يمكن للعديد من عمليات التشغيل الآلي تشكيل المعادن. ولكن بعض الطرق تعمل بشكل أفضل من غيرها بالنسبة لأجزاء معينة. تتمثل إحدى المشكلات الشائعة في كيفية قطع الفتحات أو الثقوب العميقة أو ذات الزوايا أو المنحنية دون تحميل الأداة فوق طاقتها أو إتلاف الجزء. إذا كنت بحاجة إلى طريقة للتعامل مع هذا الأمر بدقة عالية وتشطيبات ناعمة، فسيساعدك هذا الدليل.
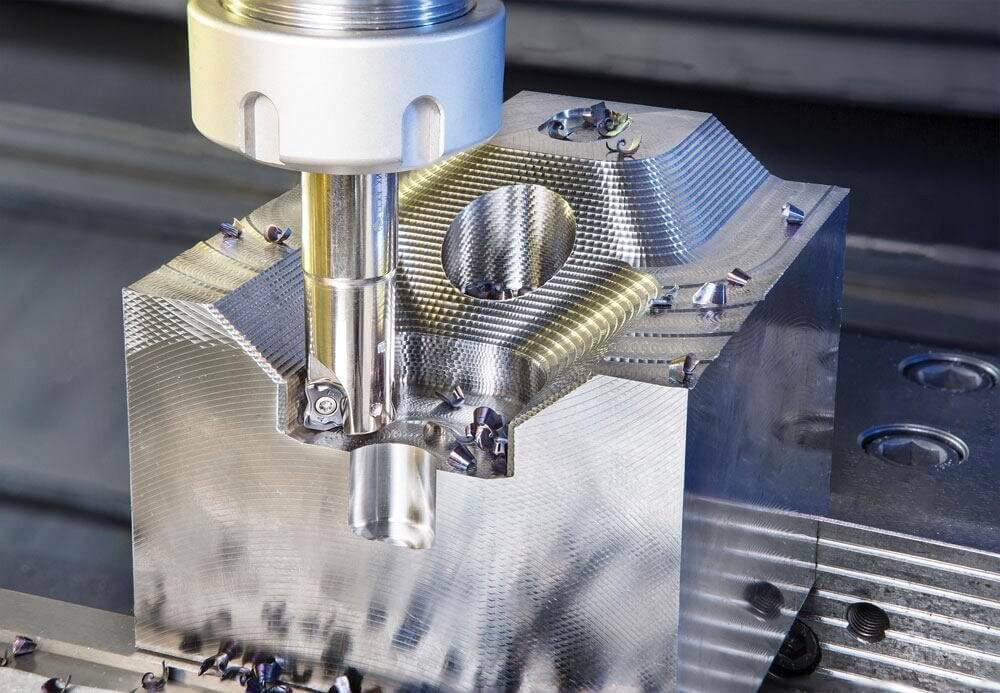
التفريز الحلزوني هو طريقة تستخدم مسار أداة حلزونية لقطع المعدن. يتحرك القاطع في مسار دائري بينما يغوص أيضًا إلى أسفل، مثل المسمار. يقلل هذا من قوة القطع، ويقلل من تراكم الحرارة، ويحسن من تفريغ البُرادة. وغالبًا ما تُستخدم في تصنيع الثقوب واللوالب والجيوب وخاصة في المواد الأكثر صلابة.
إنه أكثر كفاءة من الحفر البسيط. فهو يعطي عمرًا أفضل للأداة ودقة وجودة سطح أفضل. هل تريد أن ترى كيف يعمل عمليًا؟
المبادئ الأساسية للطحن الحلزوني
يشرح هذا القسم كيفية عمل المسار الحلزوني ولماذا يساعد في تحسين جودة القطع. إن فهم حركة الأداة وكيفية تأثيرها على المادة هو المفتاح لاستخدام هذه الطريقة بشكل جيد.
شرح هندسة مسار الأداة الحلزونية
في التفريز الحلزوني، لا تتحرك الأداة بشكل مستقيم لأسفل. فهي تتبع مسار حلزوني أو حلزوني الشكل. أثناء الدوران، تتحرك الأداة بشكل جانبي في حركة دائرية وتنزل ببطء إلى أسفل المادة.
تشكّل هذه الحركة الحلزونية قطعًا أسطوانيًا أو مخروطي الشكل، اعتمادًا على زاوية المسار. يمكن ضبط المسافة - المسافة بين الدورات - للتحكم في العمق لكل مسار.
يقلل هذا النوع من المسار من الدخول المفاجئ للأداة، مما يسمح بالقطع التدريجي. يساعد ذلك في الحفاظ على دقة القِطع وعمر الأداة.
