الجزء الملحوم لا "ينتهي" أبدًا في اللحظة التي يتوقف فيها القوس. يمكن أن تبدو الأجزاء الملحومة مختلفة تمامًا اعتمادًا على كيفية معالجة سطحها بعد الربط. تُظهر بعض الأجزاء خرزات وتموجات لحام مرئية، بينما تظهر أجزاء أخرى كقطعة معدنية ناعمة ومتصلة دون أي أثر للدرز.
التشطيب ليس عملاً بصريًا فقط. فالسطح الذي يحتفظ بالحفر أو الشقوق أو حبات اللحام عالية الخشونة يمكن أن يحبس الرطوبة ويتغير لونه أثناء الطلاء ويصبح نقطة بداية التآكل. بالنسبة للمنتجات المستخدمة في البيئات الطبية أو الغذائية أو البيئات الخارجية، تؤثر حالة السطح على النظافة الصحية وتكلفة العمر الافتراضي وحتى الامتثال التنظيمي.

في العديد من الصناعات، تؤثر تشطيبات اللحام بشكل مباشر:
| عامل الأداء | تأثير تشطيب اللحام |
|---|---|
| المقاومة للتآكل | الأسطح الخشنة تحبس الملوثات → يبدأ الصدأ بشكل أسرع |
| التصاق الطلاء | تخلق القمم/الوديان سمكًا غير متناسق ومخاطر التقشير |
| جماليات | تقلل الخرزات المرئية من القيمة المتصورة للمنتج النهائي |
| الصرف الصحي | المسام والتموجات تحمل البكتيريا، ويصعب تعقيمها |
| تكلفة دورة الحياة | تشطيب رديء = إعادة الطلاء، أو التلميع، أو الاستبدال عاجلاً |
ما هي تشطيبات اللحام بالضبط؟
يشير تشطيب اللحام إلى حالة ما بعد المعالجة لمفصل ملحوم - سواءً كان لا يزال غير ملموس أو ممزوجًا بشكل خفيف أو مصقولًا لإنشاء سطح أملس غير متقطع. قد يتم إجراء اللحام الأساسي باستخدام اللحام باستخدام TIG أو MIG أو الليزر أو اللحام بالقوس النبضي، ولكن يبدأ التشطيب بعد اكتمال الوصلة هيكلياً.
تُنشئ طرق اللحام المختلفة قوام بداية مختلفة:
| طريقة اللحام | ملف تعريف اللحام النموذجي | صعوبة ما بعد النهاية | الملاحظات |
|---|---|---|---|
| تيج | حبة ناعمة وضيقة | قليل | مثالية للتشطيبات التجميلية أو الصحية |
| ميغ | حبة أطول، بعض الرذاذ | متوسط | يحتاج إلى المزج قبل الطلاء |
| الليزر | دقيق جداً ومنخفض التشوه | منخفضة جداً | أفضل خيار عند الحاجة إلى رؤية منخفضة الرؤية |
| عصا/قوس | خبث ثقيل وخرز خشن | عالي | نادرًا ما تستخدم في الحالات التي تكون فيها الجودة البصرية مهمة |
في تصنيع مستحضرات التجميل المصنوعة من الفولاذ المقاوم للصدأ، غالبًا ما تستهدف خشونة السطح النهائية Ra ≤ 0.8-1.2 ميكرومتر. أما في الإطارات الفولاذية الإنشائية حيث لا تكون اللمسة النهائية مرئية أو غير مطلية، فإن Ra 3.0-6.0 ميكرومتر مقبولة. يُترجم هذا الفرق مباشرةً إلى عمالة وتكلفة ووقت وصعوبة في الصقل.
كيفية اختيار مستوى التشطيب بالطريقة الصحيحة?
