام الحاسوب. تجعل الإدخالات أيضًا الصيانة والاستبدال أسهل.
فوائد استخدام الملحقات
- قوة محسّنة: تتيح الإدخالات ثقبًا صغيرًا في مادة لينة تحمل نفس الحمل الذي يحمله خيط فولاذي أكبر.
- متانة: فهي تقاوم التعرية حتى بعد التجميع المتكرر، خاصة في الأجزاء عالية الاهتزاز.
- المرونة: يمكن استبدال الحشوات التالفة دون الحاجة إلى استبدال القطعة بالكامل.
- كفاءة التصنيع: تقلل الخيوط المقطوعة في الحشوات من تآكل الأداة مقارنةً بالقطع مباشرةً في المادة الأساسية.
متطلبات التصميم
- طابق قطر الفتحة مع توصيات الشركة المصنعة للملحق.
- حافظ على سمك جدار كافٍ حول الحشوة لتجنب التشقق أثناء التركيب.
- حدد بوضوح نوع الملحق وطريقة التركيب والعمق والاتجاه في الرسومات الفنية.
تُعد إدخالات اللولبة حلاً عمليًا للمواد اللينة أو الجدران الرقيقة أو التطبيقات عالية التحميل. فهي تجمع بين القوة، والموثوقية، وسهولة التجميع، مما يجعلها بديلاً قويًا للولبة التقليدية في القِطع ذات التحكم الرقمي باستخدام الحاسب الآلي.
ارتقِ بتصميم الخيط إلى المستوى التالي
لا يجب أن يكون تصميم اللولب للتصنيع الآلي باستخدام الحاسب الآلي معقدًا. فمن خلال التركيز على هندسة اللولبة والتعشيق والتفاوتات المسموح بها وقابلية التصنيع، يمكنك إنشاء أجزاء قوية ودقيقة وسهلة التجميع. تجنب الأخطاء الشائعة مثل التفاوتات الضيقة للغاية، والتعشيق غير الكافي، وسوء الوصول إلى الأداة لتوفير الوقت وتقليل التكاليف وضمان أداء موثوق به.
إذا كنت بحاجة إلى مساعدة الخبراء في تحسين تصميمات الخيوط الخاصة بك أو كنت بحاجة إلى قطع دقيقة باستخدام الحاسب الآلي, تواصل مع فريقنا اليوم. يمكننا مراجعة رسوماتك واقتراح التحسينات والمساعدة في تحويل تصميماتك إلى مكونات عالية الجودة وقابلة للتصنيع. لا تدع سوء تصميم الخيط يبطئ مشاريعك - احصل على إرشادات احترافية الآن.
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة

الفولاذ المقاوم للصدأ المقاوم لبصمات الأصابع: كيف يعمل، وكيف تختار