توزيع قوة القطع
تعمل الحركة الحلزونية على توزيع قوى القطع بالتساوي. على عكس التفريز بالغطس المستقيم، الذي يضع كل القوة في نقطة واحدة، فإن التفريز الحلزوني يوزع الحمل عبر حافة الأداة.
يقلل هذا الحمل الثابت من الاهتزاز والحرارة. كما أنه يمنع انكسار الأداة ويمنع الجزء من التشوه. وهذا مفيد بشكل خاص عند العمل مع المعادن الصلبة أو القِطع رقيقة الجدران.
تعشيق الأداة وتشكيل البُرادة
أثناء القطع، يتم تعشيق جزء فقط من حافة الأداة في أي لحظة. يقلل هذا التلامس الجزئي من تآكل الأداة ويسمح بتحكم أفضل في حجم البُرادة.
تكون البُرادة أرق وأكثر اتساقًا، مما يحسن التفريغ ويقلل من فرصة التراكم على حافة القطع. يساعد ذلك في الحفاظ على نظافة السطح وانخفاض درجات حرارة القطع.
المعدات والأدوات
لتشغيل التفريز الحلزوني بفعالية، يلزم إعداد الماكينة والأدوات المناسبة. يغطي هذا القسم نوع الماكينات وأدوات القطع التي تعمل بشكل أفضل.
ماكينات CNC مناسبة
يعمل التفريز الحلزوني على معظم ماكينات التفريز بنظام التحكم الرقمي الحديثة. كل من 3 محاور ويمكن للماكينات خماسية المحاور التعامل معها. المفتاح هو وجود وحدة تحكم يمكنها معالجة مسارات الأدوات الحلزونية.
الماكينات ثلاثية المحاور جيدة للفتحات والجيوب الرأسية. بالنسبة للقطع المائل أو المنحني، توفر الماكينات خماسية المحاور مزيدًا من المرونة. يجب أن يكون للماكينة أيضًا بنية صلبة لمقاومة الاهتزاز.
حاملات الأدوات وأدوات القطع
يجب أن يكون حامل الأدوات ثابتًا ودقيقًا. تعتبر الأظرف الطوقية عالية السرعة أو حاملات التثبيت المتقلصة خيارات شائعة. تعمل هذه الحوامل على تقليل التآكل وتحسين عمر الأداة.
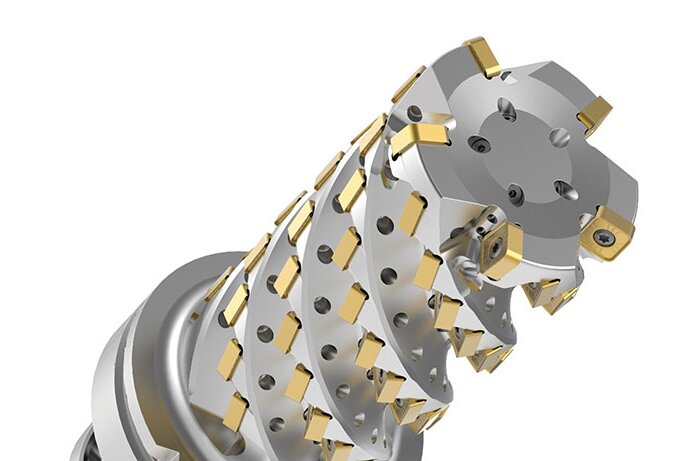
بالنسبة لأداة القطع، غالبًا ما يتم استخدام ماكينات التفريز الطرفية ذات القدرة على القطع المركزي. ولتحسين التحكم في البُرادة بشكل أفضل، تكون الأدوات ذات هندسة الفلوت المتغيرة أو قواطع البُرادة مفيدة.
يجب أن يتطابق قطر الأداة مع حجم القطع. الأدوات الأصغر تعطي تفاصيل أكثر ولكنها قد تتطلب سرعات أبطأ. الأدوات الأكبر تقطع أسرع ولكنها قد تحتاج إلى ماكينات أقوى.
مواد الأدوات الموصى بها
أدوات الكربيد هي الأكثر شيوعًا للطحن الحلزوني. تظل حادة لفترة أطول وتتعامل مع سرعات القطع العالية. وهي تعمل بشكل جيد مع المعادن الصلبة مثل الفولاذ أو التيتانيوم.
الأدوات المصنوعة من الفولاذ عالي السرعة (HSS) أرخص ثمناً ولكنها تتآكل بشكل أسرع. وهي أفضل للمواد الأكثر ليونة أو الأعمال منخفضة الحجم.
توفر الأدوات المطلية - مثل TiN أو TiAlN أو TiAlN أو DLC - مقاومة أفضل للحرارة وعمرًا أطول. وهي مفيدة عند القطع بسرعات عالية أو عند العمل مع المواد الكاشطة.