لا ينبغي أبدًا اختيار النهاية حسب العادة أو السعر فقط. فالقرار الصحيح يأتي من ثلاثة أسئلة أساسية:
1. أين سيوجد اللحام - مخفي أم مرئي؟
إذا لم يشاهد أي شخص اللحام وكان الجزء موجودًا داخل خزانة أو إطار ماكينة أو تحت غطاء، فإن الطلاء النهائي الهيكلي يكفي. إزالة أو تلميع حبات اللحام هنا يهدر التكلفة دون تحسين الأداء. في التصنيع بكميات كبيرة، يمكن أن يؤدي اختيار تشطيب أساسي بدلاً من تشطيب تجميلي إلى تقليل وقت ما بعد المعالجة بمقدار 40-70%.
إذا كان اللحام مرئيًا، فإن المعيار يرتفع. بالنسبة للمباني الخارجية أو الواجهات الخارجية أو الواجهات غير القابلة للصدأ أو الأعمال المعدنية المعمارية أو المنتجات التي تواجه المستهلك، تصبح جودة التشطيب جزءًا لا يتجزأ من تجربة المنتج بشكل عام. تشكل السلاسة والحبيبات الموحدة والانتقالات السلسة القيمة المتصورة أكثر بكثير مما يدركه المشترون.
| الموقع | أولوية الإنهاء |
|---|---|
| داخلي/مخفي | القوة > المظهر |
| مرئية ولكنها مغلفة | سلس بما يكفي لتكوين طبقة رقيقة موحدة |
| مرئي، غير مطلي | سلس/خشونة منخفضة مفضلة |
2. ما هي المادة والسماكة التي تعمل بها؟
تحدد المواد التي تحدد المسافة التي يمكنك إنهاؤها دون المخاطرة بالتشويه.
- يقوم الألومنيوم بتوصيل الحرارة بسرعة → يسخن بسهولة أثناء الطحن
- يظهر على الفولاذ المقاوم للصدأ تغير في اللون → يتطلب صقل متحكم به
- الصلب الكربوني يقبل الطحن ولكن قد يحتاج إلى معالجة سطحية لمنع الصدأ
لا يمكن للصفائح المعدنية الرقيقة (أقل من 2.0 مم) تحمل الطحن الثقيل دون حدوث التواء.
يمكن تنعيم الفولاذ الهيكلي السميك (أكبر من 4.0 مم) بقوة وبأقل قدر من المخاطر.
قاعدة جيدة لاتخاذ القرارات
| المواد | استراتيجية الإنهاء الموصى بها |
|---|---|
| الألومنيوم | لحام منخفض الحرارة + مزج محكوم (الأجزاء المرئية) |
| الفولاذ المقاوم للصدأ | التشطيب بناءً على متطلبات RA واحتياجات النظافة الصحية |
| الكربون الصلب | يعتمد التشطيب على خطة الطلاء وليس على الرؤية وحدها |
هل سيتم طلاء الجزء أم بأكسيد الألومنيوم أم سيترك مكشوفًا؟
قد يكون اللحام الخام الخام مقبولاً، ولكنه قد يكون كارثياً بمجرد طلائه. تضخم عملية الطلاء بأكسيد الألومنيوم العيوب بشكل خاص، مما يحول التموج الصغير إلى هالة مرئية. تحدد اللمسات النهائية التي تختارها الآن ما إذا كان طلاء السطح سينجح فيما بعد.
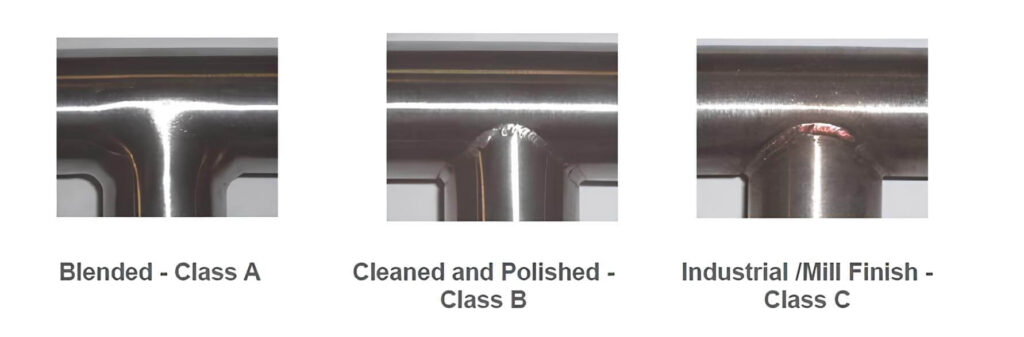
شرح مستويات تشطيب اللحام
بمجرد تحديد الغرض من الجزء والمادة، فإن الخطوة التالية هي اختيار مستوى تشطيب اللحام الصحيح. تندرج معظم مشاريع تصنيع المعادن في واحدة من ثلاث فئات رئيسية - الفئة أ، والفئة ب، والفئة ج - حيث تقدم كل فئة توازنًا مختلفًا بين التكلفة والمظهر والأداء.
الفئة C - التشطيبات الإنشائية (بدون أعمال تجميلية)
تترك اللحامات من الفئة C في حالتها الطبيعية. تظل الحبيبات مرئية، مع وجود ترشيش طفيف وصبغة حرارية مقبولة طالما تم الحفاظ على القوة الهيكلية. لا يتم إجراء أي طحن أو تلميع ما لم تتطلب حواف السلامة تنظيفًا طفيفًا.
هذه اللمسة النهائية مثالية للإطارات الداخلية للماكينة، وأقواس التعزيز، والوصلات الحاملة، والمكونات التي لن تكون مرئية للمستخدم النهائي. لا توفر إزالة اللحام أو صقله أي مزايا في الأداء وتزيد فقط من تكاليف العمالة.
الخصائص النموذجية
- حبة اللحام مكشوفة بالكامل
- خشونة السطح حوالي 3.0 - 6.0 ميكرومتر Ra.
- لا يوجد مزج أو تنعيم
مستوى التكلفة
- خط الأساس = 1.0 × (أقل تكلفة، وأسرع تحول)
الأفضل لـ
- اللحامات المخفية داخل التجميعات
- الأجزاء ذات القوة الحرجة التي لا يهم فيها المظهر الخارجي
- المكونات التي سيتم طلاؤها بالمسحوق وإخفائها بصريًا
إذا تم اختياره بشكل غير صحيح
- قد يبرز الملمس من خلال الطلاء
- يمكن أن يبدو المظهر غير مكتمل على الأسطح الخارجية
استخدم الفئة C عندما يكون الأداء هو الهدف ولا يوفر التلميع أي عائد قابل للقياس.
الفئة ب - التشطيب شبه الجمالي (التكلفة المتوازنة + الجودة البصرية)
الفئة B عبارة عن تشطيب لحام ممزوج يخفف من النتوءات وينعم ارتفاع الحبة المرئية دون إزالة أثر الوصلة بالكامل. يظل السطح محكم قليلاً ولكنه أملس بما يكفي لتغليفه بشكل موحد. هذه هي التشطيبات الأكثر شيوعًا للأجزاء الصناعية المرئية حيث يكون العرض النظيف ضروريًا، ولكن التلميع الكامل كالمرآة ليس ضروريًا.
الخصائص النموذجية
- حبة لحام ممزوجة برفق وتنعيمها
- خشونة السطح حوالي 1.6-2.4 ميكرومتر Ra 1.6-2.4 ميكرومتر
- لا يزال اللحام مرئيًا عند الفحص الدقيق
مستوى التكلفة
- ~حوالي 1.2 × 1.5 × 1.5 × تكلفة الفئة C
الأفضل لـ
- حاويات مطلية بالمسحوق أو مطلية بالمسحوق
- واجهات الماكينة أو الخزانة المرئية
- المشاريع التي تحتاج إلى تشطيبات احترافية ولكن ليست فاخرة
مزايا
- يحسّن التصاق الطلاء وتجانس الطبقة الخارجية
- يقلل من خطر ظهور خطوط الهالة وقشر البرتقال بعد المعالجة
إذا كان الجزء مرئيًا وسيتم طلاؤه، فغالبًا ما تكون الفئة B هي الخيار الأكثر فعالية من حيث التكلفة.