معلمات العملية وإعداداتها
يعد اختيار الإعدادات الصحيحة أمرًا أساسيًا للحصول على نتائج جيدة مع التفريز الحلزوني. يغطي هذا القسم كيفية ضبط سرعة عمود الدوران، ومعدل التغذية، وعمق القطع، وعوامل رئيسية أخرى.
سرعة عمود الدوران ومعدل التغذية
تعتمد سرعة عمود الدوران على المادة ونوع الأداة. تحتاج المواد الأكثر صلابة إلى سرعات أبطأ. المواد الأكثر ليونة تسمح بسرعات دوران أعلى في الدقيقة. يمكن تشغيل أدوات الكربيد الكربيد أسرع من HSS.
يجب أن يتطابق معدل التغذية مع السرعة وقطر الأداة. سريع جدًا وستخاطر بتآكل الأداة. بطيء للغاية ويصبح القطع غير فعال. تحقق دائمًا من توصيات تحميل البُرادة من صانع الأدوات.
اختيار الزاوية الحلزونية
تتحكم الزاوية الحلزونية في مدى انحدار الأداة. تقوم الزاوية السطحية بعمل قطع سلس مع ضغط أقل. الزاوية الحادة تزيل المزيد من المواد ولكنها تزيد من الحمل.
بالنسبة للمعادن اللينة أو الثقوب الكبيرة، قد تعمل الزاوية الأكثر انحدارًا بشكل جيد. بالنسبة للمعادن الصلبة أو الأجزاء الرقيقة، استخدم زاوية ضحلة لتقليل الاهتزاز والحرارة.
العمق المحوري والشعاعي للقطع
العمق المحوري هو مدى عمق القطع المحوري الذي تقطعه الأداة في مسار واحد أسفل المحور Z. العمق الشعاعي هو مدى اتساع القطع في كل دورة. وازن بين الاثنين لتجنب التحميل الزائد على الأداة.
القاعدة الجيدة هي إبقاء العمق الشعاعي أصغر من قطر الأداة. يمكن أن يكون العمق المحوري أعمق إذا كانت الماكينة والأداة صلبة بما فيه الكفاية.
الاستراتيجية التدريجية وتخطيط مسار القطع
التدريجي هو مقدار انخفاض الأداة على كل لولب. الخطوات الأصغر تعطي تشطيبًا أفضل للسطح ولكنها تستغرق وقتًا أطول. الخطوات الأكبر تسرّع الأمور ولكنها تزيد من قوة القطع.
يجب أن تحافظ مسارات القطع على ثبات تعشيق الأداة. حاول تجنب التغيرات المفاجئة في الاتجاه أو الحمل. استخدم مسارات حلزونية ثابتة لتقليل إجهاد الأداة وتحسين جودة القِطع.
أنواع تطبيقات الطحن الحلزوني
لا يقتصر الطحن الحلزوني على مهمة واحدة. يمكنه التعامل مع الثقوب واللوالب والأقطار الكبيرة والأشكال المعقدة. يغطي هذا القسم الطرق الشائعة لاستخدام هذه الطريقة في الورش.
الطحن الحلزوني لصنع الثقب
غالبًا ما يستخدم التفريز الحلزوني لإنشاء ثقوب دائرية، خاصة في المعادن الصلبة. بدلاً من الحفر، تتحرك الأداة في مسار حلزوني لتشكيل الثقب.
تتجنب هذه الطريقة دفع الأداة مباشرةً إلى الداخل. تقلل من الحرارة وتآكل الأداة. كما أنها تخلق جدران ثقب أنظف مع تحكم أفضل في الحجم.
إنها مثالية للثقوب الكبيرة جدًا بالنسبة للثقوب القياسية أو عند الحاجة إلى تفاوتات دقيقة.
الطحن اللولبي بالمسارات الحلزونية
تفريز الخيوط تستخدم مسارات حلزونية لقطع الخيوط داخل الثقوب. تتبع الأداة الشكل الحلزوني للخيط أثناء الدوران.
يمكن لهذه الطريقة قطع كل من اللولبات الداخلية والخارجية. إنها مرنة - يمكنك استخدام أداة واحدة لمختلف أحجام اللولب. كما أنها تترك تحكماً أفضل في البُرادة ولولبات أنظف.
يعد تفريز اللولبة خيارًا جيدًا للمواد عالية القوة أو الأجزاء التي تحتاج إلى لولبات دقيقة.
الاستيفاء الحلزوني للأقطار الكبيرة
عندما تكون الفتحة كبيرة جداً بالنسبة للحفر، يتم استخدام الاستيفاء الحلزوني. تقوم الأداة بقطع القطر تدريجياً بحركة حلزونية.
وهذا أمر شائع في أجسام الصمامات والعلب والألواح الكبيرة. إنه يوفر التكلفة حيث لا حاجة إلى مثقاب كبير خاص. كما أنه يعمل بشكل جيد على المواد السميكة التي قد يسبب الحفر فيها إجهادًا.