الفئة A - تشطيبات تجميلية كاملة (سطح ممتاز غير ملحوم)
تزيل تشطيبات اللحام من الفئة A شكل الحبة بالكامل وتمزج التماس مع المادة المحيطة. والنتيجة هي سطح أملس ومستمر مع الحد الأدنى من الانتقال البصري. وكثيراً ما تستخدم شاشات العرض المصنوعة من الفولاذ المقاوم للصدأ والألومنيوم هذه اللمسة النهائية عندما يكون المظهر هو السمة المميزة للمنتج.
هناك حاجة إلى خطوات كاشطة متعددة - الإزالة الخشنة، والمزج، والتشطيب الدقيق، وأحيانًا الصقل بالمرآة. يجب التحكم في الحرارة بعناية، خاصة على الصفائح المعدنية الرقيقة، لمنع التشويه.
الخصائص النموذجية
- لا يوجد شكل حبة مرئي أو خط انتقالي مرئي
- يمتزج اللحام بالسطح على مسافة رؤية قياسية
- الخشونة عادةً ≤ Ra 0.8-1.2 ميكرومتر
مستوى التكلفة
- ~2×- 4×× تكلفة الفئة C، اعتمادًا على طول الدرز + صلابة المادة
الأفضل لـ
- منتجات الفولاذ المقاوم للصدأ المرئية للعملاء
- هياكل العرض، ومعادن التجزئة، واللوحات المعمارية
- الأجزاء التي يتم لمسها والحكم عليها وبيعها وتقييمها عن قرب
إذا كانت غير مكتملة
- يقلل ظل اللحام من الجودة المدركة
- خطر تغير اللون إذا لم يتم إعادة تنشيطه
- تزداد تكلفة إعادة العمل بشكل كبير بعد الطلاء
كيف تؤثر تشطيبات اللحام على كل معالجة سطحية?
تحدد تشطيبات اللحام ما إذا كانت الطلاءات ترتبط بشكل نظيف أو تكشف عن عيوب تحت السطح. الطلاء النهائي الصحيح يمنع الفشل بينما الطلاء الخاطئ يضخم كل عيب يتبعه.
مسحوق الطلاء
طلاء المسحوق يبلغ متوسط السماكة 60-120 ميكرومتر.
إذا كان اللحام غير متساوٍ، فإن المسحوق يتراكم بشكل أكثر سمكًا على القمم وأرق في الوديان، مما يؤدي إلى اختلافات في الملمس واللمعان. الفئة B هي خط الأساس الأكثر موثوقية - ناعم بما يكفي لصنع متساوٍ، ولكن ليس معالجًا بشكل مفرط.
- يعمل بشكل أفضل مع الفئة B
- تجنب الخام من الفئة C إذا كان يجب أن تختفي الخرزة
- الفئة A مطلوبة فقط للتشطيبات البودرة فائقة النعومة والفاخرة
الطلاء الرطب / الطلاء السائل
يكون الطلاء أرق من المسحوق (25-60 ميكرومتر)، لذلك يكون المظهر السطحي أكثر وضوحًا. عادةً ما يكون اللحام الممزوج قليلاً كافيًا ما لم يكن الجزء مزخرفًا.
- مناسبة للفئة C أو B، حسب الرؤية
- لا يوصى به للألواح الأمامية الجمالية ما لم يتم تنعيمها
الأنودة (الألومنيوم)
أنودة تضخيم العيوب - الخدوش، والتموجات، وعلامات الإجهاد، وخطوط الانتقال TIG/MIG. غالبًا ما تتطلب الأسطح المؤكسدة فئة A، خاصةً للتشطيب الشفاف أو الطبيعي.
- الأفضل مع الفئة A
- قد تصلح الفئة B للألوان المصبوغة حيث يكون التباين أقل
- يجب تجنب الفئة C - تصبح هالة اللحام واضحة
الطلاء (نيكل/كروم/زنك)
تصفيح تتبع الطبوغرافيا الدقيقة عن كثب. سيظل أي تموج في اللحام مرئيًا تحت الطبقة المعدنية. اللحام الممزوج مطلوب لتحقيق الاتساق في الانعكاسية.
- الأفضل مع الفئة B → A اعتمادًا على هدف الانعكاسية
- تجنّب الفئة C للمعادن المزخرفة أو العاكسة
تخميل الفولاذ المقاوم للصدأ
التخميل يحسن من مقاومة التآكل عن طريق إزالة الحديد الحر من السطح، ولكنه لا يمكنه إخفاء النسيج. يكشف تشطيب اللحام المصقول عن مسامية أقل ويحسن التغطية الكيميائية.
- أفضل توافق مع الفئة B-A
- تتطلب تطبيقات الصرف الصحي تشطيبات متدفقة + تحكم RA
التكلفة مقابل المظهر: تجنب الخطأين الأكثر شيوعًا
لا يوجد سوى طريقتين فقط لإنهاء اللحام بشكل خاطئ:
الخطأ 1 - الإفراط في تشطيب المكونات المخفية
لا يضيف طحن اللحامات على الإطارات الداخلية أي قيمة. فهو يرفع التكلفة، ويزيد من الوقت المستغرق، وقد يضعف الوصلة دون داعٍ.
الخطأ 2 - عدم تشطيب الأجزاء المرئية أو المغطاة بأقل من اللازم
يصبح اللحام المرئي من الفئة C أكثر وضوحًا بمجرد طلائه أو طلاءه بأكسيد الألومنيوم - خاصةً مع الألومنيوم - مما يؤدي إلى:
- رفض العميل
- إعادة الطحن + إعادة الطلاء
- الضمان أو الضرر الناتج عن إدراك الجودة
يمكن أن يتحول اللحام $20 اليوم إلى مشكلة $200 بعد إعادة العمل والطلاء وفقدان العمالة.
اعتبارات الأداء على المدى الطويل
تؤثر جودة التشطيب على المتانة وليس المظهر فقط.
| العامل | بدون تشطيب مناسب (الفئة C مطبقة بشكل غير صحيح) | بلمسة نهائية صحيحة (الفئة B/A) |
|---|---|---|
| المقاومة للتآكل | تستقر الملوثات في المسام → يبدأ الصدأ بشكل أسرع | مواقع فخاخ أقل = طول عمر أفضل |
| قابلية التنظيف | درزات خشنة تحبس البقايا | تمسح اللحامات الملساء بسهولة |
| مقاومة الاهتزازات | يتركز الإجهاد عند قمم الحبة | تقلل التحولات المصقولة من مخاطر التشقق |
| صحة | ترسو البكتيريا في الشقوق | التشطيب الصحي يمنع الإيواء |
في بيئات تصنيع الأغذية والأدوية والمستحضرات الصيدلانية والطبية والمختبرية، تُعد تشطيبات اللحام مطلبًا وظيفيًا وليس مجرد تفضيل جمالي.
خاتمة
إن اختيار تشطيب اللحام الصحيح لا يتعلق بالكمال - بل يتعلق بالغرض. فالطلاء النهائي الصحيح هو الذي يتماشى مع الرؤية وطريقة الطلاء والبيئة والأداء مدى الحياة. عندما تتم مطابقة هذه العناصر في وقت مبكر من المشروع، تكون النتيجة قطع أقوى وأنظف وأكثر موثوقية - يتم تسليمها دون تكلفة غير ضرورية.
هل أنت مستعد لاختيار الطلاء النهائي المثالي لمشروعك القادم؟ نحن نساعد المهندسين والمصنعين على اختيار التشطيبات التي تناسب احتياجاتهم، مع مراعاة الوظيفة والتكلفة وأداء الطلاء - بدءًا من اللحامات الهيكلية من الفئة C إلى الأسطح غير الملحومة غير القابلة للصدأ من الفئة A. قم بتحميل الملفات أو اتصل بفريقنا الهندسي للحصول على عرض أسعار سريع ودقيق.
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة

الفولاذ المقاوم للصدأ المقاوم لبصمات الأصابع: كيف يعمل، وكيف تختار