الشق والتثقيب بالمسارات الحلزونية
يمكن للمسارات الحلزونية أيضًا إنشاء فتحات أو جيوب. تدخل الأداة من أعلى في شكل حلزوني، ثم تتحرك جانبيًا لفتح الشكل.
يكون ذلك مفيدًا عندما تحتاج القطعة إلى دخول نظيف وقوة قطع مضبوطة. يمنع التحميل الزائد على الأداة ويحسن تدفق البُرادة. كما أنه يحمي الجدران الرقيقة والسمات الحساسة من التشقق.

مزايا الطحن الحلزوني
يوفر التفريز الحلزوني العديد من المزايا مقارنةً بطرق الغطس التقليدية أو طرق المسار المستقيم. تعمل هذه المزايا على تحسين عمر الأداة وجودة القِطع والكفاءة الكلية.
تقليل حمل الأدوات والاهتزازات
تقلل الحركة الحلزونية من التعشيق المفاجئ للأداة. فهي تنشر قوة القطع تدريجياً. اهتزاز أقل يعني قطعًا أكثر سلاسة وعمرًا أطول للأداة.
تشطيب السطح المحسّن
نظرًا لأن الأداة تدخل برفق وتقطع في طبقات، فإن تشطيب السطح يكون أكثر سلاسة. هناك فرصة أقل للتمزق أو الحواف الخشنة.
تحسين إخلاء البُرادة المحسّن
يمنح المسار الحلزوني البُرادة مساحة أكبر للخروج. تكون البُرادة أرق وتتشكل بشكل أكثر اتساقًا. وهذا يمنع التراكم الذي قد يؤدي إلى ارتفاع درجة حرارة الأداة.
المرونة في الأشكال الهندسية المعقدة
يمكن للطحن الحلزوني التعامل مع مجموعة واسعة من أشكال القِطع. وهي تعمل مع الثقوب العميقة واللوالب والجدران ذات الزوايا والجيوب. يمكنك ضبط مسار الأداة لمطابقة التصميمات المخصصة.
القيود والتحديات
في حين أن التفريز الحلزوني له العديد من الفوائد، فإنه يأتي أيضًا مع بعض التحديات. يساعد فهمها على تجنب الأخطاء واختيار العملية المناسبة لكل مهمة.
تعقيد البرمجة
يحتاج التفريز الحلزوني إلى مسارات أدوات أكثر تقدمًا من الحفر أو الشق الأساسي. تتطلب برمجة هذه المسارات برنامج CAM وبعض الخبرة. إذا لم يتم إعدادها بشكل صحيح، يمكن أن تؤدي الحركة الحلزونية إلى حدوث أخطاء أو تتسبب في تعطل الأداة.
قيود قدرة الأدوات الآلية
لا تدعم جميع الماكينات حركات حلزونية سلسة. قد تواجه بعض الماكينات القديمة صعوبة في الحركة المنسقة في محاور متعددة. يجب أن تكون الماكينات صلبة ودقيقة للحفاظ على ثبات الأداة أثناء الحركة الحلزونية.
انحراف الأداة وتراكم الحرارة
إذا كان القطع عميقًا جدًا أو كان القطع التدريجي كبيرًا جدًا، فقد تنحني الأداة قليلاً. يؤثر هذا الانحراف على استدارة الثقب وجودة السطح. كما يمكن أن يؤدي قطع المعادن الصلبة أو التشغيل بسرعة كبيرة إلى رفع درجة الحرارة.
مشكلات دقة الأبعاد
يعتمد التفريز الحلزوني الدقيق على التحكم المحكم في حركة الأداة. يمكن أن يؤثر أي رد فعل عكسي أو انحراف أو اختلال في المحاذاة على حجم الجزء. إذا لم يتم توسيط المسار بشكل صحيح، يمكن أن تخرج الثقوب بيضاوية أو كبيرة الحجم.
خاتمة
التفريز الحلزوني هو طريقة قطع حيث تتحرك الأداة في مسار حلزوني أثناء القطع التدريجي للأسفل. وهي توفر تشطيبًا أفضل للسطح وتحميلًا أقل للأداة ودقة محسنة. هذه الطريقة مثالية لتصنيع الثقوب واللوالب والفتحات والأشكال المعقدة - خاصة في المعادن الصلبة أو القِطع الحساسة.
هل تحتاج إلى مساعدة في اختيار العملية أو الأدوات المناسبة لمشروعك القادم؟ تواصل مع فريقنا للحصول على دعم الخبراء والحلول المخصصة المصممة خصيصاً لتلبية احتياجاتك.
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة

الفولاذ المقاوم للصدأ المقاوم لبصمات الأصابع: كيف يعمل، وكيف تختار


